金堆城钼矿选矿工艺与技术
2018-06-30朱永安王漪靖王永超
朱永安,王漪靖,王永超
(金堆城钼业股份有限公司,陕西 西安 710077)
0 引 言
金堆城钼矿为一特大型斑岩钼矿床,露天开采,选矿设计及生产规模已从建矿初期的500 t/d 扩大到现在的4万t/d。与此同时,金堆城向河南汝阳、安徽金寨扩充资源,先后在汝阳东沟钼矿新建5 kt/d、2万t/d选矿厂,成为陕西有色的主干矿山,在国内钼炉料工业生产中占有极其重要的地位。矿产资源不可再生,钼资源储量日趋减少,总结探讨金堆城钼选矿技术进展历程和发展方向,对企业可持续发展和中国选钼技术进步具有重要的现实意义,对同类矿山生产建设具有很好的借鉴作用。
1 矿岩类型及矿石性质
金堆城钼矿是典型的的斑岩型钼矿床,矿体分北露天和南露天。北露天矿岩类型主要为花岗斑岩和安山玢岩,南露天上部主要矿岩类型为石英岩,下部主要为安山玢岩。南北露天矿石中主要金属矿物有辉钼矿、黄铁矿及少量黄铜矿、磁铁矿、磁黄铁矿、辉铜矿、方铅矿、闪锌矿,脉石矿物以石英为主,并有少量长石、萤石、云母、绿泥石等。辉钼矿呈细脉浸染状嵌布,粒度一般在0.027~0.045 mm,与石英、黄铁矿、黄铜矿、闪锌矿等关系密切。
金钼汝阳东沟钼矿矿岩类型为花岗斑岩,矿石中主要金属矿物有辉钼矿、磁铁矿、黄铁矿,另有少量的赤铁矿、钛铁矿、方铅矿、闪锌矿、黄铜矿;主要脉石矿物有长石、石英、角闪石、绿泥石、高岭石,另有少量的黑云母、绢云母、方解石、萤石、滑石及碳质物等。辉钼矿主要呈片状集合体嵌布,嵌布粒度相对较粗,在+0.074 mm 粒级中辉钼矿的占有率为36.61%,与石英、绿泥石、长石和方解石的嵌布关系十分密切。
金堆城钼矿和汝阳东沟钼矿矿石主要元素分析见表1。

表1 金堆城和汝阳原矿主要元素分析结果 %
2 选矿厂建设及扩产改造概况
2.1 金堆城本部建设概况
金堆城钼矿始建于1958年,1966~1983年先后建成投产了一选厂、二选厂及三选厂,设计日处理矿量2.05万t,年产钼精矿标量1.34万t。一选厂1966年9月建成投产,设计规模500 t/d。根据矿山发展战略,1993年一选厂停产拆除。二选厂1971年9月建成投产,设计规模5 000 t/d。经过1973年和1980年2次扩建,二选厂形成了4个磨矿与粗选系列,保留原1个精选系列,设计规模增加至6 600 t/d,现实际生产能力为8 000 t/d。三选厂1983年11月建成投产,设计规模1.5万t/d,9个磨矿与粗选系列,3个精选系列。1996年三选厂实施达产改造,2011年在预留场地新建1万t/d生产线,目前实际处理矿量为3.2万t/d。
2.2 金钼汝阳建设概况
2004年初,金堆城联合别的企业收购了汝阳东沟钼矿,成立了金钼汝阳公司。2011年12月,金钼汝阳5 kt/d选矿厂建成投产,目前处理量已达到6.2 kt/d[1]。2015年6月,金钼汝阳2万t/d选矿厂建成投产,目前正在进行达产达标工艺攻关,达产达标后,年产57%钼精矿1.32万t,63%铁精矿14.52万t。
3 选矿工艺及技术进步
3.1 改混合浮选为优先浮选,奠定了大工业生产的基础
一选厂原设计浮选工艺为钼硫混合浮选(见图1),混合精矿抑硫浮钼,分离浮选的尾矿即为硫精矿,分离浮选的钼精矿经1段再磨和8次精选获得最终钼精矿,当年生产的钼精矿品位仅34%~40%,钼回收率50%~65%。1967年6月,将混合浮选改为钼优先浮选(见图2),钼精矿品位达到46.62%,回收率提高到72.4%,这一工艺被二、三选矿厂改造或设计时采用[2]。
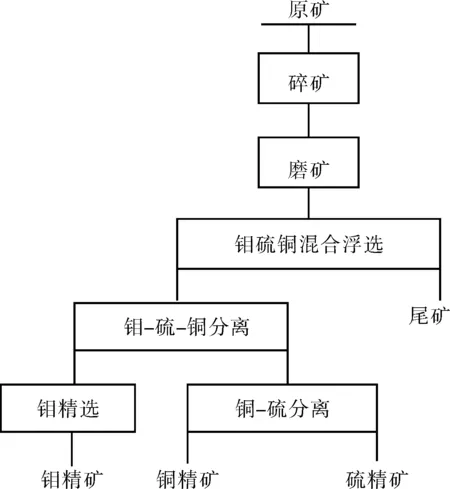
图1 金堆城钼矿混合浮选原则流程

图2 金堆城钼矿优先浮选原则流程
3.2 提高钼精矿品位工艺攻关,钼精矿质量达到国际先进水平
为了提高钼产品竞争能力,打入国际市场,1980年金堆城首先与北京矿冶研究总院合作,在一选厂增加粗精矿浓缩脱药、1段再磨旋流器串联,使钼精矿品位由46%提高到51%,各项含杂也相应降低。1981年到1992年,又与西安冶金研究所等单位合作,在西德专家协助下,增加2段再磨,使钼精矿品位达到53%。
3.3 新药剂应用研究
3.3.1 磷诺克斯降铅成效显著
金堆城设计抑铅采用重铬酸钾,一般情况下钼精矿中铅含量不超标,但有时高达1%,影响产品出厂。1987年在三选厂进行了磷诺克斯降铅工业试验研究,在钼精选段加药 8.3 g/t,使钼精矿中的铅含量由 0.916%降至 0.078%,远远优于国标(0.15%)的要求。1991年,选矿厂推广应用磷诺克斯后钼精矿中铅含量降至0.042%以下,满足了外商要求[3]。
3.3.2 首创无氰选钼社会经济效益巨大
氰化钠一直是选钼的“王牌”抑制剂,但因其毒性大,对环境污染严重,无氰选钼一直是选矿界关注的技术难题。金堆城和西北有色金属研究院合作,经过长达10年的反复试验研究,于1994 年率先在国内实现了无氰选矿,用巯基乙酸钠代替了氰化钠,在不影响钼品位、回收率的前提下,各项含杂符合要求,该技术的应用,年直接经济效益显著,并有巨大的社会效益[4]。
3.3.3 YC 药剂代替煤油效果明显
2005年,对 YC捕收剂选钼进行了系统的小型试验和工业试验。试验结果表明,在相同条件下,YC捕收剂选钼技术指标与煤油相当,个别指标优于煤油,尤其适合于选别低品位难选矿石,可以替代煤油。2006 年5月YC药剂在金堆城钼矿推广应用,选钼回收率提高1.68 个百分点[5]。
3.3.4 泡沫调整剂研究初见成效
针对现用杂醇起泡剂粗选起泡速度慢、精选段发粘的问题,2016年与中南大学合作,研发并筛选出泡沫调整剂ZF-68,该药剂可明显改善粗选起泡速度慢、精选泡沫不易破的问题,粗选泡沫量增大,精选泡沫流动性变好。目前ZF-68泡沫调整剂正在三选厂进行工业试验,有望应用成功。
3.4 57%钼精矿新工艺填补国内空白
1999年,对二选厂精选工艺进行了改进,将深度浮选工艺直接设置于精选之后(见图3),使钼精矿品位由51%提高到57%以上[6]。2006年,三选厂进行了57%钼精矿新工艺及产业化研究,首次在钼精选段联合采用浮选柱和浮选机及立式搅拌磨擦洗工艺(见图4),在保证回收率不降低的情况下,实现了采用单一浮选法全部生产57%钼精矿[7],为我国钼产业链后续产品工艺优化和质量提升奠定了基础。
3.5 难选细粒钼资源回收效果显著
随着矿产资源的开发,金堆城钼矿石趋向于贫、细、杂,生产高品位钼精矿时精选尾矿钼含量高达0.4%~0.6%,其中-20 μm粒级含量达到50%以上,年损失钼金属约900 t。2012年开展了钼精选尾矿再选技术研究,2014年采用矿泥分散—选择性絮凝—强力抑铜浮钼工艺技术及旋流静态微泡浮选柱分选设备,实现了难选微细粒级高铜精选尾矿的综合回收[8],年回收钼精矿标量1 000 t,新增利润2 000余万元。
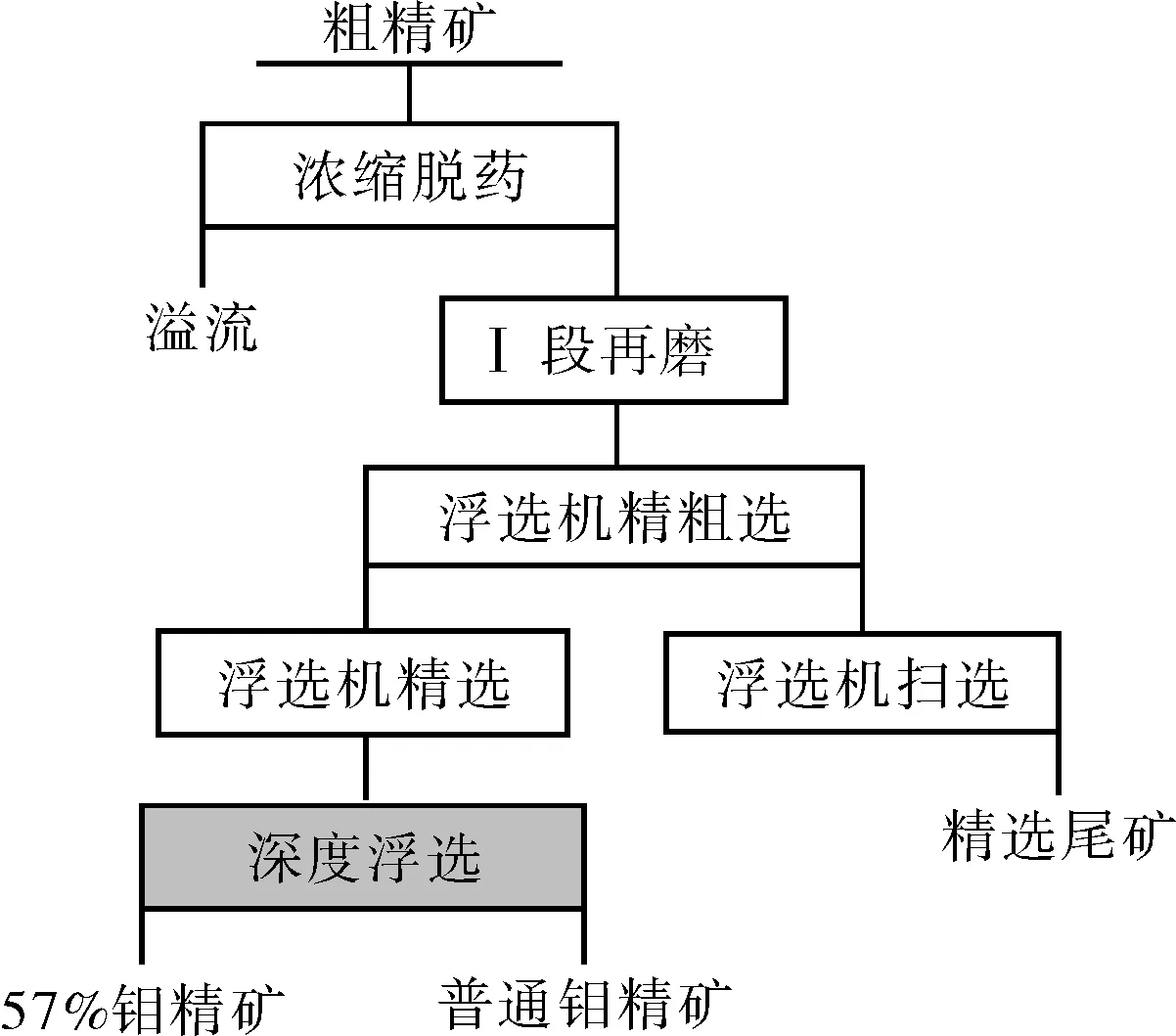
图3 57%钼精矿深度浮选原则流程
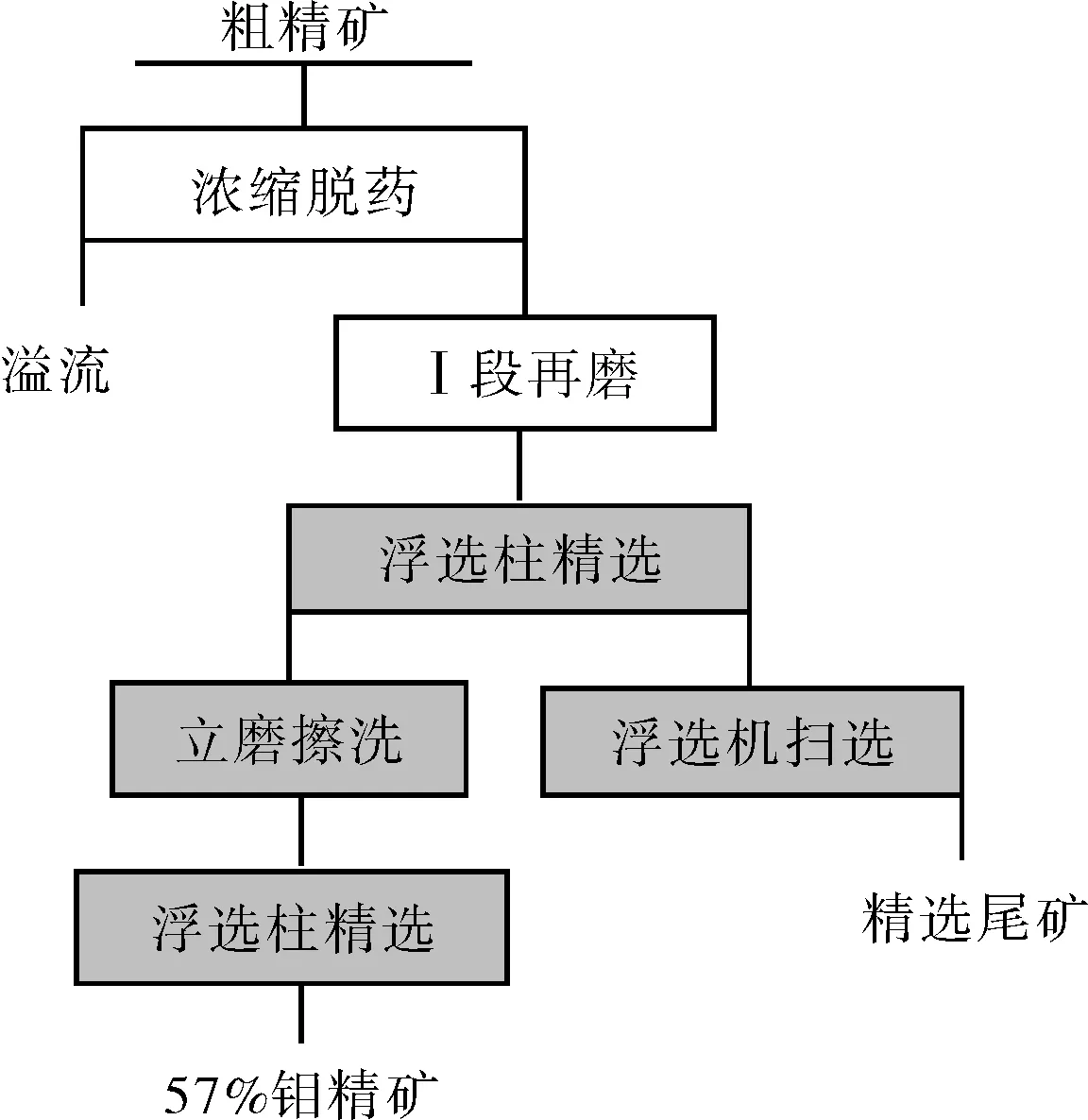
图4 57%钼精矿机柱联合浮选原则流程
3.6 碎磨工艺及选矿装备升级技术改造
3.6.1 水力旋流器代替螺旋分级机
2007年,二选厂采用FX-710水力旋流器代替一段磨矿用2FLG-3000型螺旋分级机,分级效率提高5.41个百分点,溢流浓度和细度提高 3.04和9.57 个百分点,粗选段浮选回收率提高1.04个百分点[9]。2014年,三选厂采用FX-500水力旋流器对3台2FLC-2400型螺旋分级机进行了改造,年增产钼精矿标量105 t,创效益300万元。
3.6.2 高压辊磨开创有色矿山应用先河
2009年,三选厂在选矿工艺升级改造中,碎矿采用3段闭路+高压辊磨新工艺,碎矿产品粒度P80降至6.8 mm、-0.074 mm含量达到17%,磨矿功指数由13.6 kWh/t降至12.2 kWh/t,球磨机处理能力提高33%,实现了“多碎少磨”和节能降耗[10],开创了高压辊磨机在有色行业应用的先河。
3.6.3 半自磨工艺代替常规碎磨工艺
2015年,金钼汝阳新建2万 t/d选矿厂碎磨采用“粗碎+半自磨+球磨+顽石破碎”工艺流程代替传统的“3段闭路破碎+球磨”工艺流程,实现了我国钼选厂碎磨工艺的重大突破。半自磨工艺不仅简化了选矿厂的工艺流程,更有利于环境保护,也为实现自动化智能调节奠定了基础。
3.6.4 大型浮选设备应用有所创新
1993年,三选厂采用XCF/KYF-24浮选机联合机组对钼硫粗选A型浮选机进行了改造,在国内首次实现了该类型浮选机的水平配置[11]。2011年,该厂新建1万t/d生产线粗扫选采用CCFφ5.0×10 m浮选柱+KYF-100浮选机联合机组,提高选钼回收率0.48个百分点。2015年,金钼汝阳新建2万t/d选矿厂粗扫选采用KYF-260浮选机,选矿装备水平大幅提升。
3.6.5 钼精矿脱水工艺简化
2010年,三选厂经过试验研究,首次在钼矿山成功应用拉罗克斯压滤机,将钼精矿传统的3段脱水工艺简化为2段脱水工艺,使滤饼水分控制在10%左右[12],省去了干燥环节,杜绝了物料飞扬损失及环境污染现象,提升了装备水平。
3.7 综合回收效果显著
金堆城钼矿床中含铜矿物为黄铜矿,地质品位仅0.028%,由于钼铜伴生,铜在选钼过程中富集而进入钼精选段,钼精选尾矿含铜0.5%~0.8%。在小试成功的基础上,1985年起,即投入铜的工业生产,采用一粗、一扫、三精的工艺流程,获得了铜精矿品位16%以上、铜作业回收率75%~80%的选别指标,年回收铜金属1 000 t,经济效益显著。在我国开创了低品位铜的综合回收先例。
钼矿床中磁性铁含量分布均匀,平均品位0.921%,几乎全部进入钼硫尾矿。从1991年起和鞍钢矿山公司研究所合作,采用磁选—再磨—细筛自循环工艺,获得了TFe品位63.70%、回收率55%的铁精矿[13],突破了超细低贫磁铁矿用常规工艺品位难以达到60%的难题,填补了国内该领域的空白。目前,铁精矿产量已达到5.5万t/a,年创效益1 000万元。
3.8 总结及简评
金堆城钼矿依靠科技进步,不断进行技术改造,使选矿流程结构不断优化,药剂制度逐渐合理,工艺指标不断提高,取得了明显的经济、社会效益。
“优先浮选”原则流程的改进,为钼硫分离、提高钼精矿品位奠定了基础,结束了我国钼精矿质量长期徘徊不前的历史;随着对“辉钼矿原品位低、粒度细、选矿比大、浮选过程中油药富集”等特点的认识和发现,研究采用“粗精矿脱药—多段磨矿—多次精选”流程,将钼精矿品位从46%提高到53%,是选钼工艺进步的里程碑,也是针对矿石性质而确定选矿工艺的成功典范;“深度浮选”和“机柱联合—立式擦洗”工艺是针对下游工厂需要超高品质钼精矿而研究开发的,这种单一浮选法突破了国内外用湿法冶金法生产高品质钼精矿的传统工艺,达到国际领先水平;磷诺克斯、巯基乙酸钠、YC药剂的推广应用,打破了选钼用传统药剂的观念, 在选矿药剂应用方面取得重要突破;高压辊磨机、半自磨机、大型浮选机、拉罗克斯压滤机的研究应用,提升了我国钼选矿工艺及装备水平,铜、铁等有价元素得到综合回收,提高了资源利用率,安置了企业富余人员。
经过50多年的发展, 金堆城钼矿选矿工艺与技术装备处于国内同行业领先地位, 已成为当代中国钼选矿工业的代表。建矿以来,金堆城选矿生产技术指标不断提高,具体变化见图5~图7。

图5 金堆城选矿处理矿量变化

图6 金堆城钼精矿产量变化

图7 金堆城钼选矿回收率及精矿品位变化
4 存在问题及努力方向
4.1 粗精矿浓缩脱药问题
金堆城现有2个选矿厂工艺设计都考虑了粗精矿浓缩脱药,由于浓密机脱药效果有限,加之底流管堵塞及生产管理等因素,浓密机始终未能正常运行而改作他用,影响再磨细度和选别指标。研究应用新的脱水工艺及设备是金堆城钼选矿面临的技术难点之一。
4.2 57%钼精矿工艺适应性问题
目前,金堆城生产57%钼精矿采用深度浮选或机柱联合新工艺,这两种工艺都依赖于矿石性质,对矿石岩性、品位及可浮性要求较高。同时,还存在着精选流程长、中矿反复循环和精尾跑高等问题,尤其是矿石品位下降时问题更为突出,难度更为加大。因此,研发一种高效节能、灵活简捷的57%钼精矿生产工艺很有必要。
4.3 浮选新工艺研究深度不够
由于多种原因,对当前选矿技术前沿的浮选工艺,如闪速浮选、电化学浮选、分支浮选、无捕收剂浮选等还没有进行深入研究和应用,选矿自动化和信息化程度不高。今后要加强新工艺研究应用,提高自动化和信息化水平,力争使浮选工艺发生新的变革。
4.4 金堆本部碎磨工艺及装备落后
金堆城本部碎磨工艺为传统的3段破碎+磨矿,碎矿产品粒度粗,装备水平落后,与国外大型有色矿山有较大差距。目前,正在研究整体升级改造,拟拆除现有2个老选厂,保留新建1万 t选矿厂,采用露天矿半移动破碎-胶带输送结合与SABC工艺,新建一个3万t/d选矿厂。
4.5 金钼汝阳半自磨工艺面临的问题
金钼汝阳2万t/d选矿厂半自磨工艺历经一年多的调试,仍存在半自磨机生产能力低、电耗高、钢球消耗大、衬板消耗快的问题,亟待研究确定适宜的钢球尺寸、衬板材质及工艺操作参数,尽快实现达产达标。
4.6 选矿回收率与国外差距大
虽然金堆城钼选矿技术取得了可喜的进展,但与西方先进企业相比选矿回收率较低,美国克莱迈克斯(Climax)选钼回收率可达到91%~92%,而金堆城目前选钼回收率最高仅为87%。寻求一种简单有效的方法如新工艺、新药剂提高选矿回收率,是提高金堆城选矿技术乃至中国钼选矿技术水平亟待解决的重要问题。
4.7 选矿自动化和信息化程度较低
金堆城选矿自动化仅限于微机核子秤、自动加药机、自动磨矿控制、自动采样等系统,这些自动化作业不能有机结合、相互协作、相互补充。另外,生产指标实时信息采集、数据处理及传递系统不够完善,信息不能共享。随着矿山专用检测仪表的研究与开发,模型预测控制、智能控制、优化控制将成为选矿过程控制的主要发展方向。从矿山实际出发,需要把以信息技术为核心的“数字矿山”作为选矿信息化的目标和方向。
[1] 白建敏.河南东沟钼矿选矿工艺研究设计[J].中国钼业, 2015, 39(6):36-40.
[2] 马保平.金堆城钼业公司选矿技术进展与创新[J].中国钼业,1997, 21(2/3):59-61.
[3] 董燧珍.金堆城钼业公司百花岭选矿厂技术进步的回顾与思考[J].中国钼业,2002, 26(1):19-22.
[4] 杨江海.巯基乙酸钠代替氰化钠选钼生产实践[J].中国钼业,1998, 22(1):30-34.
[5] 张美鸽, 徐秋生, 刘迎春.YC药剂工业试验研究[J].有色金属(选矿部分), 2007, 31(2):48-50 .
[6] 朱永安.金堆城钼业集团选矿技术新进展与发展方向[J].金属矿山,2006, 359(5):1-3.
[7] 张学武, 王漪靖.品位57%钼精矿处理新工艺及产业化分析[J].现代矿业,2011,505(5):24-27.
[8] 王漪靖.陕西某钼矿难选细粒钼资源综合回收试验研究[J].矿冶工程, 2015, 35(5):49-52.
[9] 刘建平, 高雪婷.水力旋流器优化某磨矿分级作业的工业应用[J].现代矿业,2015(2):64-66.
[10] 王金玮, 俞国庆.高压辊磨机在某钼矿选厂的应用[J].现代矿业,2014, 537(1):130-131.
[11] 王漪靖.采用XCF/KYF-24 m3大型充气式浮选机选钼的实践[J].中国钼业,2000, 24(3):19-22.
[12] 刘迎春.金堆城百花岭选矿厂重大技术进步回顾与展望[J].中国钼业,2013, 37(3):20-23.
[13] 马保平, 高林章.从钼选厂尾矿中综合回收低品位磁铁矿的研究与实践[J].有色金属(选矿部分), 1996(2):42-44.
