控制好压缩机推力盘拆检质量及注意事项确保机组试车运转安全
2018-08-08朱世林殷洪洋
朱世林,殷洪洋
(沈阳鼓风机股份有限公司,辽宁 沈阳 110000)
在离心式压缩机机型结构中,转子上的推力盘是一个重要部件,对其装配、拆检质量的控制是一个重要过程。经过十几年来对该类机型的推力盘装配、拆检维修的过程中所出现的质量问题,根据推力盘与轴装配结构不同的结构特点,总结出不同结构在装配、拆检时要注意事项。
具体结构包括:液压结构式;键连接;卡环结构式。
1 液压结构式推力盘装配、拆检时质量控制和注意事项
从该结构图分析来看,其推力盘配合面是采用液压拆装工具进行装配的,其推力盘内孔
与轴采用1:20锥度面相配合。对于该结构的装配特点及在装配中易出现的质量问题,特归纳以下几点。
针对该结构有两种形式。
一种是推力盘内孔与轴锥面的配合面直接接触,通过高、低压泵进行给压,分步骤对高、低压泵升压,直至将推力盘装配到轴向尺寸要求。如图1所示a,这种结构在压缩机转子结构中应用的较多。
另一种是推力盘内孔与轴锥面的配合面不是直接接触,在它们配合面之间是通过O型圈密封配合,并通过高、低压泵进行给压,分步骤对高、低压泵升压,直至将推力盘装配到轴向尺寸要求。如图1所示(b),这种结构在压缩机转子结构中应用的较少。
在整个拆检和装配的操作过程中要严格质量控制和注意事项。
1.1 拆检的质量控制
推力盘拆检时,首先要对位移盘或锁螺母进行拆卸,对于此件的拆卸方向要判断
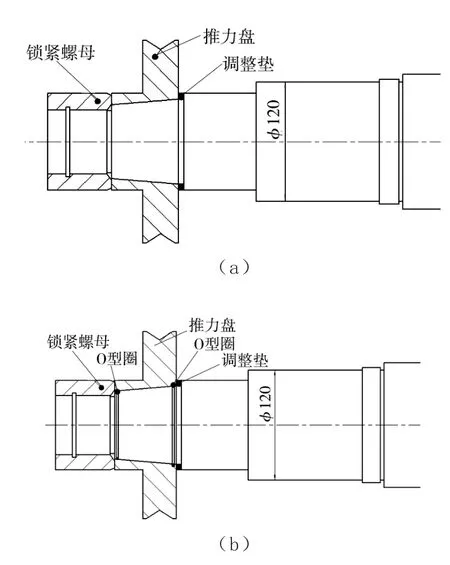
图1
转子的旋转方向(通常是和转子旋转方向一致,而旋紧方向是与转子旋转方向相反)。之后清理锁螺母螺纹上的异物,装上推力盘拆装工具,但不要旋紧,轴向预留2mm距离(距离不要太大,以免拆卸时碰伤推力盘内孔),这时再连接高压接头在转子轴头上,联接高压泵给相应压力将推力盘拆下。拆下后要对推力盘内孔清理,检查内孔表面有无锈蚀及异常现象。对该部位(轴头液压部位)进行清理(用风带吹扫)油孔,确保该部位无油泥及杂质异物。回装时,要再次对该部位进行风带吹扫清理,之后装上推力盘。
1.2 装配的质量控制
有胶圈的要先预装(不带胶圈进行装配),测量推力盘端面内孔(锥度小头端)轴肩尺寸(深度)及推力盘反向(锥度大头端)到对应轴肩的轴向定位尺寸;然后再对推力盘内孔和配合的轴分别装上胶圈进行试装,测量推力盘端面内孔(锥度小头端)轴肩尺寸(深度)及推力盘反向(锥度大头端)到对应轴肩的轴向定位尺寸;对于推力盘内孔带和不带胶圈试装后所测量的尺寸进行对比,计算出它们的误差值,为后续装配时提供参照依据。但一定要对胶圈涂抹润滑油脂,以免损伤胶圈。
上述工步完成后重新装配,接下来对高低压泵进行使用方面的检测,试验泵体、活塞是否能憋住压(用压力表观察),连接管是否有漏点。
装配时推力盘内孔的胶圈一定要涂抹润滑油脂,以防止损伤胶圈。推力盘在带胶圈装配时要将此件端面垂直轴心线,保证近似于垂直轴向线,并测量推力盘大小头轴肩定位尺寸(测量时要在圆周上测量三点以上,如误差大要用铜棒或木方敲击进行调整)。
然后连接高低泵接头(注意密封胶带别带入注油内孔中),分别升压直至达到要求。两个泵升的压力可根据泵说明书和设计所给的值及相应的实际经验来定。
1.3 注意事项
在整个推力盘装配过程中,要对部位进行清理、清洗,确保推力盘内孔和轴洁净度(确保无颗粒物、锈蚀、毛刺、内孔磕碰,胶圈没有损坏现象),使高压泵连接的轴内孔通畅,没有异物,缠绕密封胶带时要按其螺纹旋转方向的反向进行缠绕等。
2 键和推力盘、锁螺母结构式(带自锁垫圈)联接——其装配、拆检时质量控制和注意事项(图2)
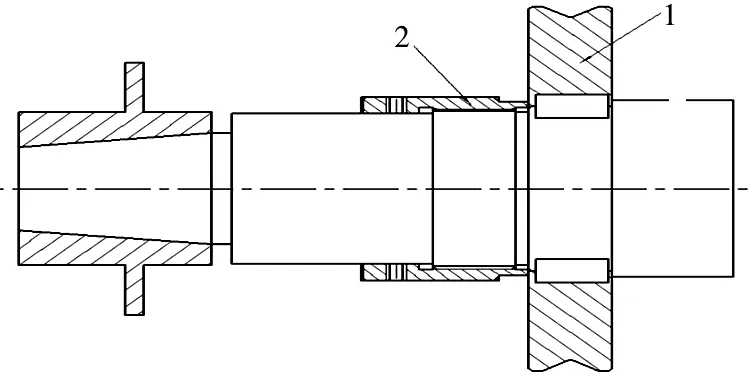
图2
推力盘内孔与轴配合面采用平面键联接。
2.1 拆检的质量控制
针对带键推力盘结构拆检时,要对位移盘或锁螺母进行拆卸。
(1)对于带位移盘的结构,要对三个等分锁紧顶丝拆下,做好位移盘与轴的对应标记(以便回装时准确装配,保证转子的平衡性),用铜棒或木方圆周轻轻敲击将位移盘拆下(此处配合为过渡配合公差)。(2)对于带锁螺母的拆卸方向要判断转子的旋转方向(通常与转子旋转方向一致,而旋紧方向是与转子旋转方向相反)。之后清理锁螺母螺纹上的异物,拆下自锁垫圈,用铜棒或木方圆周轻轻敲击将推力盘拆下(此处配合为过渡配合公差)。清理平键和轴颈配合面(有的存在锈蚀、拉毛等),对于有质量问题的表面要进行处理。例如:对于有锈蚀斑点或拉毛的要采取熔覆焊或刷镀(刷镀层的基体表面粗糙度要求在6.3,刷镀层要求大于0.10以上)等其它工艺方法达到技术质量要求。
2.2 装配的质量控制
(1)推力盘装配时,要对所装配的轴颈、键、推力盘、自锁垫圈、锁螺母进行检查。用锉刀、油石等工具和仪表风清理毛刺和异物,合格后进行试组装各件。在装配推力盘时要使转子轴心线与推力盘端面垂直,是否垂直要检查推力盘定位轴肩圆周间隙是否均匀,以无间隙为准。由于此处轴与推力盘内孔配合是过渡配合公差,难免它们之间有间隙配合公差。所以要求此处必须垂直,要无间隙,才能保证转子推力盘所受轴向力的均匀性。(2)位移盘装配时也要使转子轴心线与位移盘端面垂直,是否垂直要通过盘车,用百分表检查位移盘测位移值的定位圆周面是否均匀,误差控制在0.02mm为准(按拆下标记回装,将三个锁紧顶丝紧固)。由于此处轴与位移盘内孔配合是过渡配合公差,难免它们之间有间隙配合公差。所以要求此处必须垂直,才能保证转子位移盘所测位移值的准确性。
2.3 注意事项
(1)注意不要用钝器敲打位移盘和推力盘,只能用铜棒或木方圆周轻轻敲击将位移盘装上。(2)对锁螺母在装配时特别要注意,轴上螺纹要涂抹二硫化钼润滑剂,便于后续装拆卸,不损伤螺纹。
3 挡圈(卡环)与锁螺母结构式
装配、拆检时质量控制和注意事项,如图3所示。
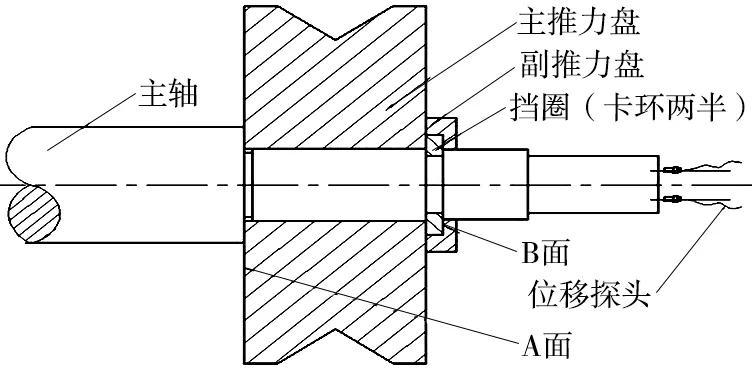
图3
这种结构主要是应用在变速机中,以使大小齿轮旋转啮合时抵消产生的轴向推力而设计的推力盘。
3.1 拆检的质量控制
这种结构原则上在每次检维修时不进行拆卸,只进行目视下检查,(是否有研伤、划痕、毛刺等现象)。用塞尺检测推力间隙值是否超差。推力盘内孔是否有轴向移动和圆周转动。如发现异常就得更换推力盘组部件,原则上是不修复的。
3.2 装配的质量控制
它的推力盘内孔与轴配合面采用过盈配合,并用挡圈(两个半卡环)联接,以限制大小齿轮副轴向移动。
推力盘内孔需采用热孔(序号2)或冷轴(液氮)(序号1)装配工艺,然后测量主推力盘与轴上定位槽的安装尺寸,使挡圈(卡环)与槽的过盈值保证在0.005~0.01之间。因主推力盘的材质在热处理时采用调制处理HB320—360,所以在加热时要注意加热温度,控制在120~170℃之间,以确保该件的机械性能。挡圈(卡环)厚度与轴配合的具体尺寸是以装配时所测量尺寸为准,确保过盈值在0.005~0.01之间(该件卡环在装配时采用为冷液氮装配工艺)。
因付推力盘的材质在热处理时采用调制处理HB320—360,所以在加热时要注意加热温度,控制在120~170℃之间,以确保该件的机械性能。
3.3 注意事项
(1)主推力盘与轴肩端面要贴紧A面,不得有间隙,并垂直于轴线。(2)付推力盘与轴向挡圈(卡环)一定要贴紧B面,不得有间隙,并垂直于轴线。
4 推力盘对位移值的影响
推力盘装配质量好坏可能影响位移值的准确性,也影响机组运转的安全性。所以对推力盘的装配质量要求极高,以确保位移值准确。
影响的因素有以下4个方面:(1)推力盘的装配端面必须要垂直转子轴心线,并与定位台轴肩贴紧,圆周不得有间隙。(2)对于键连接的结构不得有圆周松动,将影响推力盘端面抖动。(3)对于带测位移的锁螺母端面也一定要垂直转子轴心线。(4)还有轴承体与机壳的定位,瓦块与轴径的接触面积是否达到80%以上。
上述这几方面都将影响位移值的准确性。
5 结语
通过对上述几种推力盘结构的描述,更加了解对推力盘结构在拆检、装配质量及注意事项的重要性。
所以在对压缩机组的检修过程中,对于检查出了转子、推力盘、位移盘、锁螺母、机壳等零件存在的质量问题,必须按照正确的工艺操作步骤进行装配。同时也找出了造成机组在开车过程中引起机组位移值大或波动,推力轴承温度高,振动值过大的原因(气体引起的原因除外),避免了后续机组开车及平稳定运转过程中质量事故的发生,确保了机组平稳顺利开车,确保机组的安全性符合API标准要求。
