热轧卸卷小车升降液压控制回路的改进
2018-06-02朱松涛
朱松涛
(新疆八一钢铁股份有限公司)
1 前言
卸卷小车是热轧产线负责钢卷运输的关键设备,其功能是通过液压系统控制的油缸和液压马达,实现升降平移动作,将卷取机卷筒上的钢卷卸下并平移送至打捆机处进行打捆。由于卸卷小车在生产过程中,时常会因升降液压控制回路截止不可靠,升降回路压力下降20-30bar,出现升降位置无法保持锁定住,不能正常将钢卷卸出,造成故障停车,或出现抽芯,造成钢卷切损增加,即给生产操作人员带来额外工作量,又影响生产顺行。
2 卸卷小车液压故障分析
卸卷小车结构如图1所示,卸卷小车升降液压控制回路,如图2所示。
小车要把钢卷从卷筒上卸出来,主回路中的比例换向阀右侧电磁铁得电,小车先上升到一位置等待;当钢卷还剩几圈时,辅助控制回路右侧电磁换向阀得电,经过二次减压的压力油经板式液控单向阀进入升降油缸无杆腔,使小车上升托住钢卷,当钢卷的位置确定后,卷筒转速降为零,然后收缩到730mm,同一时间辅助控制回路右侧电磁换向阀失电,板式液控单向阀截止,小车保持住此时的高度位置不变,通过液压马达驱动小车水平移动,把热卷从卷取机里运出来,然后放到打捆机处等待打捆。
卸卷小车液压系统出现故障,在卸钢卷时会出现如下现象:当卷筒收缩到φ730mm时,小车升降油缸出现泄压,连同钢卷向下下降约10 mm,这样造成钢卷内圈12点位置和卷筒之间的间隙大大减小甚至有接触现象,使钢卷抽芯或留在卷筒上卸不出来。分析认为小车升降油缸压力下降,致使保压不可靠是主要原因。

图1 卸卷小车结构图
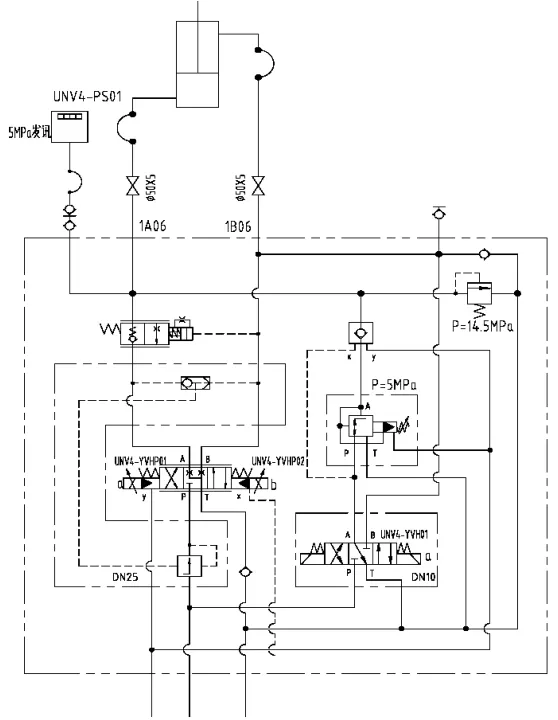
图2 卸卷小车液压系统原理图
2.1 保压不可靠原因分析
造成小车保压不可靠,出现泄压卸不出钢卷的主要原因:
(1)小车升降液压回路中辅助控制回路保压,是通过外控外泄式的液控单向阀来实现的,控制油从辅助控制回路电磁换向阀出口旁路进入单向阀,单向阀截止条件是阀的出口压力要大于进口压力,同时先导阀阀芯回到初始位置。当辅助控制回路换向阀回到中位时,液控单向阀的X控制油与T口相通进行泄压,但因为油口通径太小,造成泄压相对慢,而且易受油液中的污染颗粒物影响,导致液控单向阀的先导阀动作不灵活,主阀芯不能立即可靠关闭,小车出现泄压下降现象。
(2)在辅助控制回路中的减压溢流阀,起到二次减压作用。在电磁换向阀回到中位时,减压溢流阀阀芯由于P口压力下降而使阀芯位移,出口压力随之下降,但有个降低过程,压力降低快慢影响到液控单向阀的进出口压差变化,从而影响到单向阀截止的快速可靠。
(3)作为减压溢流阀和液控单向阀,对液压回路中存在的污染颗粒物比较敏感。而在小车升降控制回路中,因油缸无杆腔缓冲腔与活塞杆摩擦刮削会不可避免地产生一些细小污染颗粒物,这就使得减压溢流阀和液控单向阀易出现阀芯关闭不严或卡滞的问题,而使得小车保压不可靠。
2.2 板式液控单向阀问题
卸卷小车升降辅助控制回路要求单向阀关闭迅速、保压可靠。板式液控单向阀的内部结构如图3所示。板式液控单向阀要实现可靠关闭,一是要保证先导阀阀芯移动快速灵活,能在最短时间回到初始位置;二是需要单向阀进出口迅速建立一定的压差,使主阀芯快速关闭。从现场卸卷小车液压回路运行主从关系上看,板式液控单向阀关闭,是被动的依靠阀芯两端压力差来实现,受压差和油液清洁度影响大,容易造成小车升降回路压力不稳定。
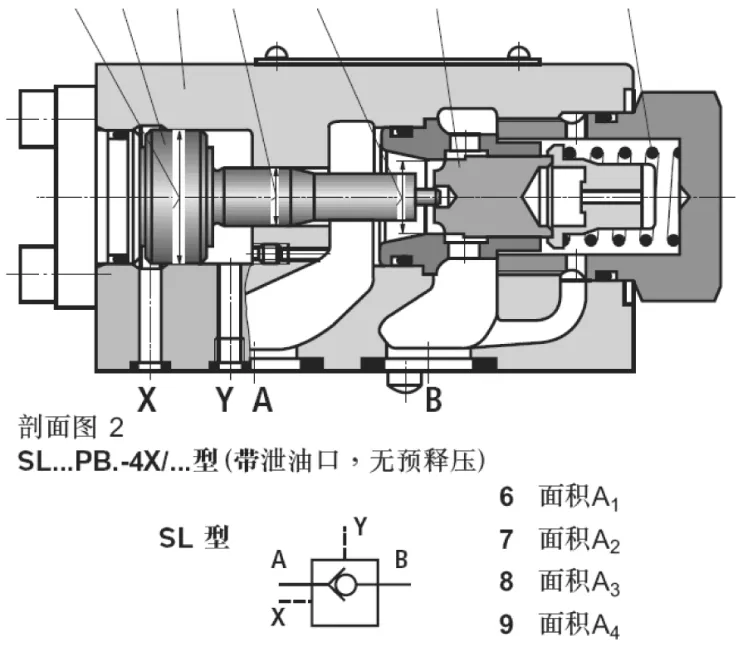
图3 板式液控单向阀
3 改进措施
3.1 更换为插装式液控单向阀
针对板式液控单向阀在小车回路中应用存在的问题,通过分析对比,决定采用插装式液控单向阀(图4所示)。插装式单向阀,主阀芯关闭,是以较高的压力油主动地通过X口的通道,在主阀芯顶面产生作用力,以及主阀芯上下的面积比产生的压力差,将主阀芯快速可靠关闭。从结构设计看,动作主动性强,受油液清洁度影响较小,关闭可靠性高。因此,插装式液控单向阀比板式液控单向阀更适合用于小车升降回路中,进行有效截止保压。
通过研究分析,确定了以下改进措施:
(1)制作一油路块安装插装式单向阀,把升降辅助回路中的液控单向阀改为带控制盖板的插装单向阀(LFA 16EWA-7X/,LC 16 A20D-7X/),插装单向阀的X控制油从阀台主X供油管路接头连接获取,截止时通过X口系统工作压力油主动将单向阀关闭,保证关闭的迅速可靠严实,及小车升降的长期稳定运行。
(2)在小车的自动控制上,需要增加插装单向阀的电磁换向阀控制,即控制插装阀的电磁铁与辅助回路的电磁换向阀同时得电,同时失电,实现小车上升时插装式单向阀有效打开,小车接卷保持位置时,插装式单向阀可靠截止。
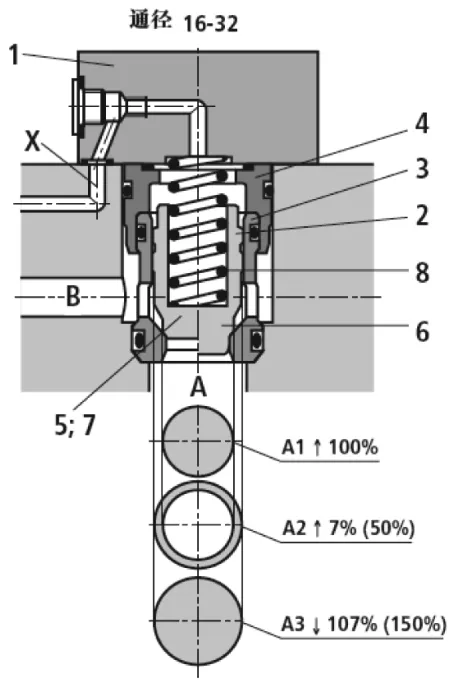
图4 插装式液控单向阀
将小车升降低压上升回路改进为插装式单向阀后,小车卸卷过程中没有再出现泄压现象,保压可靠问题得到了有效解决。但在一个工作周期结束后,小车回到初始等待位,会出现升降油缸缓慢上升,丢失低位信号的问题,从而影响到卸卷小车的自动运行,小车升降液压回路的问题没有得到彻底解决。
3.2 卸卷小车升降控制回路的改进
通过卸卷小车工作原理可以得知,低压上升回路中,14MPa压力油始终通过控制盖板的换向阀,作用在插装阀阀芯的顶端。通过图4进一步分析可以看出,虽然插装阀阀口被有效关闭,但由于阀芯和阀套是需要来回运动的,存在一定加工间隙,这就使压力油能逐渐从阀芯阀套间隙通过,并进入插装式单向阀B口管路中,即进入升降液压缸无杆腔中,从而使升降油缸缓慢上升。
为此对卸卷小车升降控制回路改进,如图5所示。
(1)将原插装式单向阀控制油从主X管路获取,改为从插装式单向阀出口B口处获取,使得卸卷小车在回到初始等待位,不会有持续的压力油作用在单向阀顶端;
(2)对安装插装式单向阀的油路块进行改进,即通过工艺孔道,将单向阀出口B口与控制盖板X口相连通;
(3)电气控制方式改进,插装式单向阀的电磁铁插头控制电缆,与辅助回路的电磁换向阀控制电缆从一个接线端子并联连接,即插装式单向阀与辅助回路的电磁换向阀时得电,同时失电,实现小车上升时插装式单向阀有效打开,小车接卷保持位置时,插装式单向阀可靠截止。

图5 改进的小车升降控制回路
4 结束语
插装式单向阀在小车升降控制回路中使用后,小车升降液压缸无杆腔压力始终稳定在90bar,当卷筒收缩到φ730mm时,钢卷位置变化控制在1 mm以内,解决了原来卸卷小车升降液压系统长期存在的保压不可靠、钢卷位置变化大的问题。生产实践表明,改进后每年可减少抽芯钢卷约30卷,减少设备故障,保证了生产顺行,同时降低了操作人员劳动强度。改进后的生产应用进一步验证了多种控制盖板与插装式单向阀的组合,应用在卸卷小车回路中,截止迅速、主动性强,比板式单向阀更灵活、更方便,也更可靠稳定。
[1]张也影.流体力学.北京:高等教育出版社,1999.9.
[2]杨征瑞.电液比例与伺服控制.北京:冶金工业出版社,2009.8.
[3]胡海清,陈庆胜.液压气动控制技术.北京:理工大学出版社,2009.
