我国砂带基布标准制定中关键问题的研究与分析
2018-05-24
1. 江苏出入境检验检疫局机电产品及车辆检测中心, 江苏 无锡 214000;2. 无锡华检质量技术服务中心, 江苏 无锡 214101
1 砂带基布的现状
我国涂附磨具业(包括砂带产品)经历了30多年的改革开放,实现了从小到大、从粗到细、从作坊到规模的转变,并在产品质量、工艺技术等各方面都实现了较大的飞跃。我国现已成为名副其实的涂附磨具制造大国,年产量占世界总量的三分之一。据资料介绍,2012—2020年我国砂带产品行业发展形势良好,总产量、市场容量和市场需求前景乐观。
砂带产品由基材、黏结剂、磨料这三要素组成。砂带产品的生产一般根据最终需加工产品的材质和精度要求,选择不同的基材、黏结剂和磨料。其中,基材即砂带基布,在三要素中最为关键,它是黏结剂和磨料的承载体,所占成本比例最大。据目前行业和企业统计的数据显示,我国砂带基布行业已经发展到近百家,资产总额达200亿元,从业人员近10万名。预计至2020年,我国涂附磨具行业对砂带基布的年需求量将达到3.8亿m2,砂带基布发展前景广阔。
砂带产品加工对象的质量要求越高、越精细,则对砂带产品的要求越高,砂粒越细密。如今,砂带产品上黏结的砂粒已从传统的40目/cm2发展到2 000目/cm2左右,这便要求砂带基布布面平整、毛羽少、杂质少,并具备相匹配的拉伸强度和抗扰性,以及在不同环境下具有较小的伸缩性,且耐磨、使用寿命长等。
纵观我国较多的有关砂带产品的质量标准发现,涉及砂带基布指标设定和性能考核的标准还没有,也就是说砂带基布在国内尚无相关标准。而正是由于缺乏砂带基布的相关标准,企业和客户贸易往来,以及供需双方控制质量时,无据可依,这给上下游生产企业乃至检测单位都带来了困扰,并严重制约了砂带基布产品的正常贸易和良性发展。因此,作为衡量砂带基布产品质量的依据,砂带基布指标的设定和性能考核的研究显得尤为重要和迫切,其对填补国内空白、提高产品质量、减少企业间质量纠纷、促进新技术新产品推广和应用、推动行业进步、促进企业技术升级、鼓励自主创新等,都具有积极的意义。
2 砂带基布标准制定的总体思路
砂带基布主要以天然纤维和化学纤维为原料,经纯纺或混纺成纱,再经织造而成,是一种带状机织物。砂带产品的均匀性、平整度、稳定性、质量等级等,在很大程度上取决于所用砂带基布的性能,包括密度、条干、平整度、厚度、强力、延伸率、热变形率等。
如今,随着砂带产品的不断创新,各种砂带基布应运而生。砂带基布所用纱线线密度一般为9.7~97.0 tex(短纤纱)和7.8~166.7 tex(长丝),所用纤维涉及纯棉、纯涤纶及高性能芳纶等,所得单位面积质量在120~580 g/m2。众多的砂带基布产品满足了客户和市场对砂带成品多样化的需求,也使得超高强力、超薄、超高耐磨等性能要求得到了满足。但是,如何考核不同砂带基布的性能指标,成为了难以统一的问题。
砂带基布标准的制定应在尽可能地参照砂带产品标准的基础上,充分考虑后道生产工艺及性能要求,再结合纺织行业基布本身的特性,科学地制定相关的指标体系:
首先,砂带产品被广泛应用于各种产品内外表面的研磨、切削和抛光加工,小到家用汤勺、筷子,大到火车、飞机、导弹、人造卫星、飞船、军舰等的加工制造。故鉴于砂带产品最终加工的产品类型和精度要求,将砂带基布划分为Ⅰ型布(精磨用基布)、Ⅱ型布(普磨用基布)、Ⅲ型布(粗磨用基布)。不同型号的砂带基布对外观质量和平整度的要求存在较大差异。
其次,根据所用纤维成分,将砂带基布划分为纯棉砂带基布、棉混纺砂带基布、化纤砂带基布。不同纤维成分的砂带基布,砂带产品应用过程中发生热变形的性能也不尽相同。
再次,砂带基布的单位面积质量变化较大。参照JB/T 3889—2006《涂附磨具 砂布》[1]标准,将砂带基布按照单位面积质量(G)划分为轻型布(110 g/m2≤G<170 g/m2,代号L)、中型布(170 g/m2≤G<250 g/m2,代号M)、重型布(G≥250 g/m2,代号H)。不同类型的基布分别设置不同的力值考核指标,这样更具可操作性。
上述三种分类可使砂带基布指标体系的设置更合理,应用性和操作性更强。再结合上下游企业对砂带基布生产、验收的质量控制要求,建立砂带基布外观质量指标和内在质量指标。
2.1 外观质量指标
结合砂带基布生产企业和下游企业的验收规范,综合制定砂带基布的外观质量指标,对明显疵点、横档、严重疵点、死折、长度偏差、毛边长度等都加以研究与考核。
2.2 内在质量指标
除了常规的强力、幅宽、质量、厚度、密度等内在质量指标外,砂带基布还需重点关注布面平整度、上浆率、纤维含量偏差及加热变形率等。
3 砂带基布标准关键问题的分析和研究
3.1 外观质量指标
砂带基布的表面在后道加工中将被涂附砂粒等磨料,而基布的外观不良将直接导致涂附不良。因此,一直以来,涂附工厂对砂带基布的外观质量控制都严于一般的纺织坯布。通过收集涂附工厂的经验数据并分析发现:外观方面,对Ⅰ型布、Ⅱ型布、Ⅲ型布的疵点总数做了严格规定,并对砂带基布生产中发生频率较高的百脚和死折这两种疵点做了特别关注(表1)。原因在于,百脚会导致砂粒涂附不牢,涂胶量变小,胶面发亮,浸胶、刮涂、植砂过程中布面极易产生白印;死折在浸胶和刮涂过程中,折痕部位会浸胶不透彻,严重者甚至会影响砂带产品的强力和延伸率。所以,需对百脚长度做特殊规定,对死折等永久性折痕加以限制。

表1 主要的外观质量指标
注:疵点名称和定义参照GB/T 406—2008《棉本色布》[2]的附录C
此外,普通纺织坯布的外观检验关注正面即可,而砂带基布即便是背面的外观缺陷,其在后续的加工与应用中也很难被掩盖,特别是精磨用Ⅰ型布,背面的疵点会导致正面浸胶不良和涂附砂粒突出。因此,对于砂带基布的外观质量需进行正面和背面的双面检测,只有双面都合格后方能进行后续的生产。
3.2 内在质量指标
内在质量指标基于砂带基布的纺织品特性,从下游企业的产品质控和生产安全方面着手研究。
3.2.1 布面平整度
下游企业在生产砂带产品时,需将不同细度的砂粒根据密度要求均匀地涂附到砂带基布表面,而砂带基布表面任何的细微的不平整都会对最终的砂带产品质量产生很大的影响。砂带产品生产企业对砂带基布的布面平整度指标非常敏感,因为布面不平整会直接导致涂附的不匀,影响砂带产品的质量,最终影响砂带产品的使用。目前有关布面平整度的考核既没有现成的方法,也没有统一的验收值。而下游企业的验收要求又一般严于上游企业的出厂要求,这便使得供需双方在协商贸易中常常产生纠纷。
布面平整度考核的出发点是,基于由织造引起的疵点或织物表面凹凸不平给砂带产品生产企业涂附砂粒带来的影响,特别是在精磨用砂带产品的生产中,细密的砂粒涂附到砂带基布上,表面的凹凸不平会造成一定程度的砂粒涂附不匀。
目前,下游企业的验货方式是使用织物厚度仪,具体为取长度1m的基布,沿纬向任意裁取5个100 cm2的圆形样品,将5个样品平放于织物厚度仪上,利用2 000 mm2的大面积压脚测量样品厚度,计算出5块样品之间的厚度差绝对值(一般要求不大于30 μm)。但实际上,仍有一定比例的验收合格的砂带基布满足不了涂附砂粒的要求。究其原因:一是大面积压脚可能对砂带基布上的一些细小的不平整无法考量;二是加压压力不够,局部细微的厚度变化较难测量到;三是测量频次较少,数据代表性不足。基于此,推荐使用GB/T 3820—1997《纺织品和纺织制品厚度的测定》[3]标准中的方法,选用100 mm2的小面积压脚,加压压力增至200 cN,增加检验数据采集次数(20次)。具体做法:取1 m长度的整块砂带基布,两端留出10 cm不用于测量;接着,沿长度方向每隔20 cm划分一个区域,每个区域沿纬向测量5个点,共测20个点的厚度值,取20个厚度值中最大值与最小值的差值作为布面平整度值。表2参考下游企业普遍的验收要求,对砂带基布的布面平整度指标进行了归纳。
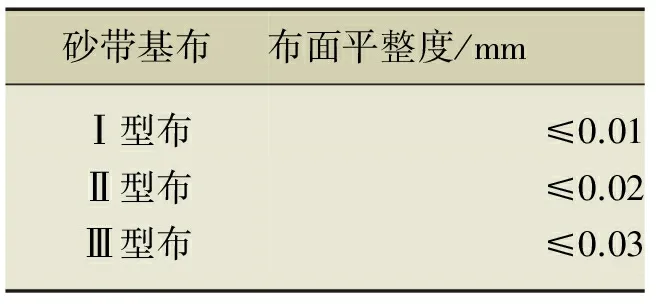
表2 砂带基布的布面平整度指标
采用此法对采集的样品进行测试和验证发现,测量的结果对下游企业的生产起到了一定的实际指导意义,其中精磨用Ⅰ型布的布面平整度合格率达81.8%。
3.2.2 上浆率
砂带基布需进行烧毛、退浆、拉伸、浸渍、刮浆、裁边、轧光、成卷、植砂等工序,才能制成砂带产品。若涂附浆料太薄,则会影响砂带基布的面密度和贸易价格;若涂附浆料太厚,则水洗过程会变得相对复杂,并会发生浸浆不匀现象,对砂带产品的最终强力产生较大影响。因此,上浆率也是砂带基布上下游企业重点关注的指标。纺织领域对上浆率的测试是通过对坯布布面进行合理有效的退浆来实现的,涂附磨具行业也是如此,上浆率指标以退浆率数值来体现。多年来,涂附磨具行业的企业使用的退浆方法各不相同,业内以6.0%作为通用的上浆率考核指标,但这在质量控制上仍存在很多困惑。
本文根据砂带基布企业使用的浆料种类,研究并比较了检测试验室通用的退浆方法和下游企业使用的一种退浆方法:
(1) 检测试验室通用的退浆方法——将样品置入配置的3 mol/L硫酸溶液中,沸煮30 min进行退浆。由于硫酸对浆料的作用较强,故最终获得的退浆率数值普遍偏高(大多高于6.0%),特别是含棉的样品,退浆率更高(达9.4%),这与实际上浆情况及供需双方协商值之间存在较大偏差。
(2) 下游企业使用的一种退浆方法——使用质量分数为0.2%纯碱,在60 ℃水浴中退浆45 min。所得退浆率数值偏小(多小于4.0%),特别是纯化纤的样品,甚至会低至0.6%,这与实际上浆情况及供需双方协商值之间也存在较大偏差。
上述两种方法均不能很好地为供需双方的质量控制提供支撑,因此,为更贴切地体现涂附磨具行业6.0%的上浆率约定值,综合上面的两种退浆方法,配置了质量分数为2.0%烧碱,在60 ℃水浴中退浆30 min。采用此法对采集的样品进行测试和验证,并以6.0%的上浆率作为考核指标,发现,纯棉砂带基布的合格率为63.6%,化纤与棉混纺的砂带基布的合格率达86.7%,纯化纤砂带基布的合格率达到100.0%。
3.2.3 纤维含量偏差
针对不同的砂带产品,生产企业采购时需选择不同纤维成分的砂带基布,如全棉砂带基布多用于I型布、全涤砂带基布多用于II型布、混纺砂带基布如涤/棉(80/20)多用于III型布等,而一些高端砂带产品还会采用高新纺织产品,如芳纶织物等。不同纤维成分的砂带基布,再结合不同的织物结构,会呈现出完全不同的使用性能。因此,在砂带产品生产工艺的设计中,砂带基布的纤维含量也是一项重要的考量指标,砂带产品的刚性、弹性、延展率等都与砂带基布的纤维含量密切相关。
“同步消耗”是砂带产品设计工艺的关键,其是指在砂带产品使用的生命周期内,砂带产品与砂带基布能够完美地完成同步损耗。为了实现这一点,首先需控制好砂带基布的纤维含量。对于普通的涤/棉砂带基布,涤纶含量高则砂带基布的磨损消耗会较预期的慢,导致磨料早于砂带基布磨损消耗,磨削动作最后变为摩擦动作,导致磨削不力;棉含量高则砂带基布磨损消耗早于磨料磨损消耗,砂带产品使用寿命大大缩短,甚至会发生飞片等安全事故。此外,砂带产品的刚性、弹性和伸长率等也与砂带基布中纤维含量密切相关,所以砂带基布中纤维含量必须给予严格的指标控制。
对于普通的纺织产品,纤维含量指标一般的允差为-5.0%~+5.0%。但对于砂带基布,结合工厂的实际使用,建议收紧指标值,纤维含量指标允差设定为-2.0%~+2.0%。必要时,还应根据工艺设计分别测试经纱和纬纱各自的纤维含量,以满足生产要求。
本文参照FZ/T 01057—2007《纺织纤维鉴别试验方法》[4]及GB/T 2910—2009《纺织品定量化学分析》[5]标准,对采集的13块混纺砂带基布进行测试与验证,发现当纤维含量指标允差设定为-2.0%~+2.0%时,合格率为92.3%。
3.2.4 加热变形率
砂带基布浸渍前需先在高温下对其进行定型处理。而砂带基布是由纺织纤维构成的,高温环境、拉伸状态下砂带基布经向的变形率(即加热变形率)跟纤维成分特别是化学纤维含量及织物组织结构密切相关。加热变形率太大则砂带基布在后续浸渍过程中易发生脱夹或浸渍成卷后卷宽不一致的现象,影响后续生产,故加热变形率也是砂带基布生产中需重点控制的指标,下游企业会对该指标加以验收。
砂带基布的浸渍温度因砂带产品的不同而通常在150~210 ℃之间变化。考虑砂带基布常用的化学纤维为涤纶,故参考FZ/T 50004—2011《涤纶短纤维干热收缩率试验方法》[6]标准,将试验的热处理温度设定为180 ℃,这符合砂带产品生产企业通用的要求。接着选择试验方法,因加热变形率是要考量砂带基布在拉伸浸渍过程中,因化学纤维收缩引起的砂带基布的变形,故为模拟工况,选择在烘箱内完成。确定选择最高温度可达180 ℃的恒温烘箱,利用砝码实现砂带基布被夹持拉伸的过程,砝码质量的选用充分考虑了厂家的实际生产,选择200和1 000 g两种。通过试验发现,200 g太小,砂带基布的加热变形率数值重现性较差;1 000 g偏重,部分砂带基布的加热变形率数值体现为伸长而非收缩。
最后确定选用500 g的砝码用于考量砂带基布的加热变形率,结果发现砂带基布经向的加热变形率数据稳定,且与下游企业实际工况较接近,并确定化纤/棉混纺布经向加热变形率指标为≥-3.5%,纯化纤布经向加热变形率指标为≥-6.0%。参照此指标测试了24块含化纤的砂带基布,结果发现化纤/棉混纺布的合格率达86.6%、纯化纤布的合格率达88.9%,指标满足砂带基布供需双方的验收要求。
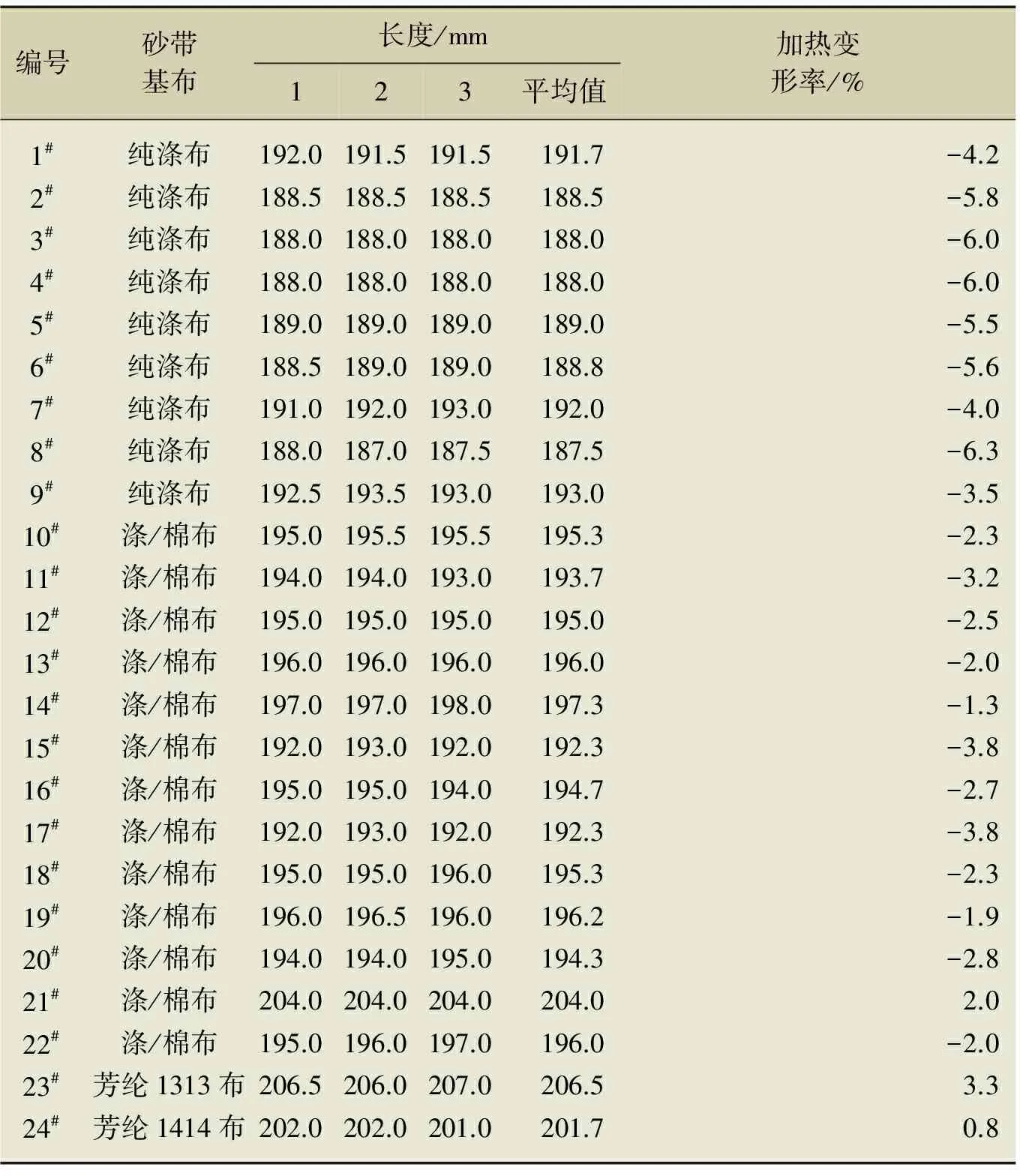
表3 加热变形率的测试结果
4 结语
在涂附磨具行业中,砂带产品的生产对砂带基布质量的要求有别于纺织行业对一般基布的要求,因此,在我国砂带基布标准制定中,外观质量应重点关注对百脚、死折等疵点的考核,合理设置考核指标;内在质量除了常规的强力、幅宽、质量、厚度、密度等指标外,还要关注布面平整度、上浆率、纤维含量偏差、加热变形率等指标。砂带基布标准的制定,有利于促进砂带基布产品质量的提高,对上下游企业衔接能起到积极作用,对砂带基布生产企业具有积极的指导作用,能在一定程度促进行业的发展及生产企业技术的提升。
根据工业和信息化部科技司下达2015年第2批行业标准制修订计划起草,计划号2015—0598T—FZ的《砂带基布》标准,是由中国纺织工业联合会提出,由中国产业用纺织品行业协会牵头,江苏出入境检验检疫局纺织工业产品检测中心、江苏华跃纺织新材料科技有限公司、江苏远东砂轮有限公司等单位共同起草,将于2018年报批实施。以上研究的砂带基布的主要特性指标,符合产品的实际需求和国内生产企业的实际水平,同时又体现出了行业水平的先进性。
参考文献
[1] 中国机械工业联合会. 涂附磨具 砂布:JB/T 3889—2006[S].北京:中国标准出版社,2007.
[2] 上海市纺织工业技术监督所,中国棉纺织行业协会.棉本色布:GB/T 406—2008[S].北京:中国标准出版社,2008.
[3] 中国纺织总会.纺织品和纺织制品厚度的测定:GB/T 3820—1997[S].北京:中国标准出版社,1997.
[4] 中国纺织工业协会.纺织纤维鉴别试验方法:FZ/T 01057—2007[S].北京:中国标准出版社,2007.
[5] 中国纺织工业协会.纺织品定量化学分析:GB/T 2910—2009[S].北京:中国标准出版社,2009.
[6] 中国纺织工业协会.涤纶短纤维干热收缩率试验方法:FZ/T 50004—2011[S].北京:中国标准出版社,2012.
