轮式联合收割机智能辅助操控系统设计
2018-07-04孙祥青
孙祥青
(南京理工大学 机械工程学院,江苏 南京 210094)
0 引言
轮式联合收割机在我国北方大量旱田谷物收割中的应用十分广泛,但是目前收割机的自动化、智能化程度依然不高,收割作业过程主要依赖驾驶人员的手动机械操控,存在调节实时性差、精度低、驾驶人员劳动强度高等问题[1]。《“中国制造2025”重点领域技术路线图(2015版)》将农业装备列为十大重点领域之一,其中对收割机的智能化发展也做出了具体指导,收割机应具备故障诊断、主要参数实时采集与自动监控等功能[2]。
本文针对收割机操控中存在的问题,结合创新绿皮书的相关指导,设计了以ARM Cortex-M3内核的STM32F103VET6微处理器为控制核心的轮式联合收割机智能辅助操控系统。利用多种传感器实时采集收割机关键部位的运行状态信息,采用A/D输出和I/O输出的方式分别智能调节收割机行驶速度和割台高度,通过控制器局域网络(CAN)总线将运行信息显示在触摸屏上,并通过触摸屏设定运行参数、下达控制指令,实现便捷的人机交互,从而实现协助收割机驾驶人员进行智能辅助操控[3]。
1 系统设计方案
收割机的操控主要包括割台高度控制、收割速度调节、收割机运行情况监视等,目前收割机的上述操控还主要依赖驾驶人员的手动控制。手动控制存在实时性差、精度低等缺陷,由于收割机作业环境比较恶劣,手动操控大大增加了驾驶人员的工作强度。为解决上述问题,轮式联合收割机辅助操控系统先通过传感器实时采集收割机关键部位运行信息,再对信息进行相应的数据处理,然后根据处理结果控制相关执行机构动作,或者将结果输出至触摸屏上,供收割机驾驶人员进行人机交互操作。
系统主要由传感采集模块、控制主板、人机交互模块、动作执行模块组成,如图1所示。
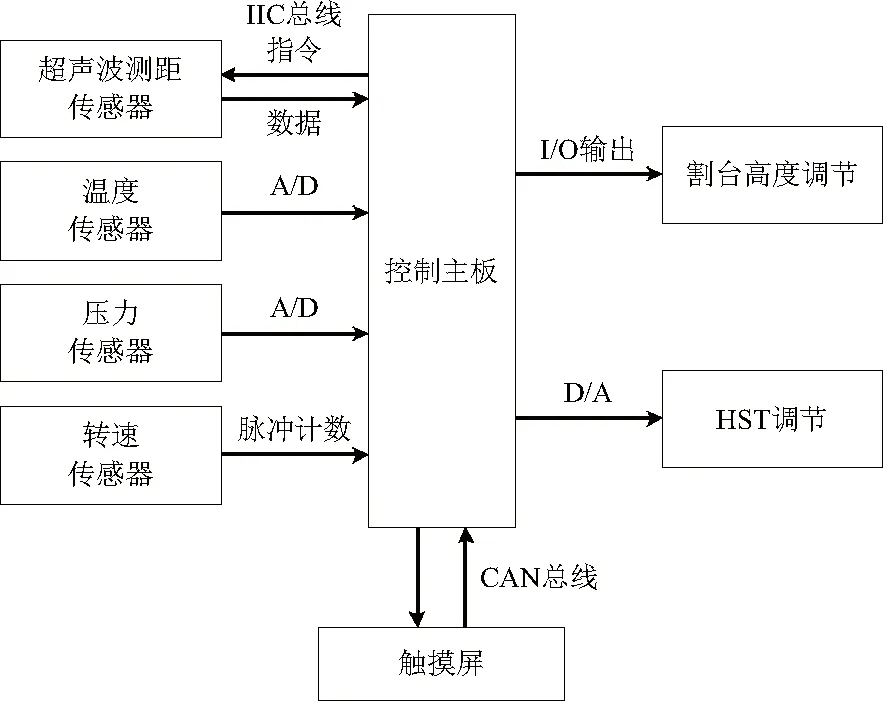
图1 轮式联合收割机辅助操控系统设计方案
传感采集模块包括:两路超声波测距传感器、四路转速传感器、温度传感器、压力传感器。两路超声波测距传感器分别测量割台两侧距离地面高度,并将测量结果通过IIC总线传输至控制主板;转速传感器通过脉冲计数方式分别测量收割机发动机转速、行驶速度、搅笼转速、滚筒转速[4];温度传感器用于测量水箱温度;压力传感器用于测量机油压力。
控制主板以STM32微处理器为核心,辅以最小系统电路、A/D采集电路、脉冲信号计数电路、D/A输出电路、IIC接口电路、CAN总线接口电路,实现传感器数据采集、数据处理、控制信号输出以及人际交互等功能。
人机交互模块以触摸屏作为操作界面,通过CAN总线通信方式实现控制主板与触摸屏之间的数据传输,将收割机各项作业状态参数显示在触摸屏上。必须保证数据刷新频率>2次/s,以保证数据的实时性,驾驶人员也可以通过触摸屏输入各项收割机调整参数和操控命令。
动作执行模块包括两个部分:割台高度调节、无极变速器HST调节。割台高度调节部分根据传感器所测得的割台高度数据进行判断,并输出控制信号,使割台高度维持在设定范围内。为保证作业的安全性,割台动作响应时间应<0.1 s;无极变速器HST调节部分,通过D/A输出0~3.3 V电压,再经电压-电流转换模块输出0~1 A电流控制HST变速比调节,速度调节误差需控制在10%以内,从而达到收割机行驶速度精确调节的目的。
2 系统硬件设计
系统硬件主要由温度压力A/D采集模块、割台高度测量模块、转速测量模块、HST调速控制模块、割台电磁换向阀控制模块以及触摸屏组成。温度压力A/D采集和转速测量的结果将实时显示在触摸屏上,割台高度测量的结果是割台电磁换向阀控制的依据,转速测量的结果是HST调速控制的依据,通过触摸屏还可以进行控制参数的输入。
2.1 温度压力A/D采集
水箱温度测量和机油压力测量所采用的传感器均为可变电阻式传感器,测量范围为0 ℃~150 ℃,压力传感器测量范围为0~1.0 MPa。图2为控制主板上的温度和压力两路A/D采集的电路,X10和X11分别接温度传感器和压力传感器,通过A/D采集得到传感器的分压值,即可得到当前A/D采集的电压值所对应的温度或压力值。由于传感器说明书中阻值与温度或压力对应关系的数据较少,导致按照上述方法所测的温度和压力不准确。为解决这一问题,采取了根据实验中所测得的A/D采集电压与对应的实际温度与压力值进行数据拟合的方法。数据拟合后得到温度-电压曲线为:T=-46.13×V+148.92,压力-电压曲线为:P=(215.38×V-50.76)/(527.79-175.57×V)+0.13。根据这两组曲线便可以通过A/D采集方式精确测
得任意时刻的水箱温度与机油压力。

图2 温度压力A/D采集电路
2.2 割台高度测量
割台高度测量使用了2个高精度超声波测距传感器,分别测量割台两侧距离地面的高度[5]。采用的是数字式超声波测距传感器KS103,其测量范围可达10 m,近距离测量精度可达1 mm,并且包含实时温度补偿,根据不同测量指令以数字形式直接输出距离值mm或时间值us,工作温度:-30 ℃~85 ℃,工作电压:DC 3.0 V~5.5 V,工作电流:1.6 mA~2.7 mA。它使用IIC/串口接口与主机通信,能自动响应主机的I2C/串口控制指令,为了保证割台高度控制的实时性,采用速度更高的IIC总线通信方式发送指令以及读取数据。根据系统需求采用0xb4测量指令,设定传感器测量范围为0~5 m,输出带有实时温度补偿的单位为mm的距离值。
2.3 转速测量
系统中共有4路转速测量,分别是发动机转速、行驶速度、搅笼转速、滚筒转速。其中行驶速度测量采用的是霍尔式转速传感器,发动机转速、搅笼转速、滚筒转速测量均采用磁电式转速传感器。由于霍尔式转速传感器直接输出脉冲信号,而磁电式转速传感器输出的是正弦波信号,所以其所对应的测量电路也有所不同[6]。图3为霍尔式转速传感器测量电路,由三极管开关电路和光耦组成。传感器的脉冲信号输入至微处理器的脉冲计数口。图4为磁电式转速传感器测量电路,由滤波电路、整形电路、放大器、比较器、光耦组成,将传感器的正弦波信号转变为脉冲信号传输至微处理器的脉冲计数口。
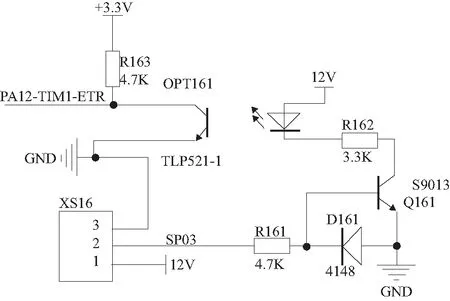
图3 霍尔式转速测量电路

图4 磁电式转速测量电路
2.4 HST调速控制
收割机行驶速度控制是通过发动机油门与HST变速比调节实现的,其中HST变速比调节有两种控制方式:机械手柄控制和电流控制。机械手柄控制方式存在操控不方便和调速不精确的问题,采用电流控制方式可以有效解决这些问题。图5为HST调速控制电路,由两路D/A输出组成,分别输出前进和后退控制电压,D/A输出电压经过一阶低通滤波后输出至电压-电流转换模块的输入口,电压-电流转换模块将前进和后退D/A输出的0~3.3 V电压转换为0~1 A电流,控制HST的变速比调节以及换向。
2.5 割台电磁换向阀控制
通过割台控制液压回路中电磁换向阀的换位可以使割台控制液压缸伸出或缩回,从而调节割台高度。图6为割台电磁换向阀控制电路,由两路I/O输出和三极管开关电路以及继电器组成,两路I/O输出分别控制电磁换向阀左右线圈的通电与断电。当PA1输出高电平时,三极管Q801处于饱和状态,继电器J1吸合,电磁换向阀左边线圈通电,电磁换向阀处于左位,割台升高;当PA6输出高电平时,三极管Q901处于饱和状态,继电器J11吸合,电磁换向阀右边线圈通电,电磁换向阀处于右位,割台降低。
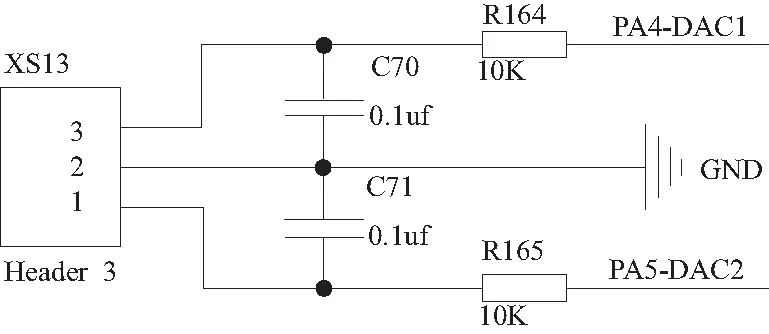
图5 HST调速控制电路

图6 割台电磁换向阀控制电路
3 系统软件设计
3.1 下位机软件设计
下位机程序主要包括主程序和中断服务程序。图7为主程序的流程图,在主程序中首先进行系统初始化配置,然后开启定时器,之后循环进行割台高度测量和调节、温度和压力A/D采集以及速度控制的PID计算并将计算结果进行D/A输出。割台高度测量和调节部分首先将两侧割台高度的最小值Min(H1,H2)与设定范围下限Hmin做比较,当Min(H1,H2)

图7 下位机主程序流程图
当系统产生中断请求时,则进入中断服务程序,图8为主程序的流程图。在中断服务程序中首先进行中断类型判别(设计了两种中断类型的服务程序,分别是CAN接收中断和定时器中断),之后进入相应的中断程序中。当触摸屏向控制主板通过CAN总线发送控制指令时,系统产生CAN接收中断请求。在CAN接收中断程序中,首先清除中断标志,然后接收来自触摸屏的控制参数,并进行相关参数的设定[7];当定时器TIM2定时200 ms时间到之后,产生定时器中断请求,在定时器中断程序中,首先清除中断标志,并读取TIM1、3、4当前的计数值,然后计算各速度值,最后将要在触摸屏上显示的数据通过CAN总线发送至触摸屏。中断服务程序执行完之后返回主程序。

图8 下位机中断服务程序流程图
3.2 HST调速PID控制程序设计
为了达到通过HST变速比调节的方式对收割机行进速度进行精确控制的目的,在系统中加入了PID控制程序,图9为HST调速PID控制原理图。首先将触摸屏传送过来的设定转速值按照转速与电压关系函数转换为对应电压值作为输入,再将传感器所测得的速度值转换为对应电压值作为反馈,对两个电压信号的差值进行增量式PID计算。计算过程为:U=R+kp×E(k)-ki×E(k-1)+kd×E(k-2),再将计算结果进行D/A输出,通过电压-电流转换模块输出电流至无级变速器HST,从而精确调节收割机行进速度。
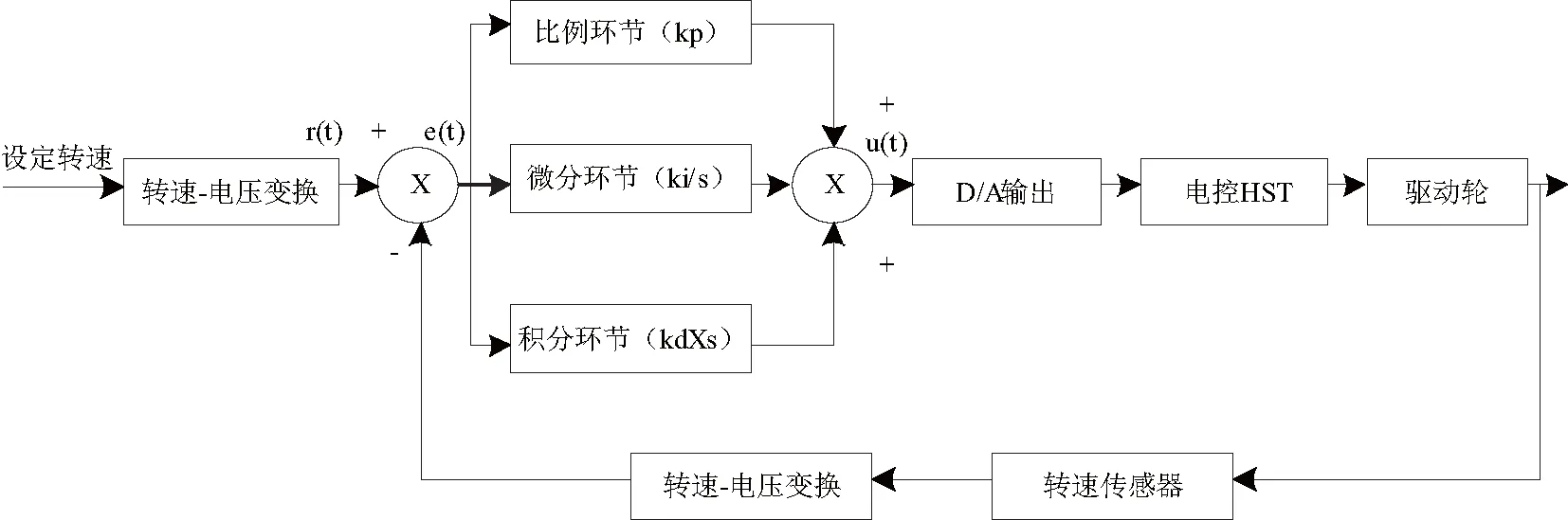
图9 HST调速PID控制原理图
3.3 上位机软件设计
系统以触摸屏作为上位机,通过CAN总线与控制主板进行数据通信,在触摸屏的组态软件中进行上位机软件的设计[8]。图10为上位机主界面,主界面主要包括3个区域:收割机关键作业状态监控区、故障报警区、画面切换区。在收割机关键作业状态监控区显示发动机转速、水箱温度、机油压力、行驶速度、搅笼和滚筒转速,并可以进行行驶速度的设置;在故障报警区以走马灯和蜂鸣器形式对超限状态进行报警;在画面切换区可以切换至参数设置、趋势图、报警记录、数据记录画面,在趋势图、报警记录、数据记录画面中对收割机的运行参数和状态报警进行了图表形式的记录,方便后期的查看与分析。在参数设置画面中可以对系统关键参数,如PID参数、速度上限、割台高度范围等进行设置。

图10 上位机主界面
4 系统测试
系统测试分为实验室测试与田间作业测试,实验室测试通过后再进行田间作业测试。图11为测试过程中的上位机界面,直观准确地实时显示当前收割机作业的关键运行状态,数据每200 ms更新一次;并且可以方便地进行速度调节与参数设置,速度调节误差控制在5%以内;收割作业过程中割台高度会根据地形变化智能调节,割台动作响应时间<50 ms。经过实验室测试与田间作业测试的双重验证,系统实现了割台高度实时智能调节、收割速度精确调节、收割机关键运行状态监视等预期功能,使用该系统后驾驶人员的劳动强度大大降低,达到了收割机智能辅助操控的目的,系统表现出较高的实时性、精确性与稳定性。
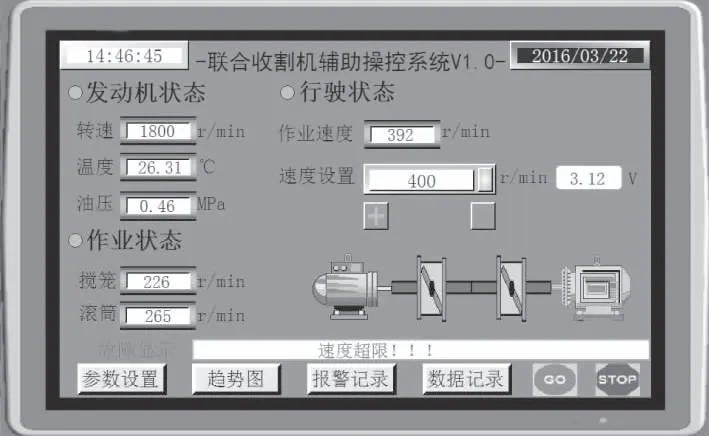
图11 系统运行时上位机界面
5 结语
本文所设计的基于STM32微控制器的联合收割机智能辅助操控系统,采用了CAN总线技术实现通过触摸屏进行人机交互,利用多种传感检测技术配合执行机构,实现了收割机关键运行状态的实时监测以及作业动作的智能精确控制,提高了收割机的智能化程度。系统亦可推广至其他传统农业机械的智能化改造中,对推动农业装备自动化、信息化、智能化发展具有重要意义。
[1] 庹朝永. 联合收割机行走速度分析及控制系统设计[J]. 农机化研究,2011(8):97-100.
[2] 国家制造强国建设战略咨询委员会. 《中国制造2025》重点领域技术路线图(2015版)[EB/OL]. http://www.miit.gov.cn/n1146290/n4388791/c4391777/part/4393103.pdf.
[3] 白龙. CAN总线在车载测产系统中的应用与研究[D]. 哈尔滨:东北农业大学,2009.
[4] 易立单. 联合收割机堵塞故障监测系统研究[D]. 镇江:江苏大学,2010.
[5] 杨术明,杨青,杨银辉,等. 基于超声波传感器的割台高度控制系统设计[J]. 农机化研究,2008(3):134-136,156.
[6] 孟志军,刘卉,付卫强,等. 农田作业机械测速方法试验[J]. 农业工程学报,2010(6):141-145.
[7] 刘阳,马蓉,曹卫彬,等. 农业车辆自动导航系统中CAN总线的研究进展[J]. 农机化研究,2011(8):233-236.
[8] 贺东梅,吴国祥,李玉河. 基于远端监控的收割机数据检测系统研究[J]. 工程机械,2011(7):27-31,110.
