钢管焊接质量控制与射线检测技术研究
2018-08-29周璟
周 璟
(山西省黄河万家寨水务集团有限公司,山西 太原 030012)
目前,钢管焊接已成为水利工程中广泛应用的管道安装方式之一,焊接质量事关工程长期安全稳定运行,必须高度重视。钢管焊接质量控制应在做好事前控制的基础上,做好事中、事后控制,尤其是要做好焊缝射线检测工作。为规范钢管焊接质量控制各项行为,提高焊缝射线检测工作质量,下面结合某引水项目泵站管网改造工程的具体工程实例,对钢筋焊接质量控制和射线检测技术进行研究和探讨。
1 工程实例简介
某引水项目泵站在厂区内设置深水井,通过潜水泵将井水抽送至厂区内海拔较高处的有效容积不小于324m3的消防水池和有效容积不小于300m3的轴封用清水池,从而形成常高压自流供水系统,供给泵站的主轴密封用水和消防供水。深水井与水池间及水池与泵站技术及消防系统间设置了供水管网。该管网系统于2003年投运,历经10多年的运行出现不同程度的损坏、老化等现象,存在不少安全隐患。为满足未来安全运行需要,2015年对供水管网进行升级改造。升级改造中将室外供水管线由原焊接钢管更换为不锈钢管,直埋管道的基础为二八灰土或砂垫层,直埋管道在转角处和坡度改变处均做镇墩。采用的钢管为304不锈钢无缝钢管,材质为0Cr18Ni9,其中清水系统管主要类型为Φ89×5mm,消防系统管主要类型为Φ114×5mm。管道总长度40多km,管道安装均采用对口焊接方式进行,焊口多达6000多道。管道焊缝为一级焊缝,质量等级二级以上为合格。
2 钢管焊接质量控制
2.1 质量控制概述
工程质量控制活动是指通过有效的质量控制工作和具体的质量控制措施,在满足投资和进度要求的前提下,实现工程预定的质量目标。工程质量控制包括主动控制和被动控制。主动控制是在具体施工活动开始前拟订和采取有针对性的预防措施,从而减少乃至避免目标偏离,它是事前控制、前馈控制和开环控制,在质量控制中起防患于未然的作用。被动控制是在具体施工活动的实际实施中发现偏差,通过对产生偏差原因的分析,制定纠偏措施,以使偏差得以纠正,它是事中控制和事后控制,也是反馈控制和闭环控制。工程质量控制应建立施工单位保证、监理单位控制、项目法人负责的质量管理体系,从“人机料法环”等5个方面开展各项质量控制活动。
2.2 质量控制要点
2.2.1 事前控制
事前控制的工作内容有:施工方案制定和审查、焊工资质和能力核查、焊接设备核查、施工材料检查等。首先,施工单位制定焊接专项施工方案和作业指导书,监理单位进行详细审查批复。其次监理单位对焊工资质条件进行核实,看其是否持有国家或行业颁发尚在有效期内的焊工合格证书,且证书所列焊接类别与工程项目要求相对应,核查焊接设备是否符合技术规范要求。业主聘请行业专家对进场焊工进行了试焊能力测试,通过测试的才允许进行实际焊接工作。监理单位对不锈钢管和焊接材料进行核查,管材核查内容包括材质证明书是否齐备,管材标识如:炉号、批号、规格等和材质证明书是否对应,管材入库检验记录是否完整,对钢管的几何尺寸的检验未达到要求的处置方式记录,并有明显标识;焊接材料的资料核查内容包括焊接材料的规格要齐全,有出厂合格证和炉批号,入库和出库手续齐全,有抽样复验记录等。
2.2.2 事中控制
在焊接过程中应执行专业施工方案,保证合格的焊接环境,严格按照作业指导书进行施工。管材入沟槽时应不用钢丝绳直接捆扎,避免把管表面划痕,安放在管架上稳固,使用非金属垫片进行垫隔。焊接采用氩弧焊和手工电弧焊,焊件组对前将坡口及其内外侧表面不小于10mm范围内的油、漆、垢、锈、毛刺及镀锌层等清除干净,无裂纹、夹层等缺陷。清除时用不锈钢刷子和丙酮刷洗干净。在采用热加工方法加工坡口后,除去坡口表面的氧化皮、熔渣,并将凹凸不平处打磨平整。坡口加工采用电动坡口机加工或车床车制。不锈钢焊件坡口两侧各100mm范围内,在施焊前采取了防止焊接飞溅物沾污焊件表面的措施。焊条、焊剂在使用前按规定进行了烘干,并在使用过程中保持干燥。焊丝使用前清除了其表面的油污、锈蚀等。焊完的焊缝进行了本能洗、钝化。
施工单位的焊接检验员应对焊缝外观质量进行检查,检查焊口的成型状态、表面颜色是否存在咬边、错边、凹坑、飞溅等缺欠情况,并做好各项工序检验记录,包括焊口的位置和焊工号的记录、焊缝坡口和对口间隙的检验记录,焊缝几何尺寸的检验记录,焊缝外观质量的检验记录。监理单位的旁站监理应对重点工序进行检查和抽查,包括钢管对口的检查,坡口有无污迹、豁口、电弧灼伤、水迹,管口的圆度、直径的偏差、对口间隙、错口量等。
2.2.3 事后控制
钢管焊接完成后的焊缝检测是事后控制的关键一环。根据合同文件和技术规范要求,焊缝检验采取X光射线检测,并且要求施工单位对焊缝100%进行检测,对于不合格的焊缝及时进行返修,返修后再次进行检测,直至合格为止。监理单位对施工单位的无损检测单位资质,检测人员的资质进行了核查。业主聘请了第三方无损检测单位按10%比例进行了平行检测,共检测了600多道焊口,拍片2000余张。该检验是对施工现场已完成的焊口进行指定位置抽查和对施工单位已自检合格的焊口进行抽查复检,复检工作要有覆盖性、随机性、重点性、独立性。指定位置抽查是对已焊成的焊口进行检验,包括工程所用的碳钢和不锈钢焊口,弯管与弯管焊口,弯管与直管焊口,固定焊口,施工单位自检超出标准要求并返修处理检验合格的焊口,施焊位置狭窄的焊口。抽查复验包含指定位置抽查的所有焊口,比例上要大于指定位置抽查,检验中发现质量偏差较大的焊口位置,要扩大检验比例。管道系统在投入使用前,还需进行水压试验,试验压力为工作压力的1.5倍。
3 射线底片评定
3.1 X射线底片评判方法
为了保证焊接构件的产品质量,必须对焊缝进行无损检测和评价。射线检测是常规无损检测的重要方法之一,其检测结果将作为焊缝缺陷分析和质量评定的重要判定依据。目前,对X射线检测结果的评定方法有两种:人工评定和计算机辅助评定。人工评定效率较低,缺陷分析受评定人员的技术素质、经验以及外界条件的影响,结果往往会因人而异。采用计算机对X射线检测结果进行分析和识别,可以大大提高工作效率,有效地克服人工评定中由于评判人员技术素质和经验差异以及外界条件的不同而引起的误判或漏判,使评判过程客观化、科学化和规范化。在本工程实例中,我们在人工评定的基础上引进了计算机辅助评定系统,具体操作是:将射线底片图像通过底片数字化扫描设备变成数字图像,然后将其输入计算机,应用适当的图像处理系统,对其进行数据处理-降噪、平滑化、清背景和差分等,再将处理结果用三维图显示或彩色显示,处理后缺陷形状很容易识别。
3.2 焊接常见缺陷在底片上的表现形式
焊接过程中产生的缺陷主要有6类,即:①熔合不良:未焊透、未熔合;②裂纹;③气孔;④夹杂物:夹渣、夹钨;⑤成形不良:咬边、烧穿和焊瘤等;⑥其他缺陷。射线检测主要检测的是前5类。评定人员可根据影像的几何形状、黑度分布及位置三方面进行综合判断。
焊接常见缺陷在射线底片上的表现形式如下:未焊透一般呈现为笔直的黑线影像,并处于焊缝影像的中心。未熔合一般呈现为模糊的宽线条状影像,线条沿焊缝方向延伸,影像的黑度与背景的黑度差较小,有时影像的一侧呈现直边状。裂纹基本形态呈现为黑线,影像的黑度可能较大,也可能较小。气孔呈现为黑度大于背景黑度的斑点状影像,黑度一般都较大,影像清晰,影像的形状可能是圆形、椭圆形或长圆形(梨形)。夹渣常见的影像有点状夹渣、密集夹渣和条状夹渣三种形态,其影像的主要特点是形状不规则、边缘不整齐、黑度较大而均匀。夹钨的影像主要有孤立点状和密集点状两种形态。咬边类似于夹渣,它出现在焊缝区两侧。烧穿呈现为低黑度的圆环或椭圆环及中心高黑度的暗斑形貌。焊瘤呈现为具有圆滑轮廓的较大的低黑度斑点影像,它经常出现在焊缝两侧区。
3.3 X射线底片评定实例及原因分析
在本工程实例中出现了以下质量缺陷类型,如图1~4所示。
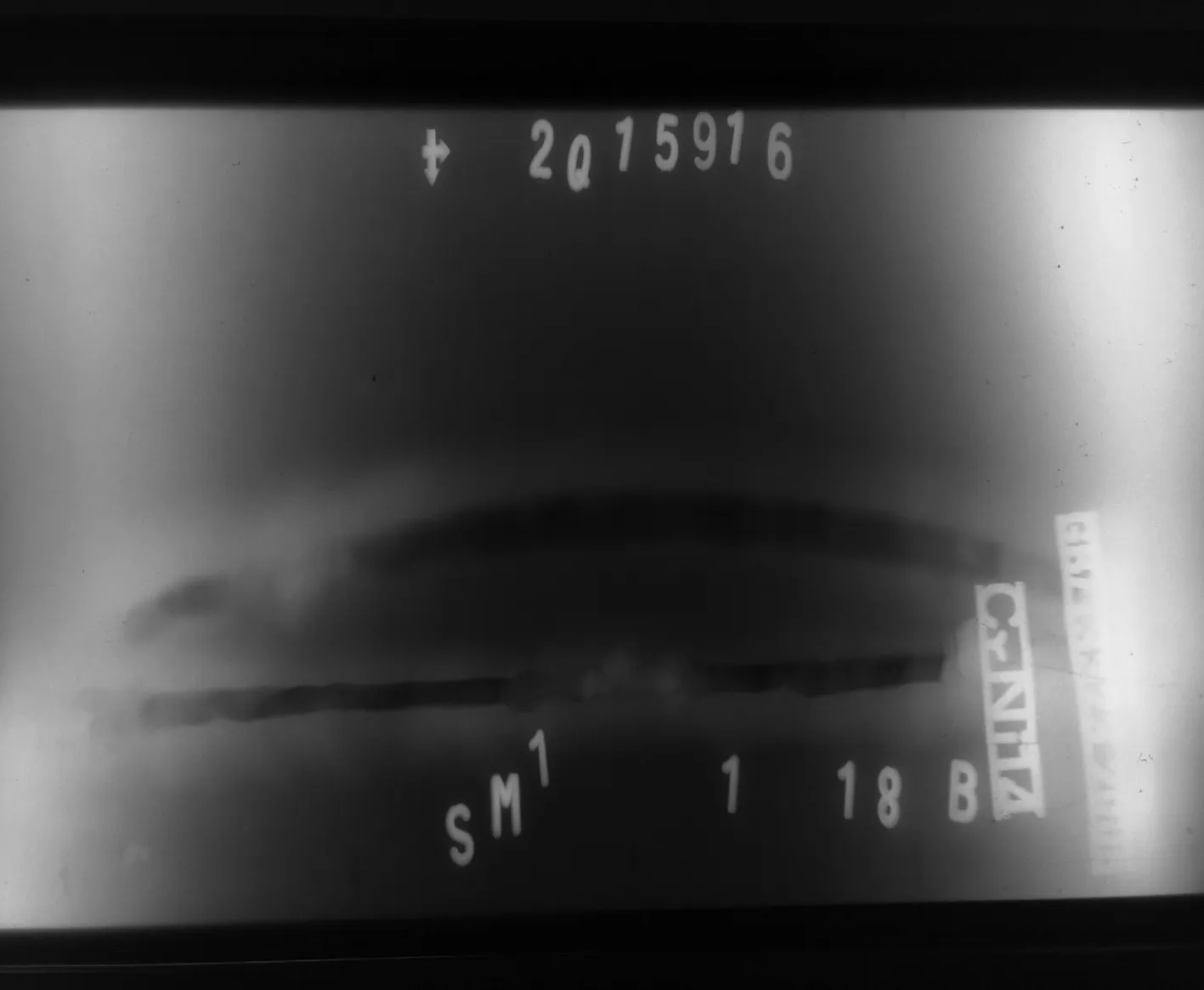
图1 未焊透

图2 有气孔
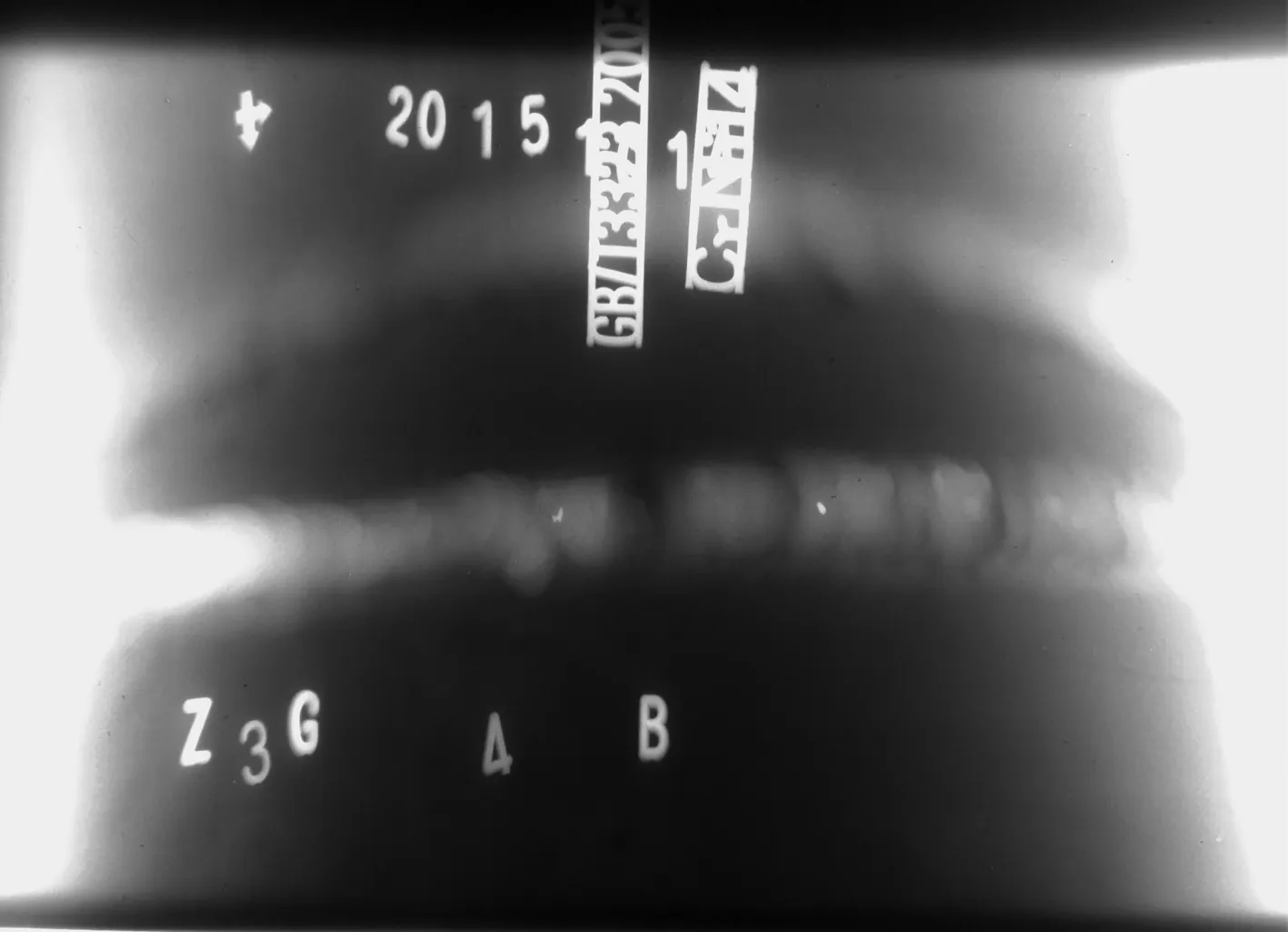
图3 夹钨

图4 缺边
通过X射线底片可看出图1所显示的缺欠性质:未焊透;图2缺欠性质:气孔;图3缺欠性质:夹钨;图4缺欠性质:错边。缺欠在施工过程中有两种形式存在,一种是偶然性缺欠,一种是普遍性缺欠。偶然性缺欠出现的原因主要有人、机、材料、环境等个别因素造成的。普遍性缺欠的成因,除偶然性缺欠出现的原因外,产生的主要因素是偏离了工艺规程和作业指导书,监督和检验不利造成的。
下面对图1~4所示的缺欠产生的原因分别进行分析。图1未焊透产生的原因:管口的对口间隙过大,氩弧焊打底,焊丝直径1.2mm,用大的焊接电流,高弧长,快的焊接速度,防止烧穿,难免产生未焊透。底片评定时,由于评定人的经验不足或其它原因,会误评为内凹缺欠。图2气孔产生的原因:焊接电流过大,电弧过长,焊接速度快。图3夹钨产生的原因:由于电流过大,钨极局部熔化而坠入熔池留在焊缝中所致。图4错边产生的原因:管口与管口直径不对造成。
以上缺欠的产生与焊接工艺规程执行有直接的关系,与焊接质检员的检验力度也有关系,无论哪种因素,这些缺欠如带入工程的运行,将带来安全隐患。
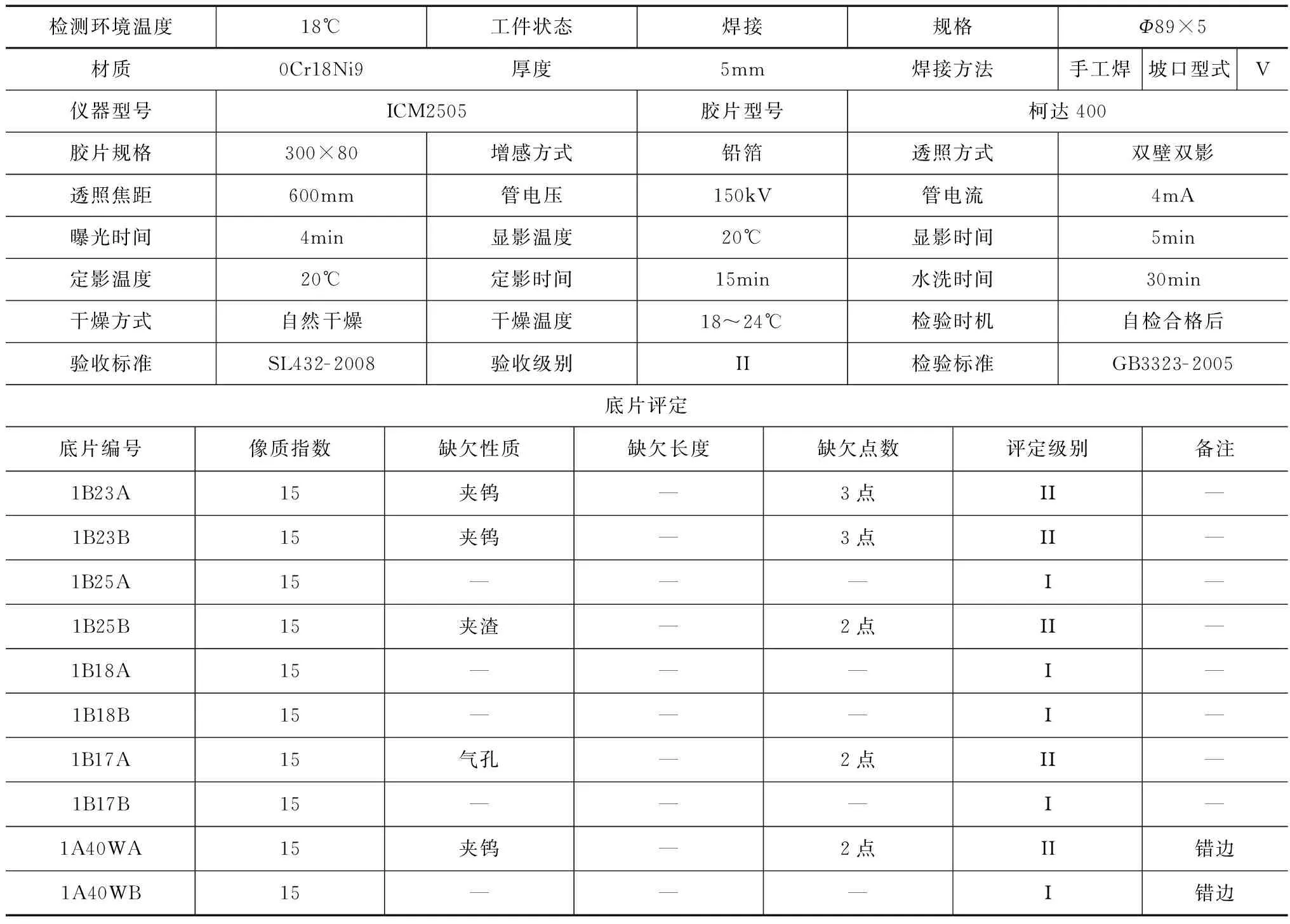
表1 X射线检测报告表(节选)
4 焊缝质量评级
焊缝射线检测质量评级执行GB/T3323- 2005《金属熔化焊焊接接头射线照相》。该标准适用于金属材料板和管的熔焊焊接接头。该标准的附录C“焊接接头射线照相缺陷评定”详细说明了焊接接头质量分级及评定标准。
根据该标准,焊接接头质量分为4个等级即I、ΙΙ、III、IV级。缺陷种类包括裂纹、未熔合、未焊透、气孔、夹渣、夹钨、根部内凹、根部咬边,其中长宽比大于3的气孔、夹渣和夹钨定义为条形缺陷,长宽比小于3的气孔、夹渣和夹钨定义为圆形缺陷。对于本工程实例,合格等级标准为ΙΙ级,射线照相的评定合格的质量标准是应不出现裂纹、未熔合、未焊透,评定区内的圆形缺陷应不大于3点,条形缺陷中单个条形缺陷长度不超过4mm。
5 射线检测报告
本工程实例中,工程范围涉及5座泵站厂区,管网总长度达40多km,焊口多达6000多道,管道型号多达12种,此外管道为埋地管道,在焊接完成并经检测合格后需要覆盖回填,属于隐蔽工程,因此焊缝射线检测报告应满足及时、全面、可追溯等要求。为此,业主要求射线检测单位周密安排工作计划,确保施工单位自检完成后及时进行平行检测。检测过程中,针对射线检测中发现的共性问题,及时召开专题会议,督促施工单位进行工艺调整,确保焊接质量精益求精。平行检测报告中要求增加了详细的底片评定内容,即包括缺欠性质、长度、点数等内容,见表1的示例,同时增加了焊口位置图,保证了检测数据的可追溯性,如图5所示。

图5 焊口位置图
6 结语
钢管焊接是管道安装工程质量管理工作的重点和难点,必须做好事前、事中、事后全过程各项质量控制活动。焊缝质量是参建各方关注焦点,因此在施工单位自检的基础上,业主、监理单位应聘请专业射线检测单位开展第三方检测,检测部位宜选择关键部位和薄弱环节,检测过程应及时高效,检测报告应内容全面、可追溯。计算机辅助评判系统的运用有效地提高了射线检测评定效率和质量,但它依然不是实时性的,应进一步探索采用X射线数字实时成像技术及建立焊缝检测大数据库系统,以真正实现焊接过程中的实时快速检测和质量监控。
