对提高普通车床零件加工质量和车削轴类零件加工步骤的选择原则
2018-06-07薛勤
薛 勤
(苏州市五二六厂技工学校,江苏 苏州 215000)
车工是机械行业中的重要工种,对提高机械行业的生产效率、保证产品质量,节约能源、降低消耗,起着重要的作用。车床零件加工又是千变万化,在零件加工前进行工艺分析十分必要的,由于各种零件的材料、结构、精度、粗糙度、热处理及生产纲领的不同,如何通过合理地拟订车削工艺,来满足整个零件的工艺路线,及分析零件各个车削工序之间的关系,从而制订最合理的工艺规程及各个车削顺序,这对于零件的车削质量和生产效率有着及其重要影响。
1 对零件图的分析
在对零件图进行工艺分析之前,首先应该检查零件图纸上是否具备齐全的数据,如尺寸公差、形位公差、表面粗糙度和加工零件所使用的材料,其他技术的要求(如热处理的种类、硬度等),同时根据这些数据和条件对零件的构造进行初步分析,主要有以下4点:①零件的构造在加工时会不会发生车削困难,例如,薄壁构造零件加工时的变形问题;于零件的构造是否限制采用高的切削用量,能否采用高生产率的切削方法;③在保证规定尺寸的公差和加工粗糙度方面,有无工艺上的困难,是否需要另行增加工序,以保证所要求的粗糙度的规定的尺寸;④允许的几何形状偏差有无足够的根据达到。
2 车削工序的工艺分析
对零件的分析,有时不能光局限于零件图的分析,还需要了解其功能和工作条件及其在组合件中的作用,主要有以下5点:①车削工序在整个工艺过程中是否属于关键工序,应采取什么措施;于结合生产的类型、零件的质量和生产率,分析工序的集中与分散,工序的数目与次序是否合理,如何来提高生产率;③工序中各加工步骤的内容和秩序、车削余量、尺寸公差和表面加工的粗糙度是否合理;④工序中基准的选择及定位、夹紧力、校正和测量的方法是否合理;⑤工序能否保证零件精度和技术条件的要求,能否在保证零件质量前提的条件下,来提高生产率和降低生产成本。
3 以实例进行具体分析
3.1 实例一:薄壁件的加工
车削薄壁工件的主要问题是刚度低易变形,要解决的是如何提高刚性和防止变形或减少变形这个问题。因此首先要根据薄壁零件加工的特点来找出产生变形的主要原因,有针对性地防止和减少薄壁工件变形的方法。是由于切削力和夹紧力的因素造成的,而夹紧力有三个要素(方向、大小、作用点)解决也从这个三个方面考虑:
(1)夹紧力作用方向应不破坏工件定位的准确性,在夹紧力的作用下,工作不应离开定位面,且最好使用工件对各个定位面都有一定的压力。
(2)夹紧力方向选择尽可能使所需要夹紧力减小,这样工件变形也减小。
(3)作用点应在工件刚性好的部位,尽量靠近加工面,以免产生振动。减少切削热可先合理选择切削用量;其次是合理选择刀具几何角度,合理选择刀具材料和冷却液等。在装夹方面要改善夹紧力的大小和增大装夹接触面积(采用开缝套)或改变夹紧力对零件的作用,最重要的是采用轴向夹紧或增加工艺肋的方法来减少变形。
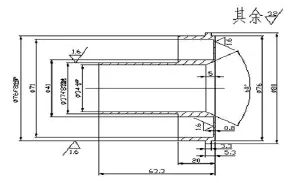
图1 薄壁零件
图1是笔者在开发新品中的一个薄壁零件,为了完成这一任务,根据对薄壁件的加工特点,笔者自制了一套简便的加工工艺,并设计了一套相应的工装。零件的材料牌号是OGr18Ni9,该不锈钢材料特性是冷硬性强、导热性差、塑性大,在切削时生产的高温易产生积屑瘤,造成切削变形大,针对以上问题,笔者采取了以下措施:
(1)参数选择,如表1所示。
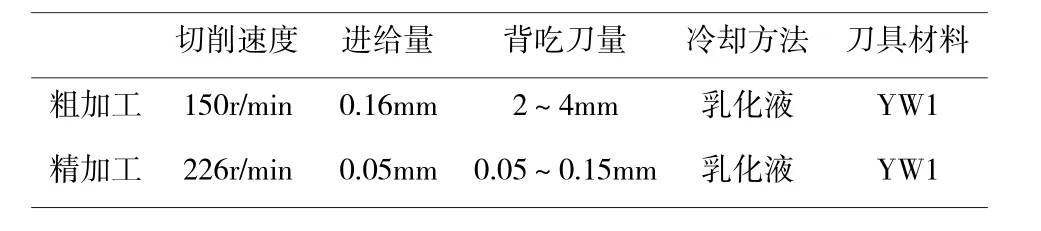
表1 切削参数的选择
(2)增加辅助支承面,自制工装如图2所示。
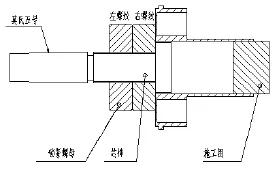
图2 自制工装
把粗车好的零件旋在工装上,贴紧辅助支承面。精车内孔∮34(+0.02/0)至图要求(5mm长车一段M33X1内螺纹)增加施工塞装入∮34(+0.02/0)内孔,然后精车各级尺寸至要求(提高刚度),低槽精车时,使用月槽形消振精割车刀,该车刀为达到槽底尺寸精度和消振要求,前刀面磨成月牙形,前角约为12°,减少削力,刃倾角3~5°,增加刀具强度以利于切削流畅,后角10°左右,减少车刀与工件的摩擦。
(3)夹紧力的作用点选择。调头精车是此工件装夹最困难的问题,通过分析,如要改善夹紧力作用点来减少薄壁件的变形,第一要用∮34(+0.02/0)内孔施工塞;第二选择扇形面较大的软三爪∮37外图;第三在槽端内也要增加施工图,来增加刚性及防止端面0.8厚产生盘子形。
3.2 实例二:普通车床加工高精度零件微米进刀法
车削轴类零件加工步骤选择的原则:
当零件和车刀装夹好后,切削用量已选定,接下来就要进行车削。应该从哪一端开始车削,这是一个很重要的工作。如果车削步骤选得不对会产生废品。
为了便于正确选择轴类零件的车削步骤,选择加工原则并加以分析。
零件根据数量和精度要求的不同,机床条件的差异,可以有两种不同的加工原则:即工序集中原则和工序分散原则。工序集中原则是把第一个零件全部车好后,再车第二、三……个零件。工序分散原则是先车好全部零件的一个表面,然后再车全部零件的第二、三……个表面。
大体说来,当零件的批量较小或只有几个,加工表面相互位置精度要求较高,或者是重型零件,而车床的精度和万能性又比较高时,应采用工序集中原则。反之,应采用工序分散原则。
车削零件时,一般总是分粗车、半精车和精车三个阶段。一般的规则是:一开始就进行零件各个表面粗车,只有在全部表面进行粗车之后,才进行半精车和精车。那么为什么要这样做呢?理由如下:
(1)在粗车时,由于吃刀深度和走刀量较大,所产生的切削力也很大,因此必须把工件夹紧。但这样会使零件表面夹毛或变形。
(2)粗车时会产生大量的热,易影响零件的尺寸精度。把粗车和精车分开后,使零件在精车之前有冷却的机会。
(3)在任何的毛坯,都有内应力。当表面车去一层金属后,内应力将重新分布而使零件发生变形。粗车使,零件变形很大。如果把某一精度要求很高的表面,一开始就车到精度要求,那么这个表面将由于车削其他表面而引起的内应力重新分布而失去原有的精度。虽然精车时也要车去金属,但由于切屑很薄,内应力所引起零件变形很小。
(4)可以合理确定机床。例如:粗车可以在精度低、动力大的机床上进行。
(5)由于精车放在最后,可以避免光洁的表面在多次装夹中碰伤而造成退修、浪费工时。
(6)粗车可以及时发现毛坯的缺陷。
上面所说的,都说明车削零件时粗车、精车应该分开。但是,也不是说每个零件都是这样做。例如,车削大型而精度要求又不高的零件,由于安装困难就不必这样做了。
对于精度要求高的零件,为了消除内应力,改善零件的机械性能,在粗车以后还要经过调质后正火处理,这时粗车后应留1.5~2mm的余量。
在车削短小零件时,一般先把端面车一刀,这样便于决定长度上的尺寸。而对于铸铁件来说,最好先倒一个角,因为铸铁的外皮很硬,并有型砂,易磨损车刀。倒角以后,在精车时,刀尖不会再遇到外皮和型砂了。
在两顶针间车削轴类零件,一般至少要三次安装,即粗车一端,调头再粗车和精车另一端,最后精车原来一端。
如果零件除了车削以外,还要经过磨削,那么在粗车和半精车以后不在精车了。但是在半精车后必须留有磨削余量。
车削阶台轴时,一般是先车直径较大的一端,这样可以保证轴在车削过程中的刚度。
在轴上切槽时,一般是在在粗车和半精车以后,精车之前,但必须注意槽的深度。例如,槽的深度是2mm,精车之前的余量为0.6mm,那么在精车之前切槽时,槽的深度为2+0.6÷2=2.3mm。
如果零件的刚性较好,或者精度要求不太高,也可以精车之后切槽,这样槽的深度就容易控制。
轴上的螺纹一般是放在半精车以后车削的,等待螺纹车好后,再精车各级外圆。因为车螺纹时,容易使轴弯曲。如果各级轴的同心度要求不高,或轴的刚性不太好,那么螺纹可以放在最后车削。
4 结语
综上所述选择车削步骤的原则,是笔者多年车工实践的经验,可以作为在选择车削步骤时的一个依据,但不能生搬硬套,主要还是根据实际情况灵活应用。
[1] 劳动人事部培训就业局编.车工生产实习[M].北京:劳动人事出版社,1985.
[2] 荆宏智.机械制造工艺学[M].北京:机械工业出版社,1988.
[3] 胡国强.机械加工高招与诀窍[M].苏州:苏州市劳动和社会保障局,2005.
