300 t转炉汽化冷却烟道CFD仿真与实际运行分析
2018-07-05张雪松
张雪松,郑 琳
(首钢京唐钢铁联合有限责任公司,河北唐山 063016)
1 概述
转炉汽化冷却设备的实质即余热锅炉,它以炼钢生成的高温烟气作为热源,承受着高温烟气剧烈的温度变化,它的主要作用有冷却、导流和收集烟气等。目前,转炉汽化冷却烟道的使用情况不是很理想,在生产过程中经常发生爆管的现象,检修工作量大,而且需要停炉,严重影响生产,经研究表明,由于汽化冷却系统水质差造成排管内结垢、堵塞,从而管道局部过热干烧造成爆管以及高温烟气对烟道内壁冲刷腐蚀是转炉汽化冷却烟道在运行过程中存在的主要问题,另外,在斜烟道直段拐角处以及弯曲烟道拐弯内侧容易积灰,而蒸发冷却器靠烟道内侧结垢比较严重,这与烟气在烟道内流动情况以及汽化冷却烟道结构形式有直接关系。
转炉炼钢产生的烟气以一定的速度进入烟道,烟气与烟道的换热方式主要有辐射换热与对流换热,烟气进入烟道时大约有1500℃,到尾部烟道出口被冷却到900℃左右,文章结合首钢京唐公司300 t转炉汽化冷却烟道结构特点,并对烟道做了一定的假设与简化,用FLUENT软件模拟烟道内的烟气流场,并对模拟结果与实际情况相联系,进行分析。
2 烟道模型建立
按照烟气流动方向,取汽化冷却烟道的固定烟罩、横移烟道、斜烟道以及弯曲烟道(包括检查盖板)作为模拟对象来建立模型,整个烟道在X方向跨度为19.8 m,Y方向跨度为11.5 m及Z方向跨度为35.5 m,烟道入口处直径取罩群顶部直径为4.69 m,固定段入口直径取4.32 m,后边全部取4.19 m,如图1所示。
京唐公司300 t转炉采取顶底复吹的炼钢方式,顶吹氧气,底吹氩气、氮气,转炉炼钢分为前期、中期和后期三个阶段,其中冶炼中期烟气流量、流速最大,取其为研究对象进行模拟,物理模型如图2所示。
烟道入口烟气流速分别取5 m/s和15 m/s进行模拟,烟气流动为三维稳态定常流动。划分网格时直接画体网格,采用四面体不规则网格,共划分724689个网格单元,网格最大扭曲度为0.776422,纵横比为3.40913,由于是多项流模型,选用压力基求解器,湍流模型选择标准的k-e模型,辐射模型选用P-I模型,方程离散采用一阶迎风格式,压力场与速度场采用SIMPLE算法耦合,在混合模型设置中不选择无滑移的,在混合模型面板下将体积力公式选择隐含体积力,这种处理通过解决压力梯度和动量方程中体积力的部分平衡提高了解的收敛。
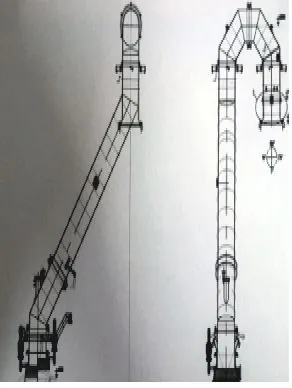
图1 汽化冷却烟道示意图

图2 汽化冷却烟道物理模型
3 仿真结果与实际运行状况分析
烟道入口烟气流速为5 m/s时烟气流场的不同截面图如图3、图5、图7、图9,烟道入口烟气流速为15 m/s时烟气流场的不同截面图如图4、图6、图8、图10,对比两种流速的模拟结果可以看出,烟道入口烟气流速的变化对整个烟道内烟气的温度场与速度场的整体趋势和方向影响不大,,总体趋势与方向基本一致,烟道内部的烟气流动是由尾部的轴流风机提供的动力,图3、图4为烟气流经弯曲烟道的流线图,从图中可以看出烟气流过弯曲烟道180°转角在烟道的内侧形成漩涡状流动,而且现象明显,影响烟气流速,而且漩涡位置易造成排管表面积灰,影响烟道局部换热,造成局部应力过大,结合图5、图6(Z方向温度场截面图)可以发现漩涡状流动之后烟道内侧温度较低,外侧温度较高。整体看Z方向温度场截面图,烟道入口处温度最高,沿烟道直径方向周边温度比中心温度要低,这是由于沿壁面烟气与烟道换热相对较充分,沿烟气流动方向成规律性递减。
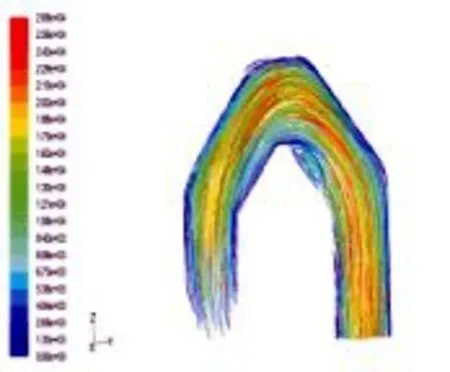
图3 5 m/s弯曲段流线图
图4 15 m/s弯曲段流线图

图5 5 m/s Z方向温度场截面图
图7 、图8为烟道X方向速度场截面图,图9、图10为Z方向烟道出口速度截面图,图7、图8中可以看出烟气流经弯曲烟道时,在弯曲烟道前段内侧、后端外侧烟气流速比较大,后端内侧烟气流速最小,往外速度呈阶梯状逐渐变大,速度大的地方对烟道内壁冲刷也就相对较严重,京唐公司汽化冷却烟道为德国设计制造,斜直烟道末端与弯曲烟道拐弯处为50°拐角,由于此处烟气流动方向突然拐弯,在拐角处烟气流速低,易形成漩涡,根据实际生产工艺,由于现场实际的各种因素,导致烟气中含有水蒸气,转炉炼钢是间歇性的,在不吹炼时,烟气温度较低,此时烟气中水蒸气消化不完全,在拐角处极易积灰,时间长了,便会形成板结块,与实际运行情况相符,每次利用检修和炉役对烟道内积灰进行清理。
另外,弯曲烟道后端内侧烟气流速较小、温度较低,外侧速度大、温度高,这种不均匀的速度分布和温度分布,直接影响后边的蒸发冷却器的运行,现场蒸发冷却器喷嘴布置是等距均匀的,这就使得烟气流速小、温度低的内侧喷嘴喷出的水雾不能充分蒸发掉,因此容易结垢,与实际运行中存在问题一致,每次检修检查蒸发冷却器喷枪,发现靠内侧大量结垢,需要检修人员用高压枪进行冲洗,并且靠内侧蒸发冷却器喷头经常被泥垢堵死,平均每两个月对内侧堵死的喷枪进行更换。
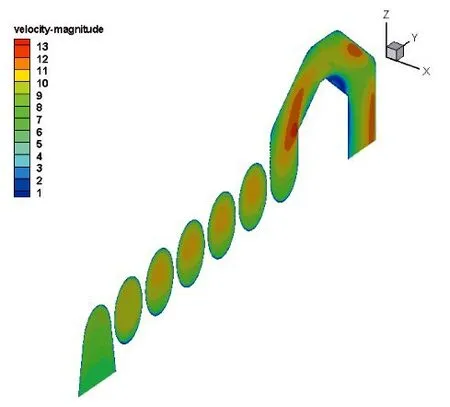
图7 5 m/s X方向速度场截面图
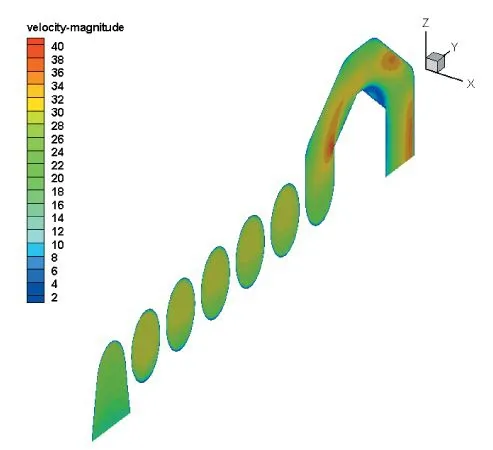
图8 15 m/s X方向速度场截面图
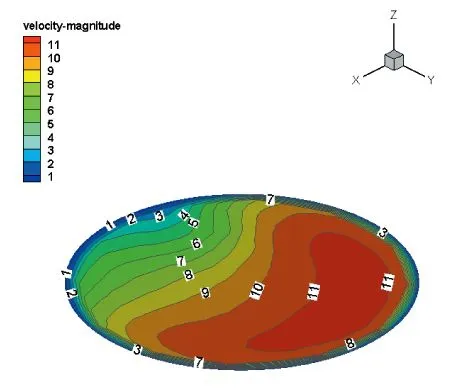
图9 5 m/s烟道出口速度截面图
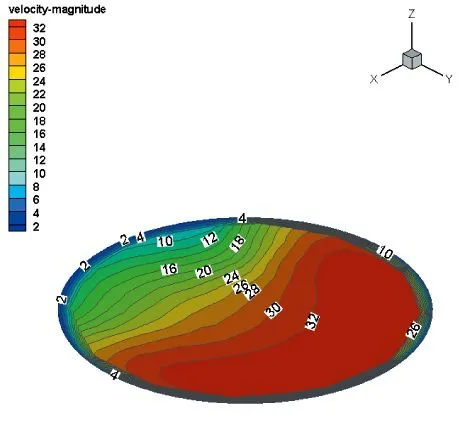
图10 15 m/s烟道出口速度截面图
4 总结
通过对转炉汽化冷却烟道CFD仿真模拟,得到烟气流动的速度场、温度场等,在弯曲烟道前端内侧与后端外侧烟气流速最大,时间长了管壁会变薄,容易发生泄露,可以对管道做加厚处理或做防护。
在弯曲烟道前端拐角处和后端内侧烟气流速慢,易形成漩涡,烟道局部积灰严重,影响排管换热效果,需要利用转炉炉役进行清理,在烟道结构设计方面可以考虑斜直烟道末端与弯曲烟道交界处圆滑过度,避免出现尖角。
另外,烟道出口的温度分布与速度分布为蒸发冷却器的喷嘴布置提供依据,在实际中,对于烟气速度较大、温度较高的外侧基本无结垢,外侧烟气可以将喷出的水雾平衡掉,所以目前喷嘴的布置及喷水雾量对于外侧是基本满足的,而内侧则大量结垢,每次检修都要对结垢区域进行高压冲洗,不但增加了费用,而且影响生产稳定运行,因此,可以根据温度场和速度场的分布,减小内侧喷嘴数量或减小喷水雾量,避免或降低结垢程度,进而降低对生产的影响。
由于转炉炼钢是周期性的,因此余热锅炉在运行中负荷波动较大,汽化冷却烟道内烟气流动与传热情况复杂,伴随CFD理论技术日渐成熟以及计算机专业技术的快速发展,对转炉汽化冷却烟道做更全面深入的研究具有非常重要的意义。
[1]王福军.计算流体动力学分析—CFD软件原理与应用[M].北京:清华大学出版社,2004.
[2]杨世铭,陶文铨.传热学[M].北京:高等教育出版社,2006.
[3]于勇,张俊明,姜连田.FLUENT入门与进阶教程[M].北京:北京理工大学出版社,2008.