溧阳抽水蓄能电站上库库底土工膜施工与质量控制
2018-08-29刘军国,段炜,李倩霞
刘 军 国, 段 炜, 李 倩 霞
(中国水利水电第五工程局有限公司,四川 成都 610066)
1 工程概述
溧阳抽水蓄能电站地处江苏省溧阳市,安装6台、单机容量为250 MW的可逆式水泵水轮发电机组。
上库库底采用土工膜防渗,总面积约25万m2。库底回填石渣(碾压)至高程245.8 m(前池为高程238.1 m)后布置防渗体,防渗体顶高程为248 m(前池为高程240 m)。防渗体由上至下依次为:0.2 m×0.2 m×0.1 m混凝土预制块网格状压覆、土工布(500 g/m2)、1.5 mm厚HDPE土工膜、三维复合排水网(1 300 g/m2)、0.05 m厚砂垫层、0.4 m厚碎石层、1.5 m厚过渡料层(图1)。
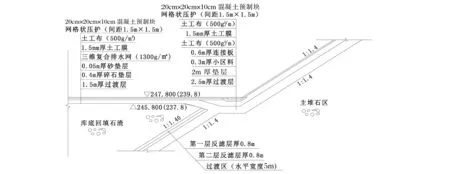
图1 库底防渗体系结构典型断面图
2 施工分区
该库底形状不规则,土工膜施工面积大,共计为25万m2。土工膜施工期间,相邻工作面分别进行了混凝土面板表面止水、防浪墙、进/出水塔、交通桥及库底1#排水洞封堵等项目施工。为减少交叉作业的影响并保证土工膜作业的连续性,经综合考虑后决定对土工膜施工分四个区进行:一区指库底高程247.7 m以上的中间区域;二区指库周20 m区域,该区域在对应面板混凝土、垂直缝表面止水及防浪墙混凝土施工结束后施工;三区系指高程247.7 m以下的、除进出水口之间及其周围30 m以外和1#排水洞出口附近的区域;四区系指进出水口周围30 m区域和1#排水洞洞口附近区域,该区域在进出水塔启闭机安装结束后再进行施工。土工膜施工顺序按照一、二、三、四期进行,土工膜施工分区情况见图2。
采用该分区方案施工,有效地避免了施工干扰,提前20 d完成了合同工期。
3 土工膜施工与质量控制
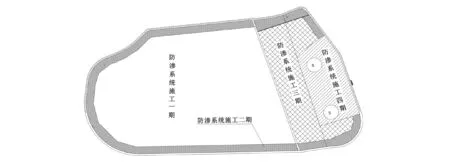
图2 土工膜施工分区示意图
溧阳抽水蓄能电站上库累计完成热熔焊接法焊缝35 000 m,挤压焊接法焊缝5 900 m、加强“T”型接头729个。对每条焊缝及每个“T”型接头均实施了非破坏性检测。挤压焊接法完成的焊缝及“T”型接头非破坏性检测一次合格率为100%,热熔焊接法完成的焊缝非破坏性检测一次合格率为99.29%,不合格品为焊缝接头遗漏处理,处理完成后均检测合格;同时,按照设计及规范要求对焊缝随机取样进行了破坏性检测,共完成热熔焊焊缝破坏性检测42组,挤压焊焊缝破坏性检测6组,检测结果均为合格。
3.1 铺 设
上库采用厚1.5 mm、长100 m×宽8 m的双光面HDPE土工膜。依据设计分区及铺设方向要求进行土工膜的铺设,土工膜需错开铺设。在接头部位形成“T”形接头,铺设完成后进行焊接,铺设情况见图3。
3.1.1 铺设定位
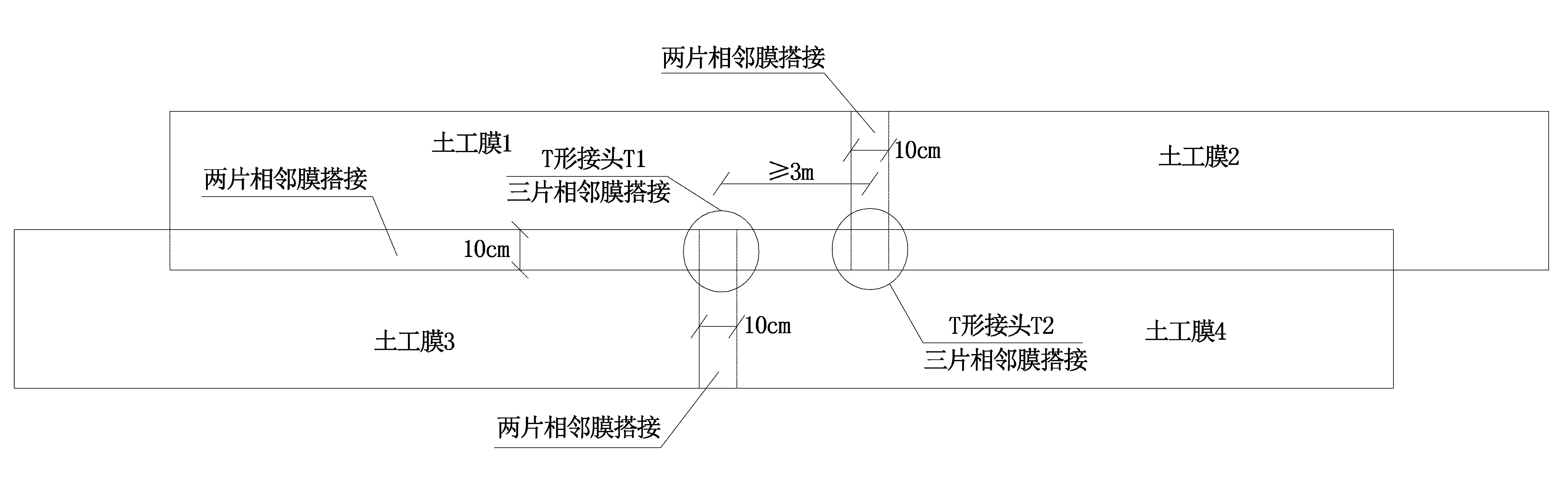
图3 土工膜铺设平面示意图
测量采用全站仪依据设计坐标放出第一块土工膜的角点及一条边线并用白灰标识,依定位点及边线铺设第一块土工膜。土工膜铺设前,需对三维复合排水网表面进行仔细地检查,确保其表面无任何杂物。土工膜采用自带起重吊的8 t运输车吊运,土工膜的吊装用扁平形起重吊带捆扎(严禁用钢丝绳捆扎)。土工膜运输至铺设点附近、吊放至铺设位置,多人手推土工膜卷将其展开并用老虎钳夹住土工膜边角调整铺设方向及位置,使土工膜一边与白灰标识线重合,然后依次进行铺设,先铺设土工膜1,将土工膜1铺设方向及位置调整至符合设计要求后在土工膜1四周部位边沿用刻度尺度量宽度为10 cm的标识点,标识点用白色记号笔划短线标识,每隔3~5 m做一个,以控制土工膜的搭接宽度满足设计要求;采用同样的方法依次铺设土工膜2、土工膜3及土工膜4(图3)。
3.1.2 外观检查
每一块土工膜铺设完成后,及时进行外观检查,对有破损的部位用白色记号笔进行标记并按要求进行处理;对破损数量超过规定的土工膜进行更换。
3.1.3 防护措施
每一块土工膜铺设完成后,及时用砂袋在边角部位进行压护,以防止因刮风将土工膜吹起至破损或位置发生移动;土工膜作业人员、检查人员及管理人员均严禁携带烟火,必须穿软底鞋进入作业区;根据铺设分区要求,对未及时展开的预留土工膜卷用土工布及时防护;对于当天铺设的土工膜除与后续铺设的土工膜搭接边外,均应当天焊接完毕;对焊完并经检测合格的土工膜,及时铺盖土工布并压覆混凝土预制块。
3.2 焊 接
3.2.1 焊接参数的确定
土工膜焊接是施工的重点,影响土工膜焊接质量的参数有焊机型号、焊接温度、热风量(档)、挤出量(档)、焊接速度、环境温度和风速等。因此,选择合适的焊接参数是保证土工膜焊接质量的基础,需结合施工经验及现场实际情况、通过试验的方式确定最适宜的焊接参数。
经综合比较后确定土工膜焊机选用瑞士焊机,热熔焊焊机选用瑞士LEISTER焊机,型号为Fusion3,挤压焊焊机选用瑞士LEISTER焊机,型号为COMET70 mm。
依据施工现场的环境温度、湿度及风速,初步确定热熔焊焊机的预热温度、焊接温度、焊接速度和挤压焊机热风量(档)、挤出量(档)及焊接速度。裁剪8块宽50 cm,长2 m的土工膜,每2块用初步确定的焊接参数进行热熔焊接或挤压焊接形成一组试样,共形成2组热熔焊接和2组挤压焊接试样,每组均需进行焊缝剪切、剥离检测。若采用同一种焊接方法的2组试样检测值均达到设计指标,则可确定该参数为施工时的参数;反之,则需对焊接参数进行适当调整,重新进行焊接至满足设计要求时才能将其作为施工时的参数。
依据试验确定的热熔焊法施工参数为:焊机预热温度为425 ℃、焊接温度为420 ℃、焊接速度为2.5~3 m/h(焊接速度根据环境温度变化进行调整,温度高时速度快,温度低时速度慢);挤压焊接法施工参数为:热风量(档)9、挤出量(档)2、焊接速度为1.5 m/h。
3.2.2 焊 接
每班作业人员在施工前均需进行试焊,试焊前先测定环境温度、湿度及风速,选择相应的焊接参数,记录试焊样品编号、焊接人员、焊接设备、焊接参数、焊接时间,试焊完成后及时进行焊缝剥离、剪切检测,若测值满足设计要求则开始进行焊接施工,反之则需适当调整焊接参数重新进行试焊,直至焊缝剥离、剪切测值满足设计要求。
热熔焊焊接前,对焊接区域的土工膜需用纺织毛巾擦试干净,在焊接区域内不得有任何污渍。焊接过程中,安排专人跟随焊接操作人员二次对焊接区域进行擦试,擦试人员距离焊接人员1 m左右,确保擦拭区域能及时进行焊接。焊接操作人员不得离开焊机,若出现焊机故障或突然断电等情况时,操作人员需及时停止焊接且对发生故障的部位做好标记并及时进行修补。
挤压焊接时,将焊缝30~40 mm范围内用角磨机打磨形成糙面,打磨深度应不超过土工膜厚度的10%,打磨完成后及时进行焊接。
对焊接形成的每条焊缝在焊接开始时进行编号,在焊缝起焊的位置用不易磨去的白色记号笔记录焊缝编号、焊接设备编码、焊接人员编号及姓名、焊接日期和时间,且需在焊接完成后及时填写施焊记录。
在施工现场对环境温度、湿度及风速不定时进行观测,当环境温度变化超过5 ℃时,必须重新进行试焊以确定新的焊接参数,且需试焊结果满足设计指标后方可进行正常焊接。同时,土工膜受环境温度影响较大,焊接必须在合适的环境下进行,一般为风力不大于3级,环境温度为5 ℃~35 ℃,雨雪天气不能进行施工。
3.2.3 纵、横焊缝焊接的先后顺序
纵、横焊缝焊接方式见图4。焊接时,先焊接焊缝1,再进行焊缝2的施工,最后再将焊缝3一次焊接完成,焊接形成的“T1”及“T2”接头采用圆形盖片加强,且“T1”与“T2”接头之间的距离不得小于3 m。
3.2.4 重要部位的焊接
大面积土工膜焊接采用热熔焊接,其纵横焊缝形成的T形接头在焊接完成后用直径约30 cm左右的圆形盖片采用挤压焊接进行覆盖加强。盖片用热风枪固定,用角磨机将其周边30-40 mm范围内进行打磨,打磨方向垂直于焊缝,打磨深度不超过土工膜厚度的10%,打磨完成后采用挤压焊接法进行焊接。
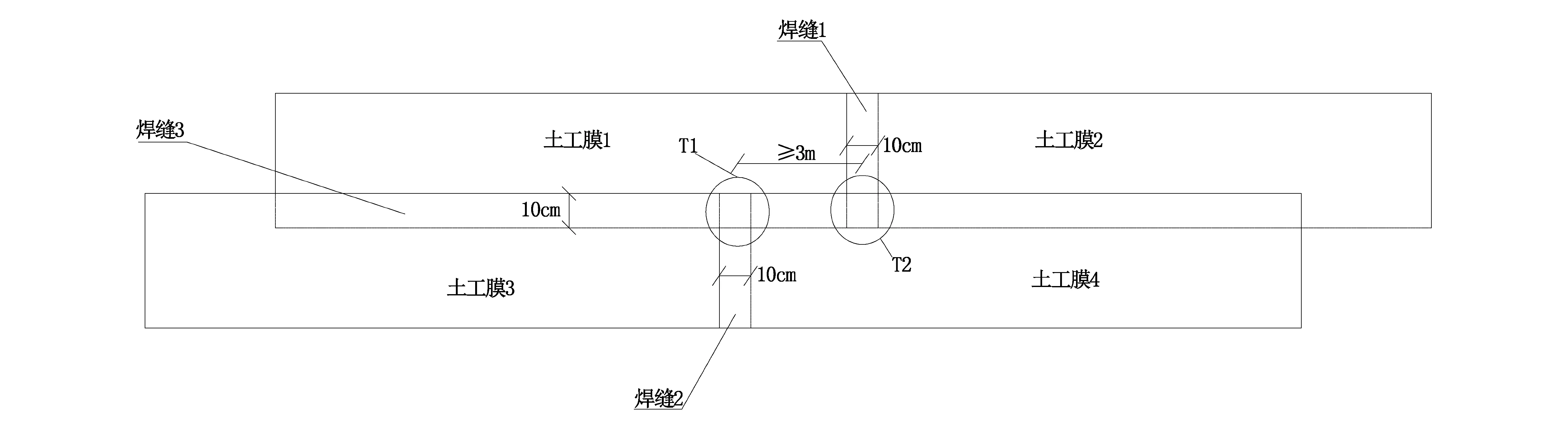
图4 土工膜焊缝焊接示意图
库底规划分区的土工膜铺设方向不同,各分区连接部位焊接时形成的“T”形接头的数量较多,对其先按照 “补片覆盖→打磨→挤压焊接→真空罩检测”的方法进行处理,全部完成后再用宽1 m的加强土工膜将连接部位焊缝及接头全部覆盖,并采用挤压焊接法将加强土工膜与其两侧土工膜焊接为一整体。
3.3 焊缝检测
上库土工膜焊接采用了热熔焊接及挤压焊接两种方法,焊缝焊接完成后,依据施焊记录对焊缝进行了非破坏性和破坏性检测。
3.3.1 热熔焊焊缝检测
热熔焊焊缝采用充气法进行检测。焊缝施工完毕,将焊缝气腔两端封堵,将气针插入热融焊接后产生的双缝中间,用打气筒对焊缝气腔加压至250 kPa,关闭进气阀门,维持3~5 min,10 min后检查压力下降情况,气压应不低于240 kPa,然后在焊缝的另一端开孔放气,气压表能够迅速归零方视为合格;否则,说明接缝被堵塞,没有通过非破坏性测试,检测流程见图5。

图5 气压检测流程示意图
3.3.2 挤压焊焊缝检测
挤压焊焊缝采用真空罩或电火花法进行检测,采用真空罩测试的焊缝不能有任何泥块或水珠,焊缝用软毛刷涂上肥皂水润湿,将真空罩扣在焊缝的中央有肥皂水的地方,用真空泵将真空罩里的空气抽走,使其内产生负压,压力达到25~35 kPa后,通过观察窗观察焊缝至少30 s。若在焊缝中没有看到气泡则通过测试,若在焊缝处出现气泡则视为焊缝不合格。
电火花检测等效于真空罩检测,适用于真空罩无法检测到的挤压焊缝。应预先在挤压焊缝中预埋一条φ0.3~0.5的细铜线,利用35 kV的高压脉冲电源探头在距离焊缝10~30 mm的高度探扫,无火花出现视为合格,出现火花则说明有漏洞。电火花测试合格后,须将暴露在外的铜线剪掉,所剩部分越少越好,然后对该处进行打磨并用挤压式焊机补焊,真空罩检测流程情况见图6。
3.3.3 焊缝强度的破坏性检测
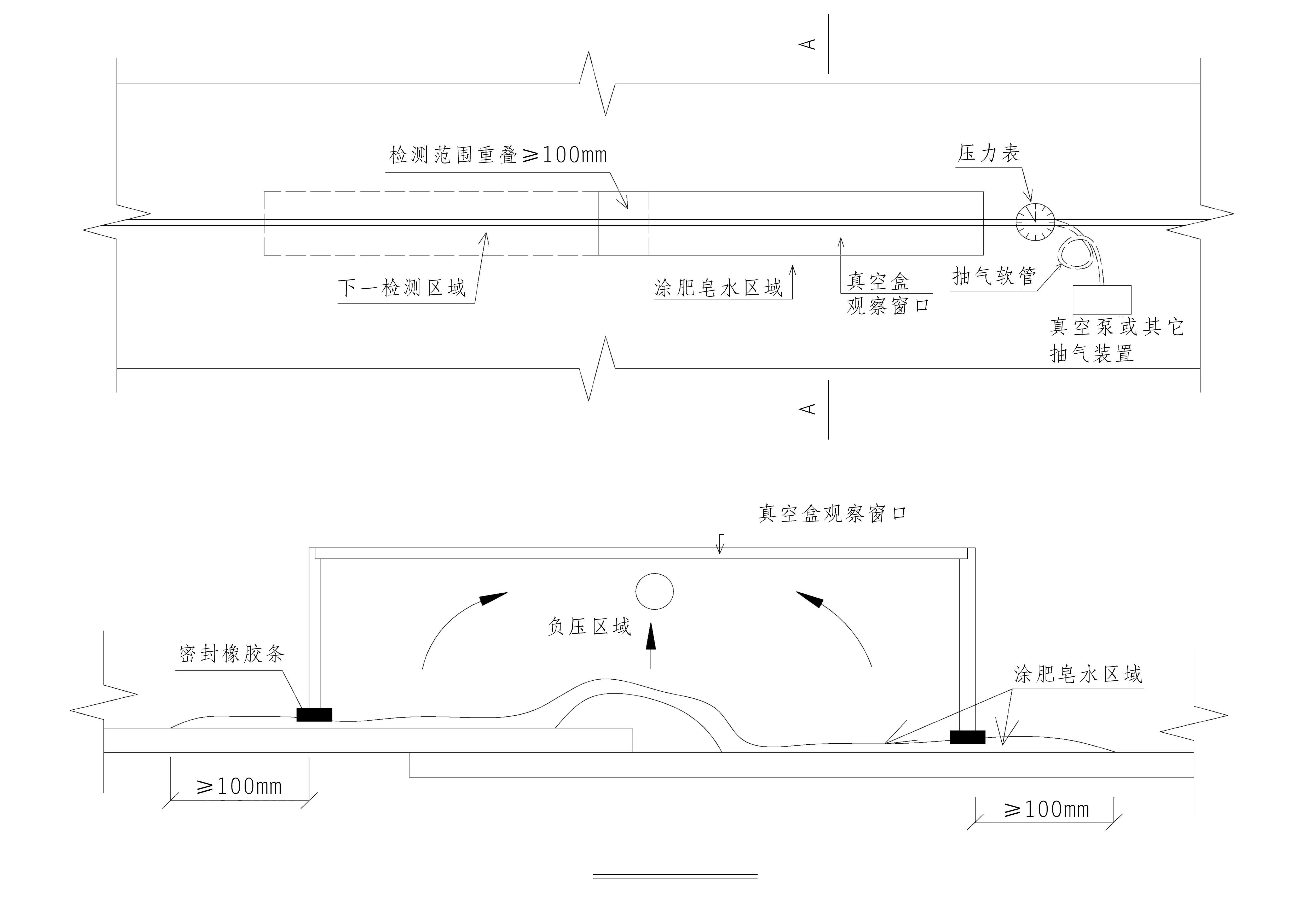
图6 真空罩检测流程示意图
在热熔焊焊接完成10 000 m2、挤压焊焊接完成1 000 m时需对焊缝取样进行破坏性检测。
焊缝非破坏性检测合格后,在焊缝上裁取一块35 cm×70 cm的样品进行破坏性检测,每个样品裁取10个25.4 mm宽的标准试件,分别做5个剪切试验和5个剥离试验。每种试验5个试样的测试结果中应至少有4个测值符合设计要求,且其平均值需达到设计值、最低值不得低于设计值的80%方为通过强度测试。如不能通过强度测试,须在测试失败的位置沿焊缝两端各6 m范围内重新取样测试,重复以上过程直至合格为止。对排查出有怀疑的部位用挤压焊接的方式加以补强。
3.4 成品无损检测
库底土工膜全部施工完成后,采用电荷法对其进行全面探测。土工膜下是具有导电性能的黏土或GCL,探测时将供电的地线接到库区边缘,电荷通过导线传到土工膜下面的导电层。在土工膜上表面移动另一导电元件,以检查土工膜及其焊缝是否存在破损,当出现破损时,形成闭合回路产生电弧,同时产生声光报警。经探测,发现2~10 mm破损孔洞共计38个,按照设计要求用补片进行了加强处理,电荷法破损孔洞探测情况见图7。
4 土工膜施工期采用的安全防护技术
外部因素很容易对土工膜造成破坏,需对土工膜铺设、焊接施工过程中及完成后的成品采取有效的保护措施,确保土工膜施工质量。
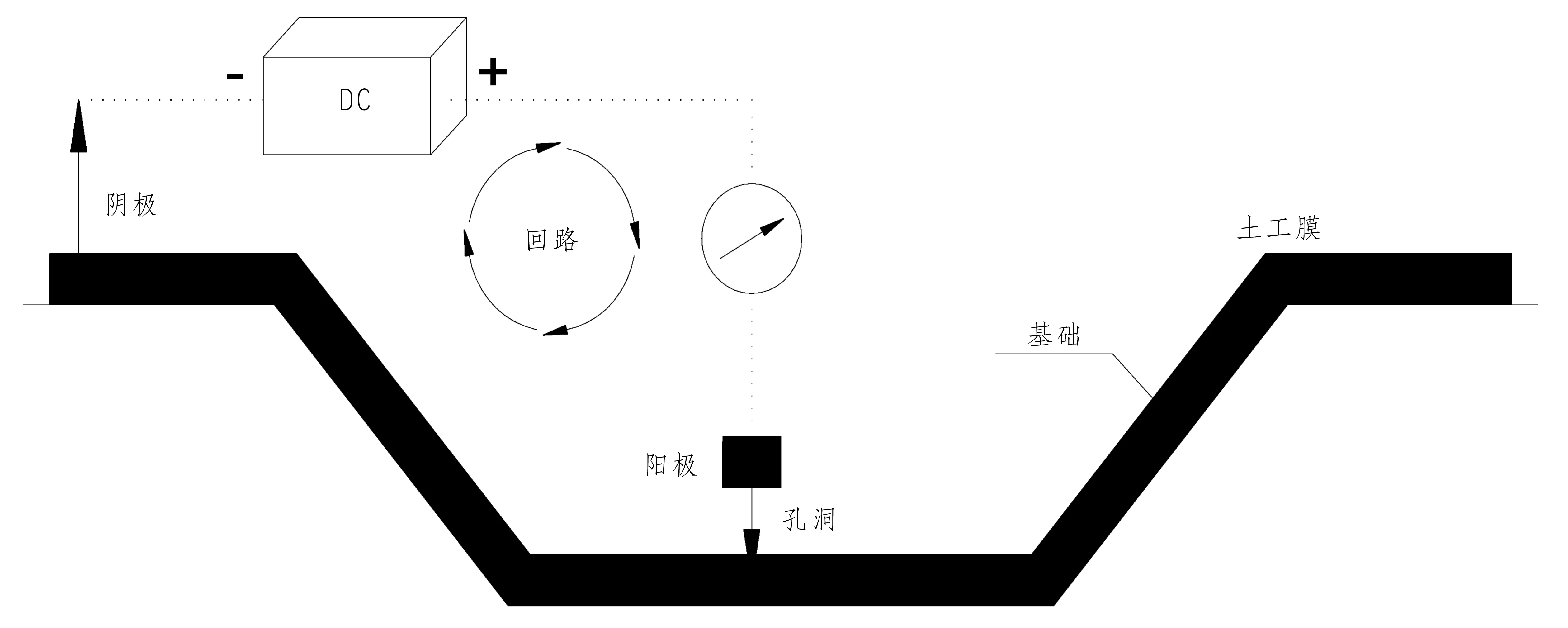
图7 电荷法破损孔洞探测示意图
4.1 施工期分区边缘的安全防护
受周边施工影响,土工膜施工时无法一次与库底排水廊道及面板混凝土进行连接,因此而先进行一期施工。一期土工膜施工前,在周围设置隔离网,大门旁设岗哨,进出人员实行登记制度,现场管理及施工人员统一配戴工作牌,负责现场登记的管理人员“只认牌,不认人”,并在登记位置设立醒目的标识牌,不得穿硬底鞋,只能穿软底鞋,鞋上不能有铁钉、铁掌等,同时严禁烟火及非施工车辆进入土工膜施工区域。
为尽可能地减少土工膜焊缝,在一区施工时,根据面板与一区的距离,预留二区施工所需的土工膜,预留的土工膜卷不展开并用500 g/m2的长丝土工布覆盖进行保护,以避免土工膜长期在日光下暴晒,用砂袋对土工布进行压覆,防止大风吹开土工布后损伤土工膜。
4.2 施工期与相邻建筑物上下垂直作业的安全防护
土工膜施工期间,相邻作业面多,上下施工交叉干扰大,因此而采用了上下双重防护措施,确保了土工膜施工安全。首先进行上部防护,在面板及进/出水口顶部位置搭设了简易的脚手架,然后在其上挂阻燃式密目网,使上部施工时不慎掉下的杂物等无法对土工膜施工造成影响,同时对下部施工完成的土工膜在相邻建筑物周边3 m范围内全部覆盖棉被,既使上部施工有杂物遗漏下来也不能对土工膜产生破坏,同时,利用铺设的棉被用做人行通道,避免施工人员直接在土工膜上行走,该方法投入成本少,操作简单。
5 结 语
土工膜防渗在溧阳抽水蓄能电站上库库底的成功应用,解决了大面积土工膜施工中的众多难点,形成了一套系统的施工工艺和质量控制体系,高效、高质地完成了溧阳抽水蓄能电站土工膜的施工任务,得到业主、设计及监理的一致好评。