水润滑高碳铬不锈钢轴承套圈钝化及去氢处理工艺
2018-07-23赵圣卿叶健熠陈原段欣生
赵圣卿,叶健熠,陈原,段欣生
(1.洛阳轴承研究所有限公司,河南 洛阳 471039;2.“高端轴承摩擦学技术与应用” 国家地方联合工程实验室,河南 洛阳 471003;3.河南省高性能轴承技术重点实验室,河南 洛阳 471039;4.滚动轴承产业技术创新战略联盟,河南 洛阳 471039)
水润滑轴承在水介质中工作,以水为润滑介质,轴承处于边界润滑,磨损是其主要失效形式[1]。一旦出现锈蚀情况,势必加剧轴承的磨损,造成其早期失效,因此,对轴承的耐腐蚀性能提出了更高的要求。轴承零件材料多选为G95Cr18,G102Cr18Mo等马氏体不锈钢,虽然其具有较好的耐磨损、耐腐蚀性能,但是,通常未经表面处理的不锈钢表面在一定条件下,如盐雾、潮湿海边等环境下仍会出现锈蚀现象,尤其在浸水状态下,电化学腐蚀更为严重,故需对水润滑轴承零件进行表面氧化处理,即表面钝化处理。钝化处理在表面形成一层氧化膜,可以预防各种腐蚀发生源的出现,同时,钝化处理使不锈钢表面具有足够的清洁度,清除不锈钢表层的金属污染物,使表面所含铬、镍元素富集而稳定,提高轴承的耐腐蚀性能,以达到延长轴承寿命的目的[2-3]。
目前,由于国内适用于不锈钢轴承零件钝化处理的相关标准或规范的缺失,轴承行业在不锈钢轴承制造及应用过程中往往忽视了钝化处理的重要性,并未采用相应的工艺措施。因此,针对水润滑高碳铬不锈钢G102Cr18Mo轴承套圈的钝化及去氢处理工艺进行详细的试验研究。
1 试验
1.1 试样
试验用轴承套圈材料为G102Cr18Mo,化学成分见表1,成品套圈常规淬回火后的热处理质量见表2。

表1 套圈用材料的化学成分
表2 成品套圈的热处理质量
由表1、表2可知,内、外圈的化学成分和热处理质量均符合G102Cr18Mo相关标准的要求。
1.2 钝化及去氢工艺方案
以美国材料与试验协会制订的《不锈钢零件化学钝化处理的标准规范》[6]作为工艺方案制定的基础,由于该规范是通用性规范,对高强度、高可靠性不锈钢轴承零件是否适用,尚需制定相应的工艺试验方案加以试验验证。
通常情况下,不锈钢的酸洗、钝化工艺路线为[7]:酸洗前验收→除油→清洗→酸洗→清洗→钝化→清洗→中和→清洗→干燥。由于需做钝化处理的水润滑轴承套圈均为成品零件,其表面质量及清洁度良好,无氧化皮等杂质,故可略去酸洗步骤。此外,套圈材料为G102Cr18Mo马氏体不锈钢,属高强度钢,通常高强度钢结构件在钝化处理过程中会因氢的渗入而造成材料塑性降低,存在断裂的风险,即氢脆现象[8-9]。材料的这种氢脆失效形式对主机安全运行威胁极大,对于可靠性要求高的水润滑轴承,必须采取必要的去氢处理措施以避免氢脆现象发生。因此,可将水润滑轴承零件的钝化处理工艺路线调整为:除油→水洗→钝化→水洗→中和→水洗→干燥→去氢。
结合文献[6]中针对G102Cr18Mo马氏体不锈钢钝化处理溶液配比建议,制定的钝化处理工艺试验方案见表3。一般不锈钢钝化后的去氢处理工艺为在190~220 ℃下保温至少2 h[10],但是,水润滑轴承套圈硬度要求不小于58 HRC,则热处理的回火温度控制在160 ℃左右。显然,如果按照该工艺进行去氢处理,其温度高于套圈的回火温度,势必造成套圈硬度降低及变形,进而影响轴承的抗疲劳、耐磨损等性能。因此,需要确定合适的处理温度,在不影响轴承性能的条件下达到消除氢脆影响的目的。采用调整去氢温度、去氢时间、冷却方式的办法进行去氢处理工艺试验。具体的去氢工艺试验方案见表4。
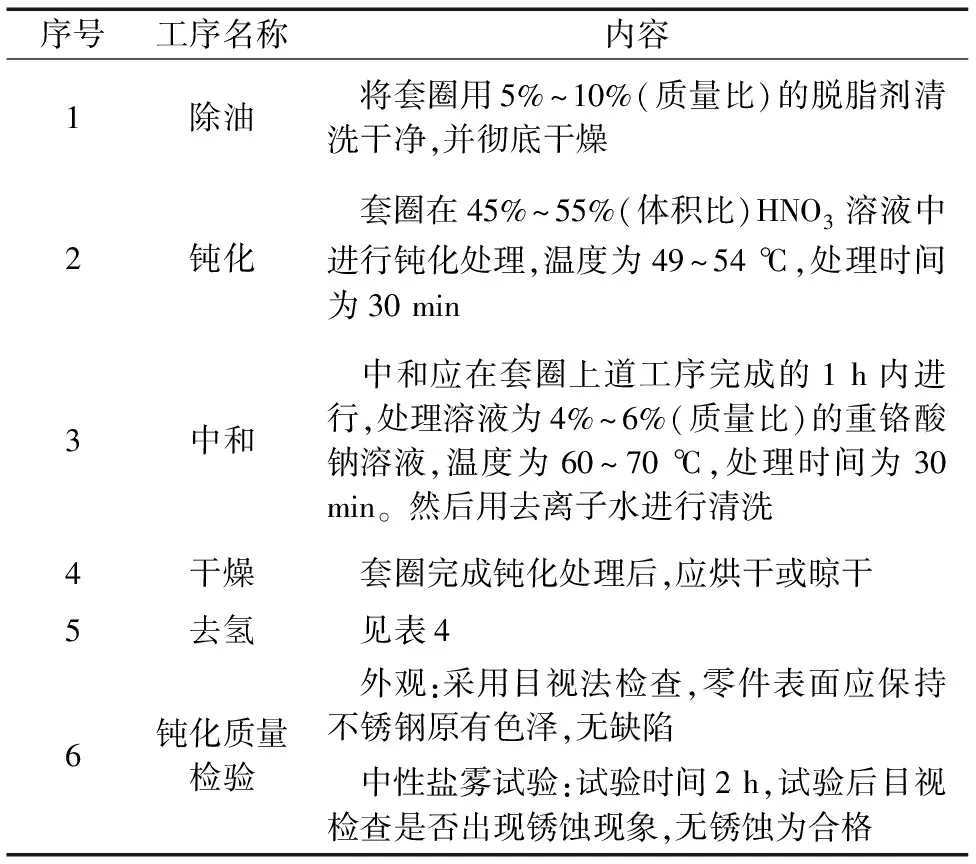
表3 钝化处理工艺试验
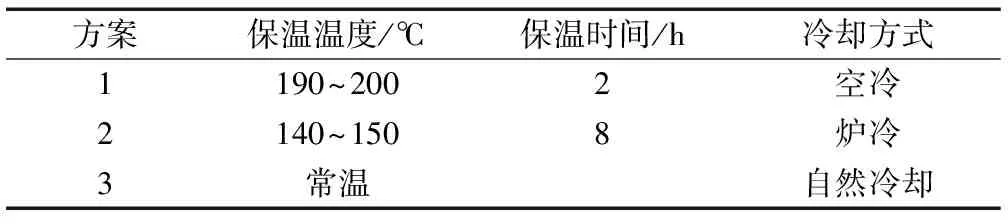
表4 去氢处理工艺试验
2 结果与分析
2.1 钝化处理
根据所制定的钝化工艺试验方案,对G102Cr18Mo套圈进行了钝化处理工艺试验。为检验钝化处理后套圈的耐腐蚀性能,运用钝化质量检验方法对钝化处理前后套圈进行2 h中性盐雾试验,试验过程中盐溶液的浓度配比、盐雾的沉降率、试验温度等试验参数及操作规程严格按照文献[11]的规定执行。试验结果如图1所示。由图可知,虽然不锈钢材料G102Cr18Mo的耐腐蚀性能良好,但在中性盐雾试验条件下,未经钝化处理的套圈表面仍出现了锈蚀,而钝化处理的套圈经盐雾试验后表面未发现锈蚀,保持不锈钢原有色泽,无缺陷。结果表明,表3工艺试验方案中的盐雾试验检验方法能够较为准确地检验出钝化质量,同时,证明了水润滑轴承不锈钢零件采用该钝化工艺的可行性、有效性。
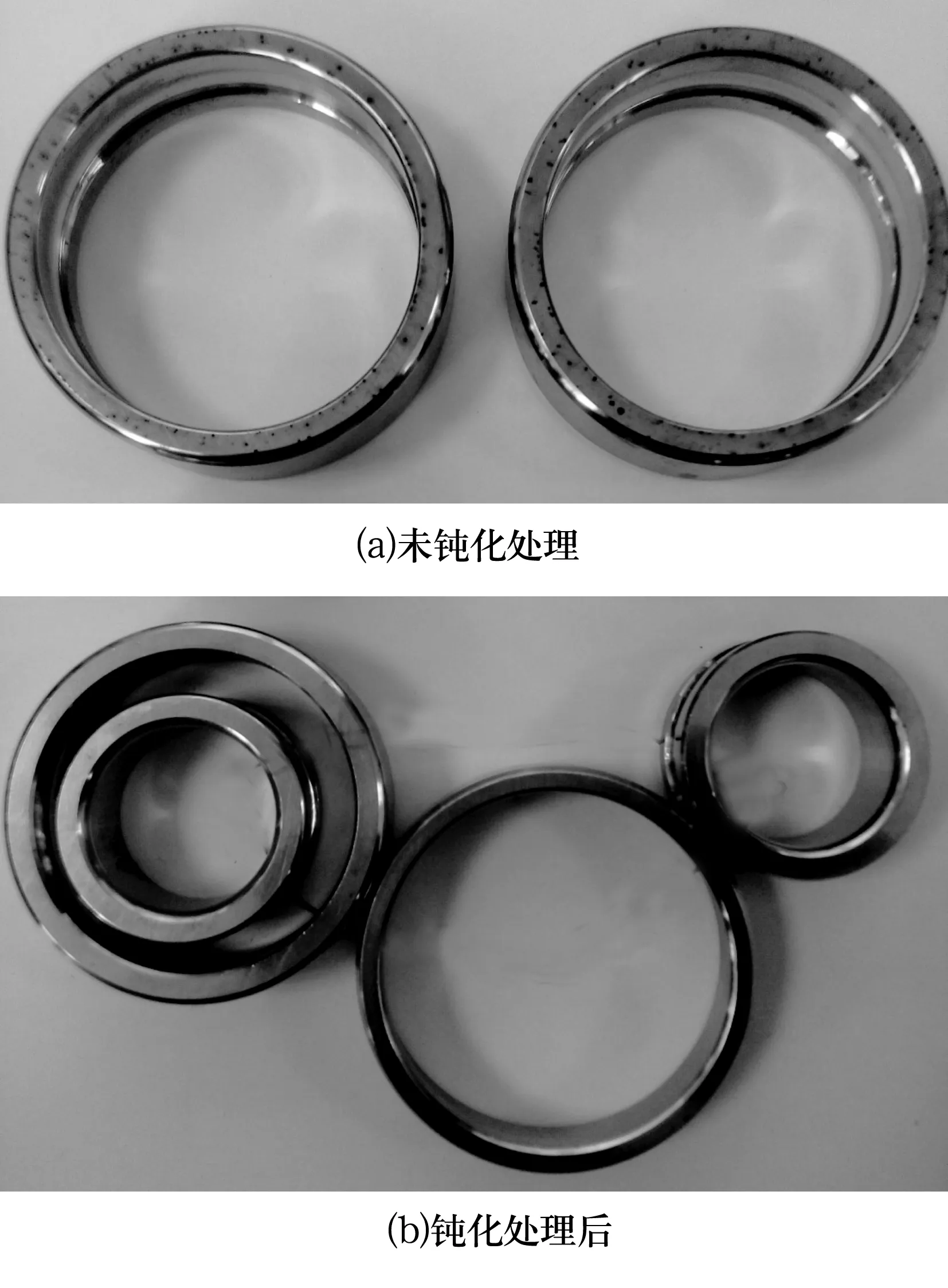
图1 钝化处理前后套圈盐雾试验对比
2.2 去氢处理及对套圈硬度的影响
根据所制定的去氢处理工艺试验方案,对G102Cr18Mo套圈进行相应的试验。去氢效果检验可参考文献[12]中提供的检测方案:
1)检验介质:凡士林。
2)检验器具:烧杯、热源、铁架台、石棉网,温度计。
3)操作方法:将适量(保证完全浸没试验套圈)的凡士林装入烧杯,置烧杯于铁架台的石棉网上,加热至凡士林完全融化。用温度计测量凡士林液的温度,使之保持在(100±5)℃范围内5 min以上,去除所含水分。将清洗干净并烘干的试验套圈完全浸没入凡士林液内,通过观察10 s内凡士林液中有无气泡产生来判断去氢效果。若产生气泡,说明氢气在零件表面形成或析出,该零件去氢不彻底或没有去氢;若无气泡出现,说明去氢效果良好。
去氢工艺处理效果和对套圈硬度的影响见表5。从表中可以看出,方案3未做去氢处理,出现了少量气泡,说明套圈在钝化处理过程中存在一定的渗氢现象。方案1采用高温、保温时间短的去氢处理方式和方案2采用相对低温、延长保温时间的去氢处理方式均没有气泡出现,说明采用方案1、方案2均能有效达到去氢目的。但是方案1套圈的硬度有所降低,方案2套圈的硬度未发生变化(与表2硬度值对比),因此,可确定方案2为合适的水润滑不锈钢轴承套圈去氢处理工艺方案。

表5 去氢效果及对套圈硬度的影响
通过上述工艺试验,并对试验结果进行了研究分析,确定了水润滑轴承不锈钢套圈的钝化处理工艺,经钝化、去氢处理后的轴承,有效地提高了耐腐蚀性能,同时达到了预防轴承套圈氢脆效应的目的,且确定的去氢方案2对套圈的硬度没有影响。
3 结论
1)水润滑轴承不锈钢G102Cr18Mo套圈钝化处理工艺的试验表明,经钝化处理的不锈钢轴承套圈耐腐蚀性能显著提高。
2)水润滑轴承用相对低温、延长保温时间的去氢处理工艺可行,该工艺能够有效防止氢脆现象的发生,且可使套圈保持原硬度。
