女性卫生巾结构及吸收性能研究
2018-05-24刘超王欢何斌李念
刘超,王欢,何斌,李念
( 1.湖南工程学院纺织服装学院,湖南湘潭411100; 2.湖南舒比奇生活用品有限公司,湖南长沙421001)
自1921年美国金陌利公司生产出第一片抛弃式卫生巾开始,妇女卫生巾已成为女性生活的必需品。在我国,卫生巾的使用已十分广泛,截至2014年我国卫生巾的市场渗透率已达到91.5%,与美国和日本等发达国家水平接近[1]。经过30多年的市场发展,我国女性消费者的卫生巾使用习惯已经充分培养,卫生巾已经成为女性经期护理必备用品。合格的卫生巾产品需要有良好的吸收、防漏、反渗和抑菌等性能,而不合格的产品会引起过敏、湿疹、炎症,甚至导致各种妇科疾病,严重危害女性健康。目前卫生巾执行的《GB/T 8939-2008卫生巾(含卫生护垫)》标准中,对产品的技术指标均有明确的规定。
本文在大量市场调研的基础上,从超市和网络渠道购买了10种国内外品牌女性卫生巾,分析各品牌卫生巾的结构,并测量其吸收倍率、渗入量和回渗量等性能,从而了解国内外品牌卫生巾的品质,以及卫生巾结构对吸收性能的影响。
1 试验材料与表征
1.1 原料准备
原料:10种不同品牌的女性卫生巾,其中8个进口品牌通过网络购买,2个国内卫生巾产品通过超市购买,如表1所示。
表1 女性卫生巾样品
在测试渗入量和回渗量时需使用标准合成试液,其配比为:蒸馏水860ml;氯化钠10g;碳酸钠40g;丙三醇140ml;苯甲酸钠1g;颜色(食用色素)适量;羧甲基纤维素钠5g;标准媒剂1%(体积分数),所使用的化学试剂均为分析纯。配置好的溶液静置24小时后方可开始使用[2]。
1.2 测试方法
1.2.1 吸水倍率测试
取一片试样,撕去离型纸,适当剪掉一点护翼,称出试样的质量(吸前质量),用夹子夹住试样的一端,并使夹子夹口与试样的纵向处于垂直状态。注意不可夹住试样内置的吸收芯体。将试样连同夹子浸入大约10cm深,温度(23±1)℃蒸馏水中,试样的使用面朝上。轻压住试样,使其在完全浸没60s,然后提起夹子,使试样完全离开水面,垂直悬挂90s后,称量其质量(吸后质量)。按公式1计算吸水倍率,取3片样品平均值[2]。
(1)
式中:K—吸收倍率;m—吸前质量(g);n—吸后质量(g)
1.2.2 渗入量测试
先将测试仪放置于水平位置,调节面板与水平面之间的夹角为10°。再调节60ml漏夜漏斗的下口,使其中心点的投影距测试仪斜面板的下边缘为(140±2)mm,漏斗的下口开口面向操作者。将试样的离型纸取出并将其平整的粘在斜面板上方,使试样的有效长度的下边缘与斜面板的下边缘对齐,长于面板的部分向斜面板底部折回并轻轻黏住。调节漏斗高度,使其下口的最下端距离试样表面5mm~10mm,放置一个烧杯在测试仪斜面板的下方,用于接收经过试样渗透后留下的溶液。
用移液管移取5ml的标准合成液放置于已调节好的漏液漏斗中。然后迅速打开漏斗阀门至最大,使溶液自由流到试样表面,并沿着斜面往下流动。待溶液流完后,将漏斗节门关闭。然后取下试样,粘回离型纸放在天平上称量质量。如果溶液从试样侧面流走,该试样作废,需另取一片重新测试。如果同种类样品的两个以上试样有此现象时,可以保留其结果,在结果中注明[3]。
按照公式(2)计算渗入量,取3片样品平均值。如果5ml的测试溶液全部渗入做测试试样中,则不必再称重,可直接记为5.1g。
n=n1-n2
(2)
式中:n—渗入量(g);
n1—卫生巾吸液后的质量(g);
n2—卫生巾吸液前的质量(g)。
1.2.3 回渗量测试
标准压块(直径100mm,重量1.2kg);中速化学定性分析滤纸若干张(以下简称滤纸);标准合成试液。
取待测试的卫生巾一片平整地粘放在测试仪的面板上,使卫生巾的有效长度和有效宽度的中心位置与放液漏斗的下口中心点对齐。调节漏斗高度,使其下口的最下端距试样表面5~10mm。用移液管移取测试溶液5ml于调节好的漏斗中,然后迅速打开漏斗节门至最大,使溶液自由流到卫生巾试样表面,4min后将直径125mm已知质量的若干层滤纸(以最上层滤纸无吸液为判断标准)置于卫生巾面层上,并将标准压块放上去,1min钟后拿掉标准压块,用天平称量滤纸的质量[3]。如果实验过程中发生液体侧漏,则该试样作废。按照公式(3)计算渗入量,取3片样品平均值。
m=m1-m2
(3)
式中:m—渗入量 (g);
m1—滤纸吸收后的质量(g);
m2—滤纸吸收前的质量(g)。
2 结果及分析
2.1 卫生巾结构分析
卫生巾主要由面层、导流层、吸收芯体和底膜四部分组成,各层材料的共同作用决定了其整体性能。本实验利用丙酮溶液溶解卫生巾中的粘合胶,自然晾干后测量各层材料面密度,分析测试结果如表2所示。10种产品的价格在1元~2元/片左右,其中样品A和B的价格最高。10种样品的长度在240mm~260mm之间,均为日用产品。10种卫生巾样品的面层除样品G为打孔PE膜以外,其余均为打孔热风非织造材料制成,热风非织造材料结构蓬松,手感柔软,具有良好的透气性,是目前一次性卫生用品面层材料的首选。在面层与芯层之间,通常有一层导流层,而导流层可以促进芯体快速、有效、均匀地吸收液体,减少回渗量,10种样品中除B和E以外均有导流层,可见导流层在卫生巾中应用较普遍。芯层是卫生巾吸收的关键部位,卫生巾的芯层多为卫生纸包覆绒毛浆和SAP,其中芯体总重量,SAP含量等对卫生巾吸收性能有较大影响。10种样品的底膜均为PE膜,其中H和I的底膜较薄,其它8种底膜差异不大。

表2 各品牌卫生巾基本数据
(接上页表2)

样品编号价格/元/片长度/mm面层克重/g/m2导流层克重/g/m2吸收芯体/g底膜克重/g/m2D12260235196349457E174250751/534581F17240285308435628G10250383348249545H157260223492326172I14225026879238828J136240556124362356
2.2 吸水倍率
吸水倍率可以反映出卫生巾的最大吸收量,通过两组数据的对比发现,样品的吸水倍率大小主要由吸收芯体决定,吸收芯体材料重量越重,SAP含量越多,其吸水倍率越大,反之重量越小,吸水倍率也相应减少。如图1所示,样品B的吸水倍率最大;样品A和B吸水倍率较高都超过了30倍;样品C、D、E、F、H、I吸水倍率保持在中等水平,都在20倍左右。 G和J的吸水性能最差,其中G的芯体重量是10种材料中最少的,因此吸水倍率低,而J的吸水倍率最低,但其芯体重量有3.62g,出现该结果的原因可能是由于芯体中SAP含量过低,绒毛浆虽然有良好的吸水性能,但其吸水倍率远不及SAP。无法吸收更多的水分,导致吸水性能差。

表3 吸水倍率
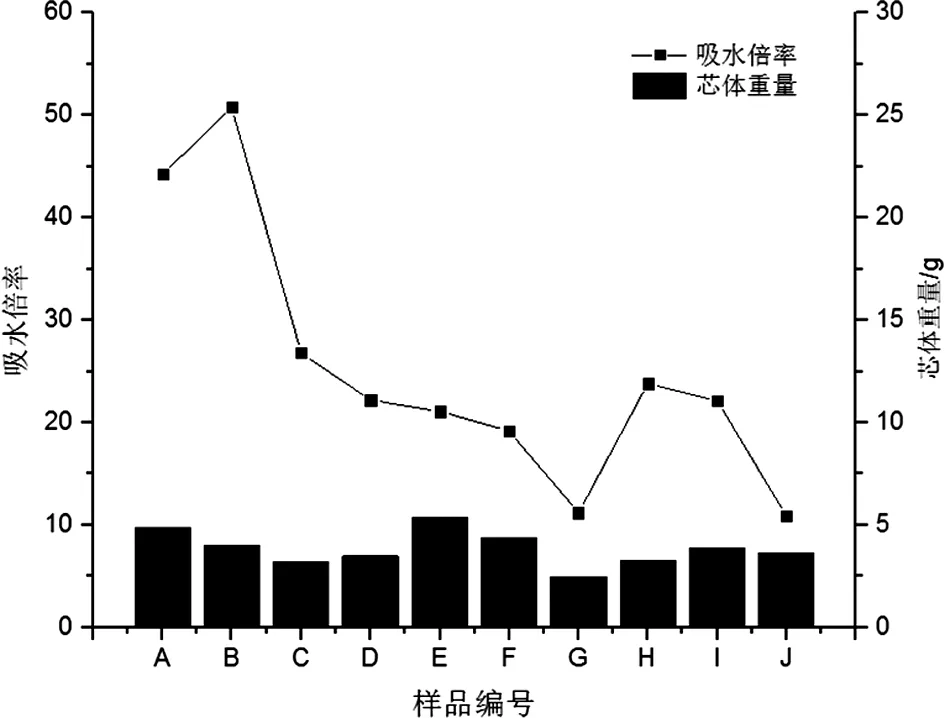
图1 吸水倍率与芯体重量
2.3 渗入量
如表4所示,样品A、C、D、E、F、H、I完全渗入,实验过程中液体均未沿卫生巾表面流出;样品G的渗入量最小仅为1.23g,低于国标1.8g的标准规定,为不合格产品;样品B、C、J渗入量均接近5.1,实验过程中有少量液体沿卫生巾表面流出。
渗入量的大小跟卫生巾的面层、导流层密切相关。除样品G以外,其余产品渗透性能良好,主要是因为其面层材料多亲水处理的非织造材料,且部分区域进行了打孔处理,有些样品还具有快速引导液体下渗扩散的导流层。而产品G其面层材料为亲水性较差的PE打孔膜材料,虽然也具有导流层,但是试验时液体会沿着倾斜角度滑下,不易渗入。

表4 卫生巾渗入量
2.4 回渗量
如表5所示,样品F的回渗量最小,样品A的回渗量最大。样品C和D的回渗量超过1g,样品G、H和I的回渗量超过了0.5g,样品A、B、E、I和J的回渗量都在0.5g以下。卫生巾的结构和各层材料性能,以及芯体成分都能影响卫生巾的回渗量。具有良好扩散性能的导流层,能使液体均匀扩散,充分吸收,减少回渗,同时芯体中SAP的含量越多,所使用的SAP其吸水保水能力越好,卫生巾的回渗量越小。

表5 卫生巾回渗量
3 结语
通过对10种不同品牌卫生巾性能研究,发现卫生巾整体性能较好,国外进口品牌和国内品牌之间并没有明显差异。除国外进口的样品G在渗入量方面不符合国标要求外,其余均为合格产品,因此作为消费者完全没有必要通过网络代购的方式去购买进口品牌,国内的卫生巾产品质量完全能够满足消费者的使用需求。卫生巾的结构对其性能有直接影响,10种产品中90%使用热风材料作为面层,热风面层仍然是卫生巾产品的首选;80%的卫生巾使用了导流层,可见在卫生巾中导流层的使用较普遍;芯层多为绒毛浆和SAP混合,两者的混合比例,SAP的分布排列情况对最终吸收性能影响较大,是今后研究的重点。目前我国卫生巾市场还有很大的发展空间,国产品牌应该注重产品性能的提升,加大对新原料,新材料和新产品的研发,扩大市场占有率。
参考文献
[1] 郭晓彤. 一次性卫生用表层材料液体传递机理及主客观评价的研究[D].上海:东华大学,2013.
[2] 国家质量监督检验检疫总局. GB/T 8939-2008. 卫生巾(含卫生护垫)[S]. 北京:中国标准出版社,2008.
[3] 覃义梅. 台塑SAP用于卫生巾的吸水性能研究[J]. 轻工科技,2014(1):26-27.
