切削加工参数对哈氏合金C-276纤维性能研究
2018-06-13陈利荣宋彦博侯力强张小庆卢文静
陈利荣 宋彦博 侯力强 张小庆 卢文静
(西安菲尔特金属过滤材料有限公司 陕西西安)
1 前言
哈氏合金C-276是一种含钨的Ni-Cr-Mo合金,在还原与氧化环境下,对一些氯化盐溶液、氧化性氯化物、硫酸与氧化性盐具有良好的耐腐蚀性能,而且在低温与中温盐酸中同样具有很好的耐蚀性能,因此被公认为是万能的耐腐蚀合金。近些年以来,哈氏合金在具有严重的腐蚀环境中有着越来越广泛的应用[1-3],例如在温度较高的的污染溶液(有机或无机)、甲酸及醋酸酐等强氧化剂、海水和盐水溶液等环境中。
目前随着环保法规严苛和排放标准提高,高温烟气脱硫、传统的纸浆和造纸等环保工业领域中也逐步用哈氏合金替代原有不锈钢材料:在高温烟气脱硫时,洗涤器中可能遇到的含S化合物和Cl离子,这就需要材料对于点状腐蚀和应力腐蚀都有杰出的抗力,而哈氏合金C-276是为数不多可以同时承受湿氯气、次氯酸盐、二氧化氯腐蚀作用的材料之一。由哈氏合金C-276合金制备的纤维多孔材料,在过滤与分离领域具有非常好的使用效果。
目前一般采用振动切削的方法制备C-276合金纤维,但由于该原材料塑性变形大,加工温度高,切削力度大,易造成刀具易磨损,使得C-276合金纤维的制作工艺受到限制,效率非常低[3~5]。本文通过研究振动切削工艺参数,总结出适合哈氏合金C-276纤维加工方法,为后序制造过滤用多孔烧结纤维毡、耐磨增韧材料、导电材料等提供技术保证。
2 实验原理及方法
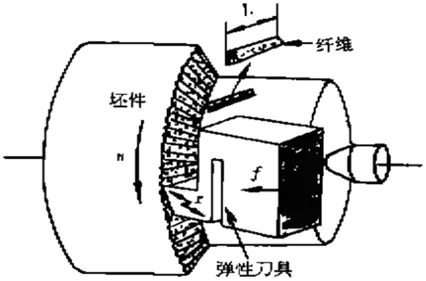
图1 振动切削哈氏合金C-276纤维原理示意图
本实验采用哈氏合金C-276棒材进行切削,原料规格为φ100×300。在切削时通过自激振动来对哈氏合金C-276棒材进行切削,一般激振频率控制在500~5000Hz范围内,每个振动周期内该刀具都会形成一根纤维,切削纤维的丝径通常在20~150μm间,长度就是刀具的切削宽度,具体原理如图1所示。
切削时金属切削层的变形程度会影响到金属纤维的表面和截面形貌,一般来说,当刀具的切削速度v较低、进给量f变大时,纤维的形成会困难,生产效率降低,而且刀刃刮削坯料表面严重。这会使得金属纤维表面形状尺寸不规则,形貌粗糙,丝径偏差较大。金属纤维截面的形状主要取决于坯料前后两转的振动角度差,刀具角度差的不同,刀刃切入坯料的部位以及在坯料内的切削路径的差异,导致金属纤维截面形状的不同。切削纤维的形貌与切削速度v、进给量f、振动角度都有密切关系[4,5]。
3 切削工艺参数研究
3.1 刀具几何角度
振动切削产生纤维的条件是振动位移δx与进给量f的关系应满足:
δx≥4.8f,
式中:δx——振动位移(μm);
f——每转进给量(μm)。
要满足这关系式,一是尽量选取小进给量,二是增大振动位移δx(δx为振幅的2倍)。刀具几何角度中,对振位移影响较大的是前角及后角。图3为前角对振动位移的影响,图4为后角对振动位移的影响,由图可见为增大振动位移,应取较小前角和较大后角。通过试验,当前刀角度在4°,后刀角度在6.5°时,所生产的哈氏合金C-276纤维较好。
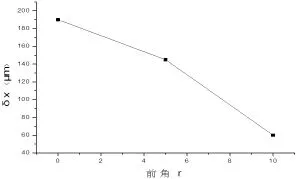
图2 前角对振动位移的影响
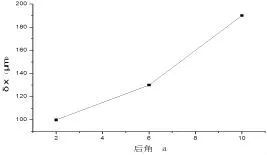
图3 后角对振动位移的影响
3.2 切削速度v和进给量f
采用振动切削加工纤维时,刀具切削坯料的深度可以控制纤维的长短,而切削速度v和进给量f是影响到纤维形貌、表面质量、丝径均匀性的最关键的参数的。振动切削时刀具系统的固有频率、切削速度、进给量会最终决定是否能切出纤维。对具有一定的弹性刀杆,当其固有频率确定时,则切削速度v及进给量f只在较窄的变动范围内才能切出纤维。通常来说:当加工丝径较细的纤维时,可以通过较大振动频率来提高生产效率;当加工粗纤维时,则通过增大切削速度v或进给量f来提高生产效率。
图5是切削哈氏合金C-276纤维时,形成成品纤维时不同切削速度和进给量的范围。图5中有剖面线阴影部分即为纤维形成区域,可以看出刀具形成纤维的切削速度V为70~150m/min,进给量f为2~18μm/r。为提高生产率,切削速度可取90~130m/min,根据切削纤维直径选择不同的进给量。图6为进给量与纤维直径的关系。
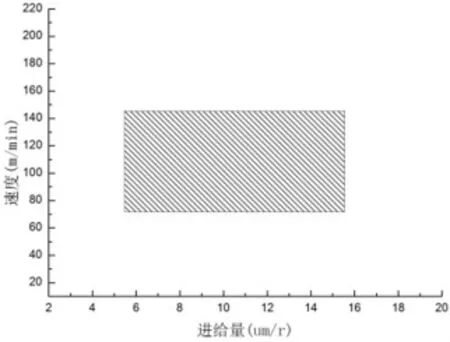
图4 纤维形成区域

图5 进给量与纤维直径的关系
3.3 刀具材料的选择
振动切削金属纤维时,刀具不断碰撞切削坯料,刀刃除了受很大压力外,还要受到极大的冲击力,容易产生崩刃,因此,刀具材料要有足够的硬度和韧性。目前,用于切削金属纤维的硬质合金材料牌号有:YT5、YG8、YG10H、YW1、YW2、YK15、YK20、YS2T 等,这些材料都有较高的硬度(HRA89~91.5),较大的抗弯强度(1.2~1.5GPa)和较好的冲击韧性(300~400Pa),其中YW是钨钛钽(铌)钴类的硬质合金刀具。YW1的抗弯强度1.17GPa,硬度HRA91.5,生产哈氏合金C-276纤维所使用刀具为YW1材料,可以满足生产需要。生产出的切削纤维如如图6所示。

图6 切削哈氏合金形貌
4 结束语
振动切削金属纤维时,加工中的指标之间是相互联系,相互影响,切削金属纤维的各指标参数共同决定了各终端产品的性能参数。需要依据材料本身的性能参数,选择合适的刀具,调整好刀具的角度以及合适切削速度和进给量,才是生产哈氏合金C-276的必须条件。
[1]李加种.金属纤维的形成机理及切削规律[J].制造技术与机床,1994,(3):46~49.
[2]周泽华.金属切削原理[M].上海:科学技术出版社,1993:30~72.
[3]李黎,习宝田,杨永福.切削纤维板时表面涂层硬质合金刀具的磨损[J].木材加工机械,2003,14(6):5~8.
[4]明冬兰,万珍平,张发英,等.连续型金属长纤维切削加工的研究[J].工具技术,1998(7):9~11.
[5]万珍平,刘小康,汤勇.多齿切削加工微细金属长纤维的截面形成机理[J].现代制造工程,2005(s1):15~18.
