基于S7-200烟末压棒机加湿控制系统设计与研究
2018-06-14张宏巍刘加树
张宏巍 刘加树
(安徽中烟工业有限责任公司蚌埠卷烟厂,安徽蚌埠 233000)
卷烟厂烟末压棒机主要的作用将整个生产车间除尘后收集起来的烟草粉尘压成有一定的密度圆柱体棒料,以便于烟末进行包装和运输。烟末压棒机是螺旋送料器,油缸组合,液压系统、储料仓、旋转落料装置等组成。储料仓中的烟沫被送入到压缩座中的物料在特种压尖油缸活塞杆的不断挤压下,被送入成形头,结实的棒料在成形头中被特种压尖油缸活塞杆压缩成圆柱体形。在油缸活塞杆每压缩一次就形成一节小棒,随着油缸活塞杆间隙式不断压缩,一节一节棒不断从烟末压棒机成型棒出料口压出,当圆柱体烟沫棒到一定长度时,烟沫棒就会因自身重量断裂落下包装袋中。在压力一定情况下,烟沫棒的长短和烟沫含水率有关,车间生产过程中产生的梗签、烟沫、粉尘含有大量的焦油和水分合适的情况下容易压棒。但为了降低消耗、节约成本,进入压棒机储料仓之前会增加筛分系统对颗粒大的烟沫和烟梗进行回收,大颗粒的烟梗和烟沫被筛分设备筛分出来,剩下的都是颗粒极小的烟沫,由于这些烟沫、粉尘水分很小,低于10%水分粉尘一般压成棒后放置一段时间会自己散开。达不到烟末压棒成型的效果。
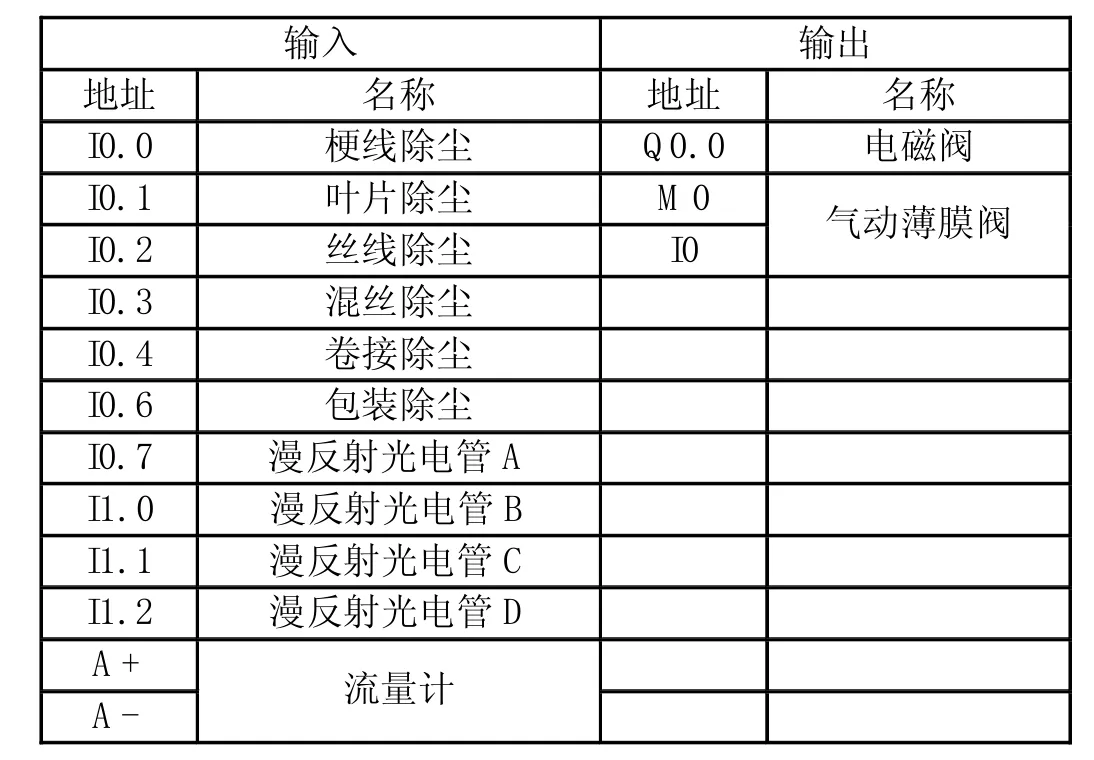
表1 西门子S7-200控制地址接线分配表
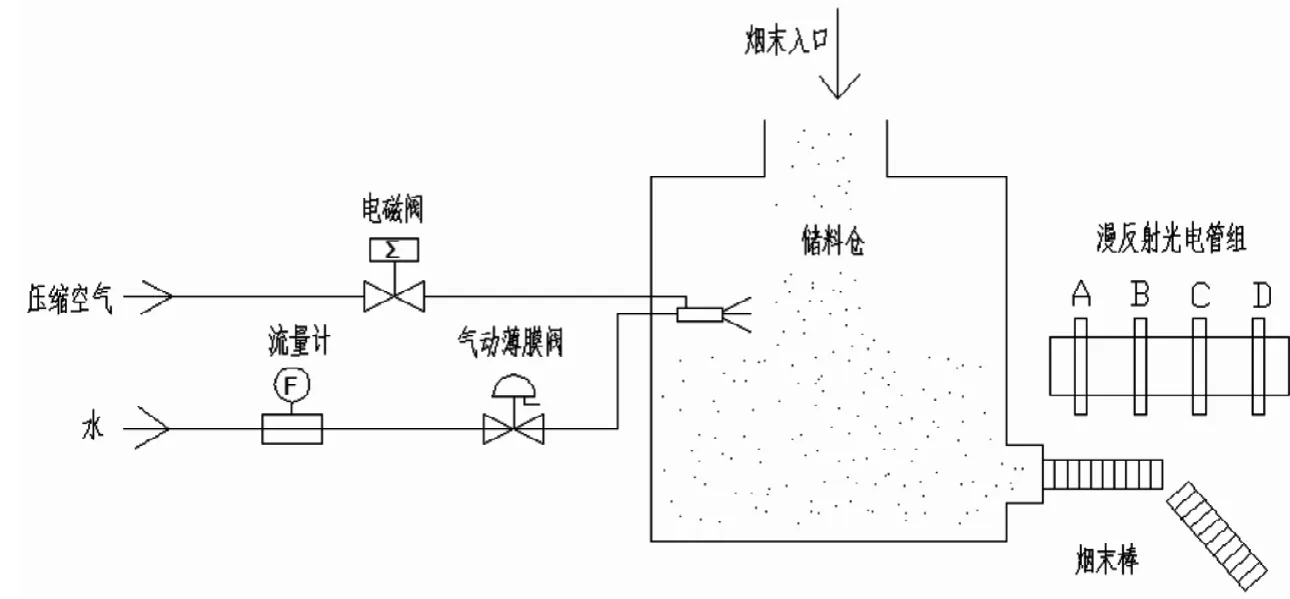
图1 加水控制系统
1 加湿控制系统总体设计
1.1 技术研究
卷烟整条生产线是由好多段组合而成,各段之间可以同时生产也可独立生产。各段生产时有各段的除尘设备,每台除尘卸灰阀出灰口都连接着除尘管道,再由一台除尘设备进行收集,收集的烟末灰由螺旋输送设备输送到烟末压棒机。在烟末收集输送整个过程中,全部是在密闭的状态下进行,不方便增加在线烟末流量监测仪器和在线烟末水分检测仪器。同时烟末压棒机把烟末压成烟末棒后也无法在线检测烟末棒的水分含量。通过分析只能采用其他方式进行对压棒机来的烟末量进行流量和水分值的估算。可以把整个卷烟生产线划分为梗线除尘、叶片除尘、叶丝除尘、混丝除尘、卷接除尘、包装除尘等部分。可以通过检测各段开启情况根据经验值估算出进压棒机烟末的流量和水分值。烟末压棒后水分相对越大越能成型,压棒机烟末出口烟末棒的长度越长。水分越小压棒机烟末出口烟末棒的长度越短或者不能成圆柱体棒型。这样可以通过检测圆柱体烟末棒的长度来估算烟末的水分值。
1.2 方案设计
为了解决烟末压棒机不能成型问题,设计一套压棒机加湿控制系统,该系统能在储料仓内增加烟末的水分值,使水分值达到能压成棒的范围内。
压棒机加湿控制系统的组成:电磁流量计、双介质喷嘴、气动调节薄膜阀、漫反射光电管组、电磁阀、管路系统、PLC电控系统等组成,如图1。
水源接入双介质喷嘴的物料入口。压缩空气接入双介质喷嘴的引射入口,起着对水进行雾化效果。流量计用来检测水流量大小,气动薄膜阀起着控制水的流量大小作用。电磁阀控制压缩空气的开关。漫反射光电管组有四个,四个漫反射光电管按照一定的间隙排列组成。

图2 加湿控制系统程序流程图
2 电控系统设计
2.1 PLC选择和I/O分配
PLC选用西门子S7-200,CPU型号选用CPU226,扩展模块选用EM235。CPU226自身带数字量输入和数字量输出点。扩展模块选用EM235作为模拟量输出和输出。如表1。
2.2 PLC软件设计
根据压棒机加湿控制系统实际功能画出加湿控制系统流程如图2。
3 电控控制原理
确定烟末棒的长度。烟末棒长度和烟末水分大小有关,通过四个排列的慢反射光电管来进行检测长度,漫反射光电管A=0时。表明烟末棒长度小于压棒机出料口到光电管A的距离。漫反射光电管A=1、B=0时。表明烟末棒长度小于压棒机出料口到光电管B的距离。漫反射光电管A=1、B=1、C=0时。表明烟末棒长度小于压棒机出料口到光电管C的距离。漫反射光电管A=1、B=1、C=1、D=0时。表明烟末棒长度小于压棒机出料口到光电管D的距离。漫反射光电管A=1、B=1、C=1、D=1时。表明烟末棒长度超过压棒机出料口到光电管D的距离。
卷烟生产线生产时,除尘设备系统和烟末压棒机开始工作。PLC检测梗线除尘、叶片除尘、叶丝除尘、混丝除尘、卷接除尘和包装除尘运行点I0.0到I0.6输入点的状态。根据检测各段开启情况以经验值估算出进压棒机烟末的流量和水分值。根据烟末流量和水分值算出开启加湿系统增加烟末的加水量。流量计反馈实际水流量的大小。根据加水程序流程图来确定加水量,这样就能形成一个水分添加的闭环控制系统,由于压棒机储料仓的有一定烟末储存量,在程序中增加了一定时间的延时更好地控制压棒机烟末棒的水分值在合理的范围内。
4 结语
针对烟末压棒机在烟末不能压棒成型问题。在不能对过程中的烟末在线称重和水分在线检测的情况下进行水分控制难度很大,该烟末压棒机加湿系统巧妙地利用慢反射光电管组来间接检测出烟末的水分范围值,并把检测出的烟末水分范围值作为反馈给控制系统。同时利用经验值利用除尘设备的开启路数来计算出烟末的来料流量和水分值。采用西门子S7-200PLC来进行控制,利用新型闭环控制加湿控制系统,该系统能有效地增加烟末压棒机的储料仓内烟末的水分含量,使烟末水分值控制在能压成棒的范围内,达到烟末棒处理的效果。
[1]刘加树,吴留年,等.一种压棒机烟沫加湿系统[P].中国发明专利,CN203172057U,2013.09.04.
[2]陈磊,胡发运,等.基于S7-200的装箱密度反馈控制系统设计[J].电子科技,2013,26(8):152-154.
[3]YJB501型液压压棒机使用说明书[Z].昆明船舶设备集团有限公司,2005.
