船体零部件制造数据模型研究
2018-06-13金风明曹新朝
金风明,曹新朝
(北京中船信息科技有限公司,北京 100861)
0 引言
伴随新一代计算机、通信、控制和传感器等技术的快速发展以及新技术向传统行业深度渗透,一场以数字化、网络化、智能化、个性化、服务化、绿色化为特征的产业革命正在加速到来。信息物理系统(Cyber-Physical Systems,CPS)作为各行业实现转型升级的有效实现途径,受到了国内外学界和产业界的广泛关注,各国政府及组织纷纷开展相关领域的探索研究。
信息物理系统的本质是通过传感、通信、计算和控制等信息单元和物理对象在网络环境下的高度集成与交互,提升信息系统在信息感知、实时通信、数据处理、分析决策、精准控制等方面的能力,实现物理世界的自主协调、效率提升、性能优化与安全保障。船舶制造业作为劳动、资金和技术密集的现代综合性产业,为海洋开发、水上交通和国防建设等行业提供技术装备,其技术水平的发展对拉动经济增长和增强综合国力发挥着很大的作用[1,2]。日韩等国通过建立计算机集成制造系统,大力推进信息化和数字化,加强造船生产设计和生产管理,大幅度提高了造船生产效率。为了应对激烈的国际竞争,国内造船业必须提高自主创新能力和产业的综合素质[3]。在船舶行业开展数字双胞胎、边缘计算以及全生命周期优化技术应用开发和相关数据系统的建设,归纳相关技术的应用模式验证方案对于CPS的建设具有重要的意义。
1 船体分段车间的工业生态模型
信息物理系统的建设是一种工业PaaS技术方案。在其核心能力建设中,重点在于工业生态模型、产品模型数据交换系统、三维模型数据交换系统、工业知识库等方面的建设。
在物理信息系统的建设过程中,为了保持协同业务中的数据一致性,需要建立基础的数据模型。在此基础上,可以根据不同的需求对企业业务进行组合。以工业生态模型为核心,建立模型数据交换系统,可以融合生产自动化系统与生产经营管理系统,打通船舶产业链上下游信息共享通道,实现产业链的全程在线与数据共享,提升产业链整体综合效能,推动船舶制造业转型升级。此外,基于工业生态模型还可以建立实体产品(如实体船)的数字孪生(digital twin),不仅记录产品全生命周期(设计、制造、交付、维保、回收)的全部数据,而且可以通过不断反馈迭代,优化产品设计、制造、维保等过程。
在分析、参考ISA 95等制造模型,但更主要的是针对船舶产品特色进行分析后,本文将工业生态模型分解为产品模型、行为模型、资源模型三个子模型,如图1所示。

图1 船舶产品模型
在这三个模型中,产品模型是主线,是对所生产或制造的产品的全生命期描述。对船舶产品而言,是按照船舶中间产品的构成,从整船开始逐级往下分解,形成中间产品树,包括了在设计、工艺、制造、质检、试航、交船、维保、回收各阶段的产品相关信息。产品模型不仅对产品本身做出定义,而且提出产品设计、制造、维保、回收过程中的资源需求、行为需求,再由资源模型、行为模型对此做出响应,并且实际设计、制造、维保、回收过程中的计划、实作等过程信息也都存储在产品模型中。
行为模型指的是与船舶设计、制造过程相关的各种行为准则。行为模型与产品模型之间通常通过产品模型的工艺属性关联在一起。即产品模型中每一个节点的工艺属性,其制造工艺、工时、物量等,均从行为模型中的工作流程和操作规范中选取。
资源模型指的是与船舶设计、制造、维保、回收过程相关的各种相关资源,包括人力资源、设备资源(含工具工装)、软件资源、服务资源等。资源模型与产品模型之间通常通过产品模型的工艺属性、制造属性关联在一起。即产品模型中每一个节点制造工艺所要求的加工场地、加工设备、加工人员资质,及实际制造所采用的加工场地、加工设备、加工班组等。
在实际操作中,采用如下建模方法保障产品模型定义的普适性与灵活性:
(1)首先按照产品构成对产品进行分解,如船舶产品可以分解为各级中间产品,包括分段、设备等。
(2)对于产品及各中间产品,按照阶段性属性组对生命期各阶段的数据进行分组管理,因此除表示产品本身特性的实体属性外,还有设计属性、工艺属性、制造属性等。
(3)属性组中所包含的具体属性描述了船舶产品及中间产品在某一阶段的某项数据。
2 数据模型设计实例
2.1 数据模型范围
从产品的角度出发,船舶主要由船体、动力系统、电力系统、照明系统、通讯系统、自动控制系统等组成。在实际生产中,一般将造船过程划分为船体建造、舾装和涂装三大工艺流程。其中船体建造包括零件加工、部件装配(小组立)、分段装配(中组立)、分段组合(大组立)和船台合拢几个主要过程[4]。
船体分段车间可划分为业务层、数据层和应用层三个部分。在业务层,可依据示范船厂现有的船体车间,通过智能技术抽象出船体分段智能车间的目标图像,并梳理出详细业务流程,构建业务模型。在数据层,以车间智能管控为目标,完成船体分段车间的数字化描述,实现生产业务流程和生产要素的全覆盖。在应用层,抽象出数据类型和表达式,可以支撑数据库和管控系统的开发和应用。
以示范船厂为例,从船厂的实际生产中抽象出的智能车间目标图像包含以下13个部分:智能仓储与钢板堆场、钢板预处理区、型材预处理区、构件加工智能单元、零件分拣智能单元、板材切割智能生产线、型材加工智能生产线、物流管控智能配盘、小组立智能生产线、中组立智能生产线、大组立智能生产线、曲板加工智能单元和分段组立堆放区域。
以示范船厂为例,从船厂的实际生产中抽象出的智能车间生产线业务流程包含以下5条生产线:钢材切割智能生产线、型材加工智能生产线、小组立制作智能生产线、中组立制作智能生产线和大组立制作智能生产线。
其中,本文主要研究的小组立制作智能生产线示意图如图2所示。

图2 小组立制作智能生产线
2.2 智能车间对象的数据分类
智能车间生产过程中需要用到的数据可以按照数据类型的不同划分为结构化数据和非结构化数据。其中,大部分的数据为结构化数据,如产品的类型、位置、型号、参数等。在模型构建过程中,涉及到的非结构化数据包括状态、功能、技能和中日程计划。结构化数据可以用数据库二维逻辑来表现。
智能车间对象的数据大体由中间产品、车间资源和管理数据三部分构成。每部分还可以根据涉及业务的不同继续细分。具体来说,智能车间的数据主要由以下几部分组成:
(1)中间产品:工艺:设计信息,精度要求,品质要求;执行过程:工位,精度,品质。
(2)车间资源:场地:位置,尺寸,状态,功能;工装:类型,位置,功能;人员:工种,工号,工位,技能;设备:管理属性(类型、位置、功能),基本参数(型号、参数),运行状态(电流、电压、功率)。
(3)管理数据:生产计划:中日程计划,工作包/WP,派工单/WO;工时物量:标准周期,零件重量,焊缝长度,切割长度;生产实绩:实绩工时,实绩能耗。
2.3 小组立智能生产线数据模型的实现
与图2中已知的小组立智能生产线相对应,小组立加工智能车间的生产部分主要有上料装配工位、焊接机器人、检测机器人、自动背烧工位、卸料工位、托盘堆放区1和托盘堆放区2共七个环节,由流水线、AGV实现自动传输,完成加工件在各个环节的流转。
根据小组立车间生产线工位职责,可以得到生产线的数据模型如下:
(1)托盘堆放区1:执行过程的工位信息;场地管理的位置、尺寸、功能和状态信息;设备管理的管理属性、基本参数和运行状态;生产计划的中日程、WP和WO。
(2)上料装配工位:工艺数据的设计信息和精度要求;执行过程的工位信息和精度信息;场地管理的位置、功能和状态信息;工装管理的类型、位置和功能;人员管理的工号、工种、工位和技能;设备管理的管理属性、基本参数和运行状态;生产计划的中日程、WP和WO;工时物量的标准周期和物量数据;生产实绩的实绩工时和实绩耗能。
(3)焊接机器人:工艺数据的设计信息、精度要求和品质要求;执行过程的工位信息、精度信息和品质信息;场地管理的位置、功能和状态信息;设备管理的管理属性、基本参数和运行状态;生产计划的中日程、WP和WO;工时物量的标准周期、物量数据和焊接长度;生产实绩的实绩工时和实绩耗能。
(4)检测机器人:上料装配工位:工艺数据的设计信息、精度要求和品质要求;执行过程的工位信息、精度信息和品质信息;场地管理的位置、功能和状态信息;人员管理的工号、工种、工位和技能;设备管理的管理属性、基本参数和运行状态;生产实绩的实绩耗能。
(5)自动背烧:工艺数据的设计信息和精度要求;执行过程的工位信息和精度信息;场地管理的位置、尺寸、功能和状态信息;设备管理的管理属性、基本参数和运行状态;工时物量的标准周期;生产实绩的实绩工时和实绩耗能。
(6)卸料工位:场地管理的位置、尺寸、功能和状态信息;工装管理的类型、位置和功能;人员管理的工号、工种、工位和技能;设备管理的管理属性、基本参数和运行状态;生产计划的WP和WO;工时物量的标准周期和物量数据。
(7)托盘堆放区2:执行过程的工位信息;场地管理的位置、尺寸、功能和状态信息;设备管理的管理属性、基本参数和运行状态;生产计划的中日程、WP和WO。
2.4 船舶分段车间数据模型的数据库设计
根据小组立智能生产数据模型,可以得到船舶分段车间数据模型的数据库设计如表1所示。
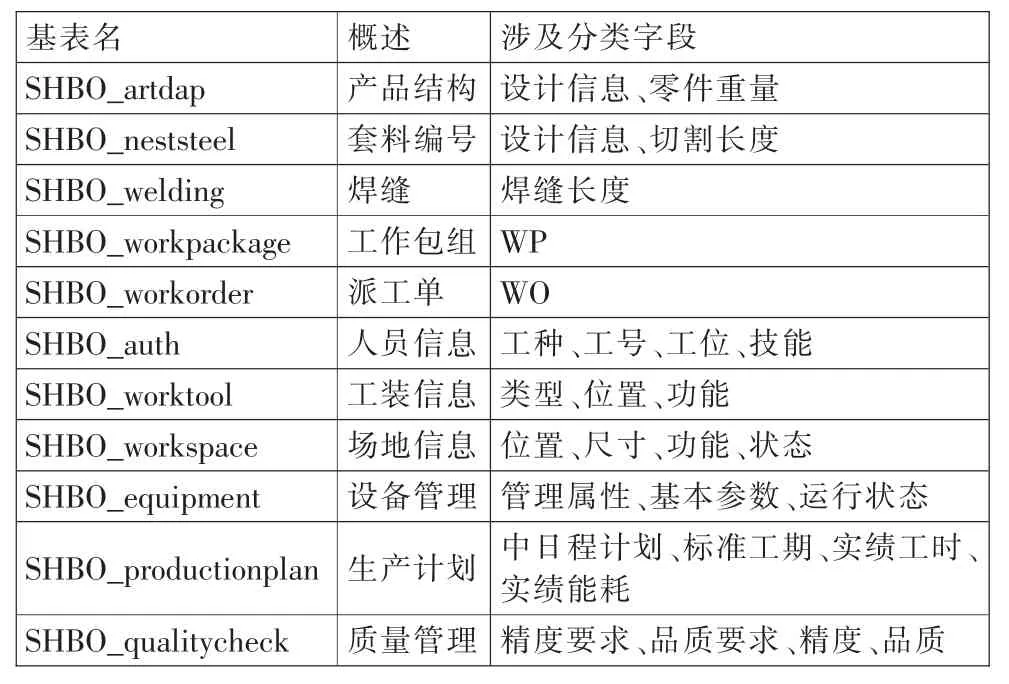
表1 船舶分段车间数据模型的数据库设计
以上数据模型中的编码由船厂分段车间和零部件编码规范产生。为保证数据的规范性,各个编码全部采用全名存储,保证每个零部件在数据库中具有唯一性。
3 结束语
本文基于船舶制造的工业生态模型,抽象出船体零部件制造的数据模型,并给出了数据库设计的参考方案。该数据模型是相应基础数据集的重要组成部分,可以为物理信息系统的大范围行业应用提供保障。目前,该数据模型已在示范船厂的生产车间实现应用,为物理信息系统建设在零部件加工行业开展数字双胞胎、边缘计算和全生命周期优化等新技术新模式的应用提供支持。
[1]徐学光.先进制造技术与造船业的发展[J].自然杂志,1999,2.
[2]K.Park,K.Lee,S.Park,et al.Modeling and solving the spatial block scheduling problem in a shipbuilding company[J].Computers Industrial Engineering,1996,3.
[3]陈强.中心制造船模式的研究与应用[D].哈尔滨工程大学,2002.
[4]王蕾.面向船体曲面分段建造的空间调度方法研究[D].上海交通大学,2009.
