半干法厌氧生物处理高浓度固体废弃物有机渗滤液的试验
2018-07-09吴长淋
吴长淋
(上海华励振环保科技有限公司,上海 200092)
国家统计局统计数据显示,2006年~2016年,我国生活垃圾清运量从1.5亿t/年上升到2亿t/年,呈逐年上升趋势。大量的生活垃圾给城市发展和社会环境造成极大负担,推行生活垃圾分类收集是实现源头减量化的根本途径。上海、北京、广州、杭州等一些大型城市在垃圾分类收集上出台了多项政策并取得了一定的成效,以上海为例,推行绿色账户,设立生活垃圾分类收集小区试点,将家庭厨房内的有机垃圾单独收集,分类形成“家庭湿垃圾”(也称为“家庭厨余”)和“家庭干垃圾”,实现生活垃圾减量化。家庭湿垃圾经过破袋、分选、挤压等多种前处理手段后,可将湿垃圾分成轻物质组分(再利用或者焚烧)、重物质组分(再利用或者填埋)及大量的高浓度固体废弃物有机渗滤液(资源化利用)。针对高浓度的固体废弃物有机渗滤液,主要处理工艺为单独厌氧生物处理和混合厌氧生物处理[1-2]。
厌氧生物处理工艺根据废物中有机固体浓度的高低,可以分为干法厌氧消化工艺、半干法厌氧消化工艺和湿法厌氧消化工艺。干法厌氧消化反应器进料的总固体(TS)浓度在20%~40%[3-4];半干法厌氧消化反应器进料的TS浓度在10%~20%[5-7];湿法厌氧消化工艺、干法厌氧消化反应器进料的TS浓度通常低于10%,进料要用水作稀释处理。采用半干法工艺处理高浓度固体废弃物有机渗滤液,无需对进料进行稀释处理,具有容积负荷高、占地省、能耗低等优点。
本文采用自制试验设备,对半干法厌氧生物处理高浓度固体废弃物有机渗滤液的工艺展开研究,探讨了半干法厌氧反应器的快速启动方式,厌氧反
应器运行的参数控制,最大容积负荷和反应器残渣特性,为我国分类后生活垃圾预处理形成的固体废弃物有机渗滤液工程化处理处置提供了技术支撑。
1 试验材料和方法
1.1 试验装置
半干法厌氧反应器的示意图如图1所示。
反应器长度为1 m,圆柱体,圆柱体为双层结构。内筒直径为0.25 m,主体是螺旋结构,螺旋片直径为0.24 m,螺旋间距为0.1 m;外筒直径为0.35 m,内筒和外筒密闭,中间填充水作为水浴加热。进料口、出料口、采气口和取样口均穿过外筒与内筒连接,进料口、出料口直径为50 mm,采气口和取样直径为10 mm。气体从反应器产出后进入湿式流量计,记录沼气产量,之后通过40%氢氧化钠吸收液(定期更新),进入湿式流量计,记为甲烷产量。定期从出料口和取样口采样进行样品分析。
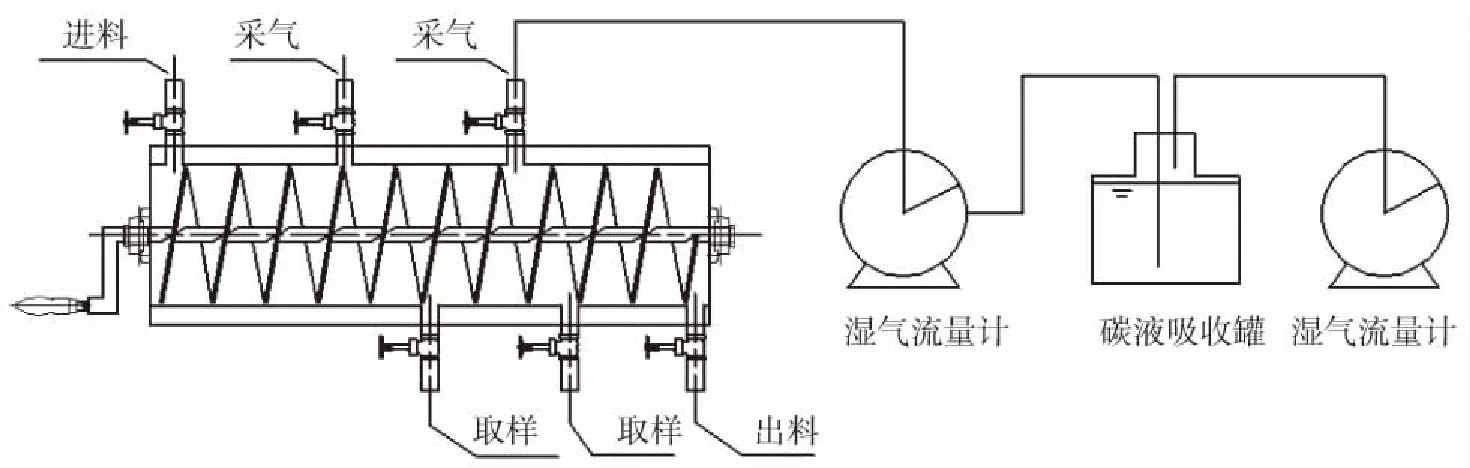
图1 固体废弃物有机渗滤液半干法厌氧反应器示意图Fig.1 Semi-Dry Anaerobic Reactor
采用接种的方式实现反应器的快速启动,反应器中直接加入接种物料20 kg,每日加入一定量的高浓度固体废弃物有机渗滤液,并从出料口排出同等重量的物料,反应器为完全混合型反应器。
1.2 试验材料
高浓度固体废弃物有机渗滤液来源于上海市分类后生活垃圾,经分选、挤压等前处理,固体废弃物有机渗滤液的性质如表1所示。由表1可知,固体废弃物有机渗滤液挥发性固体/总固体(VS/TS)
在80%左右,具有较好的可降解物质。通过测试,固体废弃物有机渗滤液组分以100%计算,可分成4个组成部分。其中80%为可降解性的物质,包括溶解性有机成分38%和固体有机成分42%;另外20%为不可降解物质,包括固体杂质12%(如玻璃等)和惰性的溶解性盐类8%。
接种物料取自上海某厌氧消化反应器,接种物料的性质如表2所示。固体废弃物有机渗滤液和接种物料取样后置于4 ℃保存使用。

表1 固体废弃物有机渗滤液的性质

表2 接种物料的性质
1.3 试验方法
试验测试指标包括pH、ORP、氨氮、凯氏氮、COD、BOD、蛋白质、溶解性总固体、热酌减率、碳水化合物、粗蛋白、粗脂肪、挥发性脂肪酸、重金属、产气量/甲烷气含量、纤维素/半纤维素/木质素等。测试方法采用国标方法,氨氮和COD采用哈希法测试,重金属测试采用等离子发射光谱(ICP)测试。
2 结果与讨论
2.1 半干法厌氧反应器的快速启动
本试验容积负荷和反应器产气情况如图2所示。由图2可知,随着容积负荷从0.51 g VS/(L·d)到13.44 g VS/(L·d),产气量也逐步提高,从4 L/d上升到240 L/d,稳定产气后,检测甲烷比例平均值为68%,甲烷比例正常,反应器产气可直接点燃并自持燃烧。但是随着负荷进一步从13.44 g VS/(L·d)提高至24.32 g VS/(L·d),产气量变得不稳定,呈下降趋势。

图2 反应器容积负荷和产气量Fig.2 Volumetric Loading and Gas Output in Reactor
单位有机质的产气率(specific biogas production rate,SBP=产气量/有机质添加量)是描述反应器内微生物状态的一个重要参数。维持一定的反应器污泥浓度,若SBP数值稳定,表明微生物活性良好;若数值不稳定或者急剧降低,表明出现抑制微生物活性的因素。由图3的反应器SBP数据分析可知,前100 d,容积负荷从0.51 g VS/(L·d)提升到13.44 g VS/(L·d),表明SBP平均值为0.77 L/(g VS),与理论值相当,这一结果显示加入厌氧反应器的有机组分基本都被降解。但是,随着负荷进一步从13.44 g VS/(L·d)提高至24.32 g VS/(L·d),SBP降低至0.4 L/(g VS)左右,呈降低趋势。在实际工程上,反应器可以通过高比例污泥接种缩短启动的时间提高容积负荷,但是容积负荷不宜超过13.44 g VS/(L·d)。

图3 反应器单位有机质的产气率Fig.3 Specific Biogas Production Rate (SBP) in Reactor
2.2 固体废弃物有机渗滤液半干法厌氧发酵物料特性
反应器内pH和ORP的检测数据如图4、图5所示,pH值维持在7.4左右,反应器呈中性偏弱碱性,无酸化现象。反应器ORP维持在-459 mV,表明反应器处于良好的厌氧状态。
反应器出料氨氮和凯氏氮的数据如图6所示。由图6可知,氨氮在2 137~3 330 mg/L,通过游离氨计算公式FA=NH3-N×(10^pH)/(EXP[6 334/(273+T))+ 10^pH]得出,游离氨为28~73 mg/L,这与文献中游离氨抑制浓度较为一致[8]。当容积负荷不断提高时,若pH不变,氨氮负荷提高,游离氨浓度提高,出现游离氨氮对厌氧菌的抑制,进一步影响有机物的分解,从而影响最终的降解率。
对比氨氮和溶解性凯氏氮的数据可知,二者差值很小,二者差值主要是溶液中的小分子氨基酸贡献的氮。在良好的厌氧反应器中,小分子有机物很快被厌氧菌利用,所以氨氮和溶解性凯氏氮数据几乎一致。
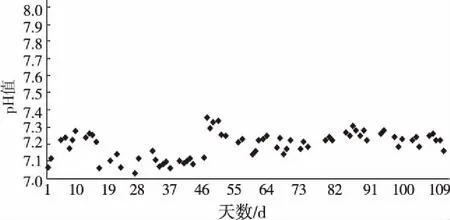
图4 反应器pHFig.4 pH Value in Reactor

图5 反应器ORPFig.5 ORP Value in Reactor
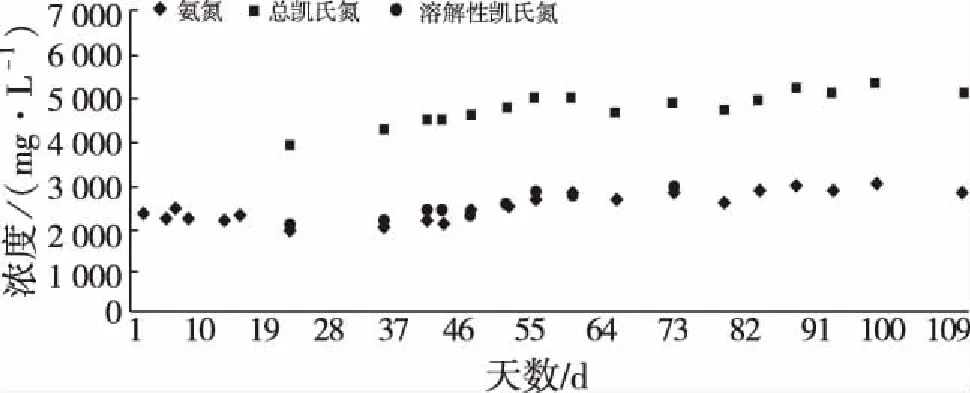
图6 反应器出料的氨氮和凯氏氮Fig.6 Ammonia Nitrogen and Kjeldahl Nitrogen of Reactor Discharging
2.3 半干法厌氧发酵最大负荷分析
厌氧发酵的最大负荷与厌氧污泥浓度和物料的特性密切相关。在本试验中,厌氧污泥浓度控制在23 g/L左右,试验后期100 d之后,污泥浓度略有提高。
本试验中,100 d是反应器的转折点。由图2、图6可知,容积负荷从13.44 g VS/(L·d)向上提高时,pH缓慢降低,游离氨浓度接近70 mg/L,单位有机质的产气率快速降低,SBP平均值由前100 d的0.77 L/(g VS)逐步降低至115 d的0.36 L/(g VS)。由图5可知,在100 d后,随负荷上升,ORP有所提升,厌氧程度也下降。故在此试验中,最大容积负荷为13.44 g VS/(L·d)。
若工程运行,考虑1.2的保险系数,建议工程运行容积负荷为11.2 g VS/(L·d)。
2.4 半干法厌氧发酵反应器底渣分析
厌氧发酵后反应器底部存在残渣,在工程实践中,需要定期将残渣排出,防止反应器堵塞。
反应器底部残渣实物如图7所示,主要的组成为塑料片、细玻璃、细石块、砂砾等。底部残渣的来源主要包括两方面:一是前处理过程中透过螺旋挤压设备的细小杂质(塑料、玻璃、砂砾等),这一部分杂质可以通过细化预处理措施进一步降低;二是在反应器内部形成的钙镁沉淀,如碳酸钙、碳酸镁等。底部残渣在实际工程中难以避免,故在工程设计时,需考虑反应器的底部排渣设计,通过定期排渣防止反应器的堵塞。

图7 反应器底部残渣Fig.7 Bottom Residue in Reactor
3 结论
(1)通过接种厌氧微生物,可实现半干法厌氧反应器的快速启动。
(2)厌氧反应器pH值维持在7.4左右,ORP维持在-459 mV,无酸化现象。随着反应器容积负荷提高,游离氨浓度提高,出现游离氨氮对厌氧菌抑制,进一步影响有机物的分解,从而影响最终的有机降解率,游离氨浓度宜控制在28~73 mg/L。
(3)反应器在前100 d,容积负荷从0.51 g VS/(L·d)提升到13.44 g VS/(L·d),SBP平均值为
0.77 L/(g VS);反应器在100 d后,随着负荷从13.44 g VS/(L·d)提高至24.32 g VS/(L·d),SBP迅速降低至0.4 L/(g VS)左右。
(4)半干法厌氧反应器最大容积负荷为13.44 g VS/(L·d)。工程上,考虑1.2的安全系数,建议运行容积负荷为11.2 g VS/(L·d)。
(5)厌氧发酵后反应器底部存在残渣,在工程实践中,需要定期将残渣排出,防止反应器堵塞。
[1]王国华,王磊,谭学军,等.餐厨垃圾与污泥两相中温厌氧消化试验研究[J].净水技术,2014,33(1):54-57.
[2]丁月玲,张焕焕,董滨,等.有机生活垃圾与脱水污泥协同厌氧消化工艺的性能[J].净水技术,2017,36(2):40-44.
[3]BOLLON J,LE-HYARIC R,BENBELLACEM H,et al.Development of a kinetic model for anaerobic dry digestion process: Focus on acetate degradation and moisture content[J].Biochemical Engineering Journal,2011,56(3):212-218.
[4]刘会友.卧式干法厌氧消化技术在秸秆发酵中的应用[J].阳光能源,2010,11(1):43-45.
[5]泮进明,张瑜,朱保宁,等.食品废物两相高温半干法厌氧发酵生产沼气初步研究[J].农业工程学报,2008,24(7):199-203.
[6]王明,赵胜雪,李旭荣,等.猪粪中温半干法连续厌氧发酵产气性能[J].农业工程学报,2018,34(1):204-209.
[7]程洋,陈泽智,龚慧娟,等.搅拌对猪粪半干法发酵产沼气的影响[J].安徽农业科学,2009,37(34):17021-17022.