双金属管管端加工专用镗铣床的开发
2018-06-22刘录锋杜小兵赵与江裴卫民
刘录锋,雷 超,姜 扬,杜小兵,赵与江,李 军,裴卫民
(1.中国重型机械研究院股份公司,陕西 西安 002293;2.攀钢集团江油长城特殊钢有限公司,四川 江油 621702;3.浙江久立特材科技股份有限公司,浙江 湖州 313028)
0 前言
液压涨型内衬复合管的生产工艺要求,在内衬成型及堆焊后分别进行两次端部镗孔加工[1]。目前已有的复合管生产线如德国的Butting公司、上海海隆防腐技术工程有限公司、西安向阳航天材料股份有限公司、番禺珠江钢管有限公司等,均在生产线上布置了多台通用镗床用于端部镗孔,以达到API Spec 5LD—2009《双金属复合管道钢规范》标准要求[2]。因采用通用镗床加工存在无法自动上下料、自动夹紧、自动检测及计算目标中心等缺陷,导致劳动强度大、加工质量不稳定、生产效率低[3]。中国重型机械研究院股份公司为浙江天管久立特种管材新建的Φ630 mm双金属内衬复合管生产线,研发了国内首套复合管管端加工专用镗铣床,实现了在线检测、全自动镗孔的功能。目前,该设备已经可靠运行4年,加工质量稳定,生产效率、合格率超过设计要求。
1 复合管管端加工要求
根据双金属内胀成型复合管的加工工艺要求[4],管端镗孔加工分为粗镗、精镗两种工况,工艺要求如:粗镗加工镗孔深度50~100 mm,同轴度误差小于0.15 mm,加工面光洁度高于Ra6.3;精镗加工镗孔深度50~100 mm,同轴度误差小于0.15 mm,加工面光洁度高于Ra3.2。
2 设备组成及工艺流程
2.1 设备组成
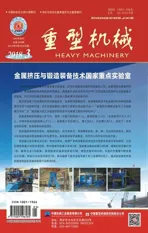
该设备总体布局如图1所示,主要由上料辊道以挡板装置1、1#主机2、1#加工位升降辊道3、双车移钢装置4、2#加工位升降辊道5、2#主机6、出料辊道7以及电气、液压系统等组成。主要用于自动上下料,并配合两台主机,分别自动完成对钢管两端的镗孔加工。两台主机主要由在线测量系统、夹紧平移装置、偏心动力头、轴向进给装置和床身等组成。
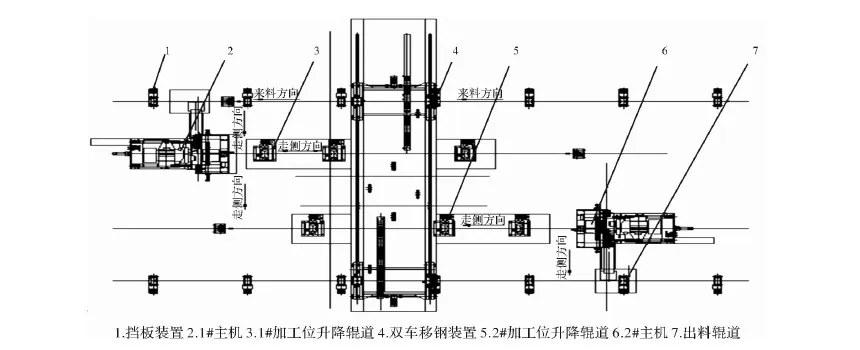
图1 全自动复合管线数控管端镗铣床布置
2.2 加工工艺过程
经过內胀成型或堆焊后的钢管,由上料挡板轴向输送到挡板处进行端部定位后,由1#移钢车托起横向输送到1#加工工位并落料到1#升降辊道上,1#车返回到上料位,1#辊道轴向输送钢管到安装于主机上的1#管端定位挡板完成管端定位后,1#主机内夹紧装置夹紧钢管,1#自动检测装置工作,测量、计算出管端内壁中心并将该值反馈给控制系统,主机根据反馈值完成刀具对中移动后开始镗孔加工。加工完成后,1#夹紧装置打开,1#升降辊道轴向移动钢管到移钢位置,2#移钢车移钢到2#加工位,进行1#加工位类似工序完成钢管两端加工,2#车将成品钢管输送到出料辊道完成出料。连续生产时,多根钢管同时顺次完成以上工序。
3 技术创新点
3.1 在线管壁中心的自动测量和计算
双金属管管端加工专用镗铣床在线自动夹持、定位过程中,由于坯料直度、钢管内壁椭圆度、壁厚偏差及辊道支撑精度等因素的影响,使得每次镗孔的理论中心位置均不同[5]。因此,需要精确测量、计算出每个管端的理论镗孔中心,并根据理论镗孔中心进行镗削主轴相对位置调整,才能达到加工精度要求。自动测量和确定理论镗孔中心的过程就是主机运动目标值的确立过程,其精确度和稳定性是保证加工精度的前提。管端内壁存在堆焊、衬管焊缝等较复杂的测量条件[6],结合激光非接触式测量的诸多优点,最终确定了测量系统模型,该系统采用三坐标平台+高精度激光测径的形式,主要由一套测量装置以及一套计算模型组成。如图2 所示,测量装置由3组直线副组合完成测头在空间内X、Y、Z三个方向的运动要求,另有一个检测轴由一伺服电机驱动实现管体内壁圆周向不同相位角度的检测,在检测轴上装有一个激光测距仪,测距仪将采集到的数据经光纤输送给计算机,计算机根据计算模型进行数据分析处理[7],测量控制模型如图3所示。
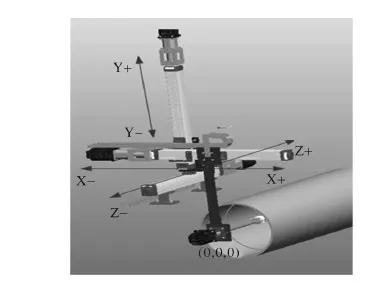
图2 测量装置结构图
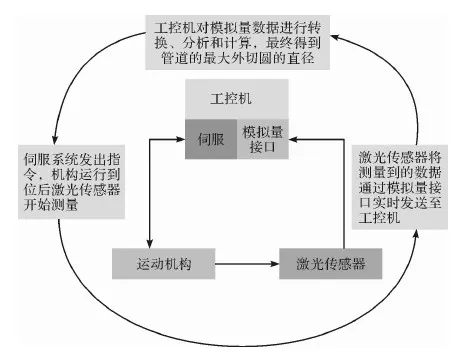
图3 测量系统控制模型
具体测量过程:
(1)Z向直线副驱动测量轴先在基准段沿着轴线位置移动,每隔50 mm旋转轴测量一次,共在管端内壁上测量多个切面,根据测量结果计算出基准段的基准轴线。
(2)Z向直线副继续驱动测量轴在管端内壁加工段沿着轴线位置移动,每隔50 mm旋转轴测量一次并将测量值输送给计算模型。在精镗时,在Z向直线副运动过程中,同时测量出堆焊处的轴向深度并将该值输送给控制系统,进而确定出镗孔深度。
(3)计算模型根据测量结果拟合出整个加工段毛坯面的最大外接圆柱面及该圆柱面的轴线相对于测量系统的坐标,进而得到镗孔轴的目标中心。
(4)检测完毕后,Z向直线模组反向退出至管口,X向负方向移动,完成后,Y向正向退出,Z向收回。
测量数学模型如图4所示,由于测量的最大内径约为600 mm, 尺寸范围大、测量精度高,现有的位移传感器很难同时满足测量范围和精度的要求。同时,也由于结构及测长仪的安装等因素的影响,此系统采用相对测量原理,利用标定好尺寸的测量臂和高精度的激光位移传感器进行组合测量。
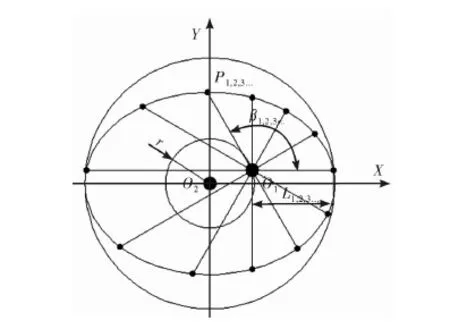
图4 测量数学模型
图4中,O1为测量系统实际测量时的旋转轴的转动中心;O2为管子内壁所有测量点的最小外接圆的圆心;r为经过标定后的转轴转动半径;P1、P2…等点为内壁的测量点;β1、β2…等为各个测量点对应的测量轴转动的角度;L1、L2…等为对应各个测量点的测长值,R为总的测量半径。其具体关系为
R=r+L(β)
(1)
各个测量点对应的测量半径为
Ri=r+L(βi)
(2)
将P点从极坐标系转化为直角坐标系,得到对应点的直角坐标系坐标为
x(βi)=R(βi)cosβix
(3)
y(βi)=R(βi)sinβi
(4)
通过对管材质量以及夹紧装置对管材的影响进行分析,将管材内壁虚拟为椭圆形式。设该椭圆隐式方程[8]为
F(x,y)=x2+Axy+By2+Cx+Dy+E=0
(5)
式(5)是一个关于A、B、C、D、E的线性方程,根据最小二乘原理就可以获得椭圆的理想参数[9]。设Pi(xi,yi),(i=1…N)为轮廓上的N个测量点,由最小二乘原理可得目标函数为
F(A,B,C,D,E)=Ni=
(6)
由极值原理可得式(6)中A、B、C、D、E的最优值,进而得出原点坐标(x0,y0),该点即为镗孔的目标中心。
3.2 镗杆坐标的调整原理
主机上有两个系统联合动作以实现主轴相对目标中心的位置调整,即偏心微动动力箱和水平横移夹紧装置,分别用于镗杆相对于目标位置的用于Y向调整及管坯中心X向的调整。
(1)偏心微动动力箱。该动力箱安装于轴向进给装置上,主要用于完成切削主运动(镗杆旋转)及安装镗杆的偏心套筒的旋转位置调整,以达到镗削中心相对于管坯Y向坐标的调整,其原理如图5所示[10]。
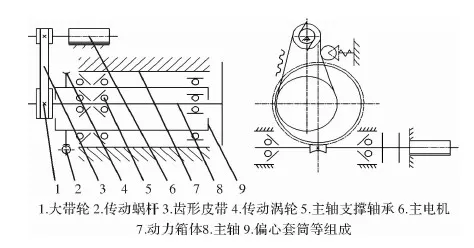
图5 偏心微动传动箱原理图
偏心微动动力箱,包括安装在机架上的动力箱体,动力箱体内部安装偏心套筒,偏心套筒内安装主轴,主轴一端连接大带轮,大带轮通过皮带连接动力源获得动力用以满足镗杆旋转切削;偏心套筒外安装动力旋转驱动机构,动力旋转驱动机构连接偏心套筒外壁,驱动偏心套筒进行旋转用以满足镗杆中心为位置调整。在偏心套筒上安装有轴盘锁紧装置用以提高切削稳定性[11]。
(2)水平横移夹紧装置。该水平横移夹紧装置采用液压缸经同步机构驱动夹具实现钢管夹持,整个夹紧装置在一套直线轴的驱动下,实现钢管夹持后的水平位置调整。在夹持环节和水平移动副环节设置有锁定机构以提高夹持稳定性和测量精确性[12]。其结构原理如图6所示。
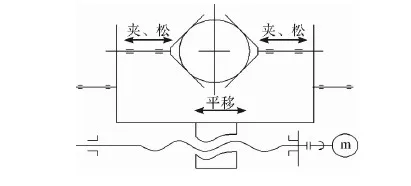
图6 水平横移夹紧装置结构原理
(3)坐标位置的调整工艺。在得到镗孔中心的目标位置后,需要驱动主机实现镗杆中心与目标位置的高精度重合,按照加工工艺要求完成加工。因为镗孔深度(主机Z向)在粗镗时通过控制系统给定,精镗时按照测量系统的测量结果自动控制;所以在X、Y方向上将镗杆中心移动到目标位置上是最为关键的一环。镗孔坐标调整原理如图7所示。
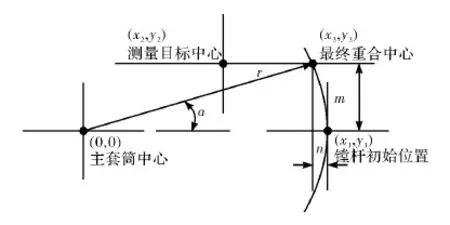
图7 镗孔坐标调整原理图
图7中共有4个坐标点。主套筒中心(0,0)为主心套筒的中心坐标,偏心套筒安装于主套筒内。偏心套筒在电机驱动下以偏心值r为半径绕着主套筒中心旋转。镗杆初始位置(x1,y1)为偏心套筒在坐标调整前的初始位置,也是镗杆的中心位置。测量目标中心(x2,y2)为测量系统测量出的加工段孔的中心坐标。最终重合中心(x3,y3)为经过镗杆中心调整和夹紧装置横移后,测量目标中心与镗杆中心的最终重合坐标。
镗杆中心和目标中心的最终重合通过两个步骤来实现。
(1)转动偏心套筒满足Y向两个中心(测量的目标坐标和镗杆中心)的重合,即
m=y2-y1
(7)
因为是Y向调整为偏心旋转的原理,所以需要计算出偏心套筒的旋转角度,即图中角度值α。
α=sin-1m=sin-1(y2-y1)
(8)
偏心套筒旋转后,使得镗杆在满足Y向坐标重合的同时,在X向上产生另外的变量n。
n=r·(1-cosα)
(9)
n=r·(1-cos(sin-1(y2-y1)))
(10)
(2)横移管坯满足X向两个中心(测量的目标坐标和镗杆中心)的重合。在偏心套筒偏转镗杆位置后,夹紧装置在横移电机驱动下横向移动被其夹持的钢管到镗杆的旋转中心,设横移值p为
p=(y2-y1)-n
(11)
p=(y2-y1)-r·(1-cos(sin-1(y2-y1)))
(12)
为消除累积误差的影响,提高测量和加工精度,采用分段标定并实时对加工程序进行纠偏、修改的工艺方法,有效的保证了产品的加工质量[13]。
4 实际使用效果情况
该机经过现场调试后即投入使用,完全实现了整机自动化稳定生产。粗镗Φ325 mm表面光洁度≤Ra3.2,圆度误差≤Φ0.05 mm,同轴度误差≤Φ0.06 mm;精镗Φ325 mm,表面光洁度≤Ra1.6,圆度误差≤Φ0.03 mm,同轴度误差≤Φ0.08 mm。与国内其它厂家相比,该机在减小了劳动强度的同时,产量达到平均水平3倍以上,成品合格率达到98%以上,达到了设计和使用要求[14]。
[1] 王永芳,袁江龙,张燕飞,等.双金属复合管的技术现状和发展方向[J],焊管,2012,36(02):5-6.
[2] 曹晓燕,邓娟,上官昌淮,等.双金属复合管复合工艺研究进展[J],钢管,2014,43(02):14.
[3] 郭利军,杜中强,杨专钊,等.双金属复合管生产与驻厂监造[J],中国石油和化工标准与质量,2014(01):238.
[4] 抗腐蚀合金复合钢管或衬管规范API 5LD[S]:16.
[5] 陈明微.双金属复合管制造和加工的关键技术及其用途[J],钢铁工艺,1996 (01) :11-16.
[6] 许爱华,院振刚,杨光,等. 双金属复合管的施工焊接技术[J] . 天然气与石油,2010,28(06) :22-28.
[7] 卢荣胜,孙长库,叶声华,等.无缝钢管直线度视觉准直在线实时测量系统[J].天津大学学报,2000 (01).
[8] 赵士磊,曲兴华,邢书剑,等. 激光非接触式大尺寸内径自动测量系统[J] . 红外与激光工程,2012,41(08) :2186.
[9] 张福民,曲兴华,刘红轩.激光内径测量系统参数校正及算法优化[J].纳米技术与精密工程,2011,9(05):460.
[10] 刘录锋,赵西韩,邱锋,等.一种单坐标小行程进给动力箱[P].陕西:CN205085427U,2016-03-16.
[11] 刘录锋,李随雄,陆明红,等. 一种轴盘锁紧机构[P].陕西:CN205010213U2016-02-03.
[12] 解吉辉,刘录锋. 新型钢管夹紧装置[P]. 陕西:CN2808438,2006-08-23.
[13] 沈金华. 数控机床误差补偿关键技术及其应用[D] .上海:上海交通大学,2008.
[14] 刘建彬,王扬,钱进森,等.耐蚀合金复合管的生产与发展现状[J] .钢管, 2014,43 (05):6.