浅析熔模铸造工艺设计中工艺补偿的应用
2018-08-23张之卫
■ 张之卫

扫码了解更多
熔模铸造可以生产出精密复杂、接近于最终形状的铸件产品,20世纪末以来,我国熔模铸造行业进入到一个飞速发展的时期,工艺、设备和铸件质量水平上有了显著的提高,虽然与世界行业先进水平还有差距,但在一些高精端产品上,已达到世界先进水平。
1. 工艺补偿的作用
熔模铸造生产中,工艺补偿是为解决铸件生产过程中的铸造缺陷,在铸件上增加的部位,此部位对铸件实际尺寸不起作用,只在铸造生产中起到作用。
由于熔模铸造生产工艺的独有特性,熔模铸造生产的铸件最为常见的铸造缺陷是缩孔或缩松。因熔模铸造生产的铸件多为小件,一般熔模铸造中铸件的补缩依靠浇注系统即可达到对铸件的补缩作用(特殊情况也可设置补缩冒口),但是,有个别如壁厚不均匀、长度过长等铸件,依靠浇注系统无法完全达到对铸件的补缩效果,这种情况下,采用工艺补偿是最有效的手段。
2. 生产应用与分析
我公司生产的铁路用客车迷宫式轴箱前盖毛坯(见图1,以下简称前盖),在生产工艺设计时,因前盖毛坯的壁厚非常不均匀,在前盖的4个耳朵处容易形成铸造缺陷(缩孔或缩松),而在使用过程中,前盖又是通过4个耳朵和轴箱体连接,前盖4个耳朵是主要的受力部位,为保证铁路客车运输的安全,前盖4个耳朵部位不允许存在任何铸造缺陷。考虑到众多有利于浇注过程中的补缩,我们设计了如图2、图3、图4所示的三种浇注系统的生产工艺试验方案。

图 1

图 2

图 3

图 4
图2 采用的是倾斜式浇注形式,以增加对远离内浇道的两个耳朵的补缩效果;图3是在采用倾斜式浇注的前提下,远离内浇道的两个耳朵增加了暗冒口,继续加大对远离内浇道的两个耳朵的补缩效果;图4是在4个耳朵处都加设暗冒口,内浇道放置在中间位置,以期达到对4个耳朵的补缩效应。同时,我们还按照50℃左右的间隔温度,在不同的温度下进行浇注,为确定合适的浇注温度提供依据。
为避免生产过程中的偶然性,同种工艺在每一个浇注温度段浇注两件铸件,共试验生产24件前盖毛坯铸件。我们在锯床上将前盖按对角耳朵的中心线全部锯开,发现内浇道下耳朵部位的组织致密,未发现铸造缺陷,但不在内浇道下的耳朵部位都存在如图5、图6所示的缩孔缺陷。

图 5

图 6
针对上述现象,我们进行了分析研究,首先我们确定设计的生产工艺没有达到应有的效果,图2倾斜式浇注工艺中,由于不在内浇道下的两个耳朵距内浇道的距离过大,中间前盖的壁厚又较薄,凝固速度较快,内浇道的高温钢液无法对远处两个耳朵的厚大部位进行补缩;图3倾斜式浇注工艺虽然在远端两个耳朵处加设暗冒口,但由于暗冒口的钢液不是高温钢液,浇注后暗冒口也会快速凝固,所以对两个耳朵的厚大部位没能起到补缩效果,我们将暗冒口切开后也证实了这个结果;图4虽然减小了内浇道与4个耳朵的补缩距离,也加设了4个暗冒口,但由于内浇道与4个耳朵之间的连接壁厚较薄,铸件凝固时内浇道与耳朵之间的连接壁可能会很快凝固,内浇道的高温钢液无法对4个耳朵进行补缩,所以无法保证4个耳朵凝固时的补缩。
通过分析及试验产品的验证,我们得出结论,要想解决4个耳朵厚大部位的补缩,必须解决内浇道与4个耳朵的补缩通道问题,因此我们在前盖上设计了如图7所示的工艺补偿,以增大4个耳朵中内浇道之间的补缩通道,制成蜡模及与浇道组合后如图8所示。
在这个工艺设计中,我们通过在前盖的两个耳朵中间增加的工艺补偿,加大了内浇道同4个耳朵之间的补缩通道,保证补缩通道在铸件凝固时延后凝固,进一步提高浇注系统内浇道对前盖4个耳朵厚大部位凝固过程中的补缩效果,保证得到质量完好的铸件。按此种工艺,我们将4种轴箱前盖(形状基本相同,尺寸有差别)各制作了6个壳型,并按原来制订的浇注工艺,间隔50℃左右的三种浇注温度各浇注两个前盖壳型,共浇注试验前盖毛坯24件。然后将前盖毛坯按对角耳朵的中心线全部锯开,在所有耳朵厚大部位未发现铸造缺陷,得到如图9所示的致密组织。
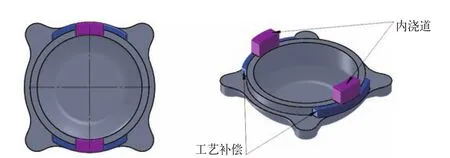
图 7

图 8

图 9
为验证生产工艺的稳定性,我们又按同种生产工艺试验了一组24件前盖毛坯,并按工艺流程进行了热处理、机加工,然后又全部按对角耳朵的中心线全部锯开,未发现一件前盖存在铸造缺陷。至此,迷宫式轴箱前盖毛坯的缩孔、缩松铸造缺陷彻底解决,前盖毛坯投入批量生产。
3. 结语
由于专业的差异,考虑的重点不同,零件的结构设计者主要考虑的是零件的使用安全性能、装配的便捷性能以及成本的节约等方面,而忽略零件铸造的难易度,这无疑为零件的铸造生产工艺设计增加了难度。因此,针对熔模铸造工艺的生产特性,希望采用熔模铸造生产的零件在设计过程中,在满足零件工作要求的前提下,零件结构设计能兼顾到熔模铸造的工艺特性。
通过迷宫式轴箱前盖的工艺试验,我们应认识到工艺补偿在熔模铸造生产工艺设计中的重要性。
