整体叶轮五轴数控加工与仿真优化研究
2018-05-22宋佳娜
杨 飞 张 虎 宋佳娜
(无锡职业技术学院 机械技术学院, 江苏 无锡 214121)
整体叶轮是增压装置的核心部件,在航空、能源、水利水电、石化、汽车等领域有着广泛的应用。为了满足整体叶轮的动力学性能,叶片常采用大扭角、根部变圆角的结构,并需要较高的形状精度和较好的表面质量,这都给整体叶轮的工艺设计和加工提出了较高的要求[1]。
本文以企业实际生产的某型增压装置的整体叶轮为例,应用CATIA软件对整体叶轮逆向造型设计,采用Cimatron软件编制整体叶轮的NC程序,通过 Vericut软件进行整体叶轮的加工仿真和程序优化,最后采用优化后的程序在DMU60 monoBLOCK五轴数控机床上对整体叶轮进行实际加工,提高了整体叶轮的加工效率和表面质量,缩短了加工周期,降低了生产成本。
1 叶轮的设计
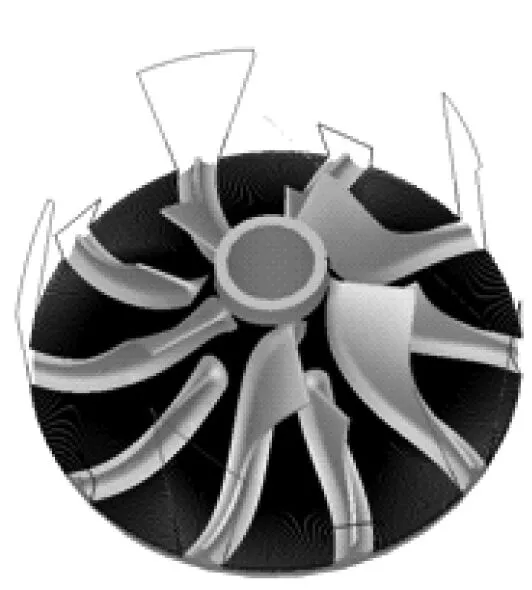
逆向技术应用计算机图形与设计软件,对产品快速反求设计,缩短产品研制周期,尤其对没有原始几何信息的零件,逆向技术往往是完成零件精确几何造型的有效手段。整体叶轮的逆向设计流程如下:数据采集(3D扫描)、数据(点云)处理、曲线拟合、曲面拟合、实体建模,得到整体叶轮三维模型,如图1所示。
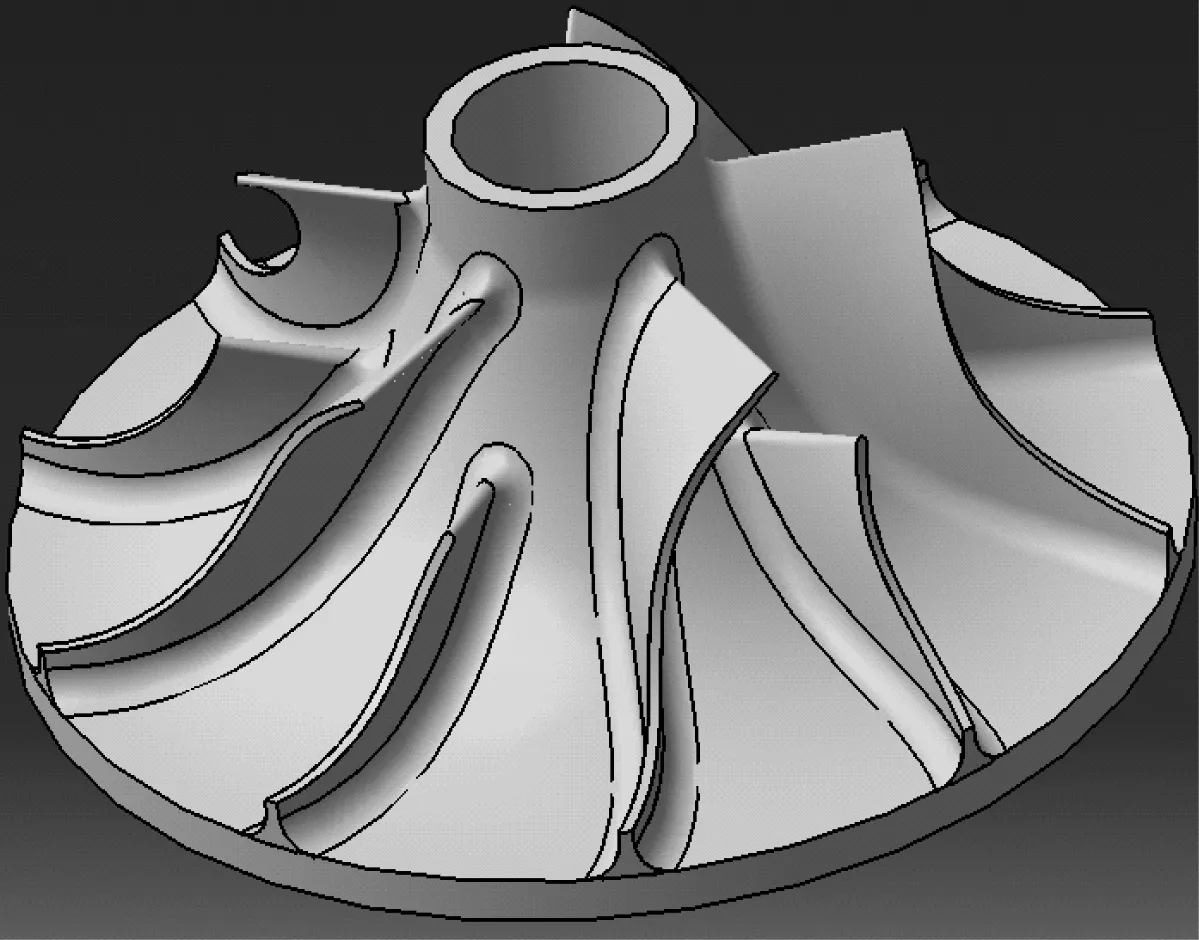
图1 整体叶轮三维模型
2 整体叶轮的加工特点和加工工艺
2.1 整体叶轮的加工特点
文中的整体叶轮中有5片一级叶片和5片二级叶片,叶片直径为Φ88 mm,叶片厚度为0.90 mm,叶片曲面和流道曲面之间的过渡圆角为半径5 mm,相邻叶片间最小距离为8.10 mm,叶片的最大投影距离为22.67 mm。在加工之前,将整体叶轮划分为:叶轮叶片曲面、叶轮流道曲面、包覆曲面和过渡圆角,如图2所示。
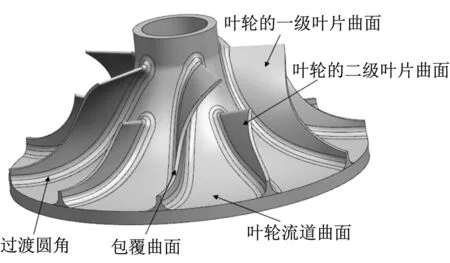
图2 叶轮加工区域划分
整体叶轮加工的难点在于:其叶片较薄,刚性较低,加工过程中极易发生变形;叶片曲面为自由曲面,扭曲形成倒扣面,相邻叶片的间距较小,加工过程中极易与刀具、刀柄等发生干涉;叶轮的流道曲面狭窄,在清角加工和精加工时,刀具的直径小、刚度低,容易折断[2]。
2.2 整体叶轮的加工工艺分析
(1) 整体叶轮的加工方案。整体叶轮的加工区域主要是叶轮的叶片曲面和流道曲面,其加工过程分为粗加工、半精加工和精加工。
为保证叶轮的强度,选择锻铝材料作为毛坯,初始毛坯选择为Φ90 mm×200 mm的棒材;为保证叶片曲面的表面质量和形状精度,选用五轴机床DMU60 monoBLOCK加工整体叶轮[3]。在满足叶轮使用要求、提高加工效率的准则下,确定加工方案流程图,如图3所示。
图3 整体叶轮加工方案流程
(2) 切削参数的确定。切削参数包括:背吃刀量、进给量和切削速度。在实际的加工中,切削参数是影响零件表面质量和加工效率的重要因素。
背吃刀量一般要根据工艺系统的刚度确定,如机床的刚度、刀具和工件的刚性等,工艺系统的刚性越大,背吃刀量越大,反之则背吃刀量越小;进给量的选取要与零件的表面粗糙度适应,并兼顾其精度的要求;在保证刀具的耐用度的情况下,提高零件的表面质量和加工效率,确定合适的切削速度。同时要根据经验、机床精度、刀具的品质、零件的材料以及加工成本等多个方面,合理调整切削参数来最终确定最优的切削参数[4]。本文结合机床的实际应用情况及参考相关文献[5],设定加工工艺参数,见表1。
3 整体叶轮的CAM编程
在确定加工工艺后,需编制刀具轨迹,优异的刀具轨迹可保证零件有较好的表面质量和加工效率[6]。在Cimatron中编制整体叶轮的刀路轨迹。
(1) 粗加工刀路轨迹的编制。粗加工要求去除大量的材料,本次粗加工分为叶轮的整体粗加工和叶片倒扣部分粗加工。采用Cimatron中“体积铣”的“环绕粗铣”编制整体叶轮粗加工的刀路轨迹,如图4所示。
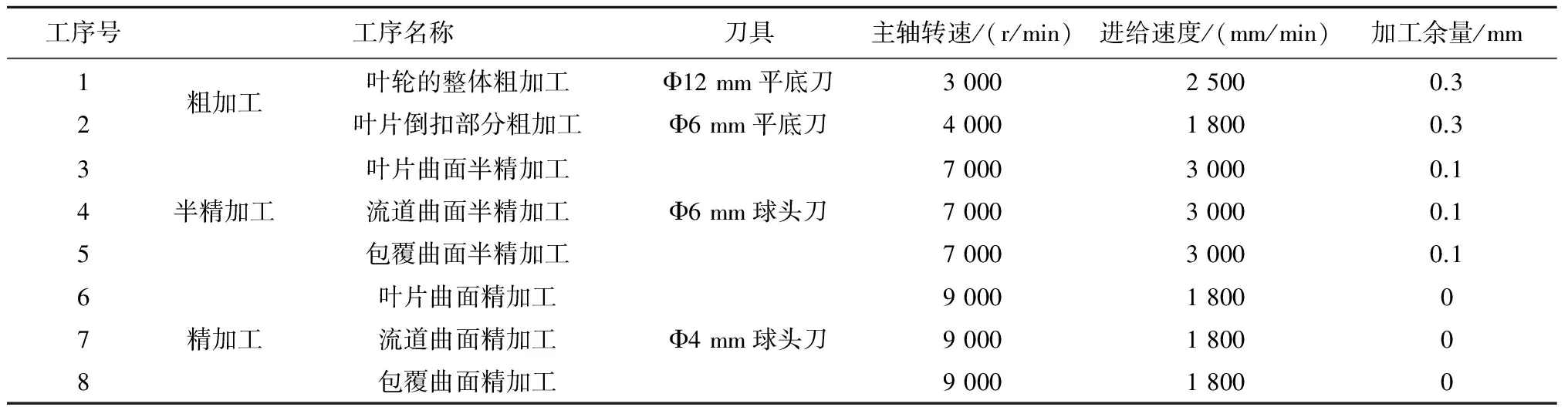
表1 整体叶轮的可参考加工参数

(2) 半精加工刀路轨迹的编制。半精加工是为了进一步去除粗加工后留下的余量,余量均匀。在Cimatron中创建五轴“航空铣”刀路轨迹,对叶片曲面、流道曲面和包覆曲面进行半精加工。其中叶片曲面的半精加工刀路轨迹,如图5所示。

(3) 精加工刀路轨迹的编制。对叶轮的精加工采取五轴“航空铣”,为叶片曲面、流道曲面和包覆曲面编制精加工刀路轨迹。其中流道曲面和包覆曲面的精加工道路轨迹,如图6所示。在Cimatron中确保生成的刀具轨迹无干涉等问题后,即可进行后置处理生成NC程序。
4 VERICUT加工仿真和程序优化
VERICUT是一款先进的数控加工仿真软件,具有强大的加工仿真、验证、优化及分析功能,能够正确地反映在真实加工中刀具、毛坯、夹具及各轴的运动情况[7]1,可以检测加工过程中可能存在的碰撞、干涉、过切和欠切等问题,同时还可以对NC程序进行优化,提高加工效率,改善零件的表面质量。
五轴加工中心运动相对多样,加工的成本较高,整体叶轮必须采用五轴联动加工,其刀路轨迹较为复杂。为进一步确保NC程序的安全性,提高加工效率和整体叶轮的表面质量,在VERICUT中构建了DMU60 monoBLOCK五轴数控仿真平台,对整体叶轮的NC程序进行仿真验证及优化,其操作流程,如图7所示。
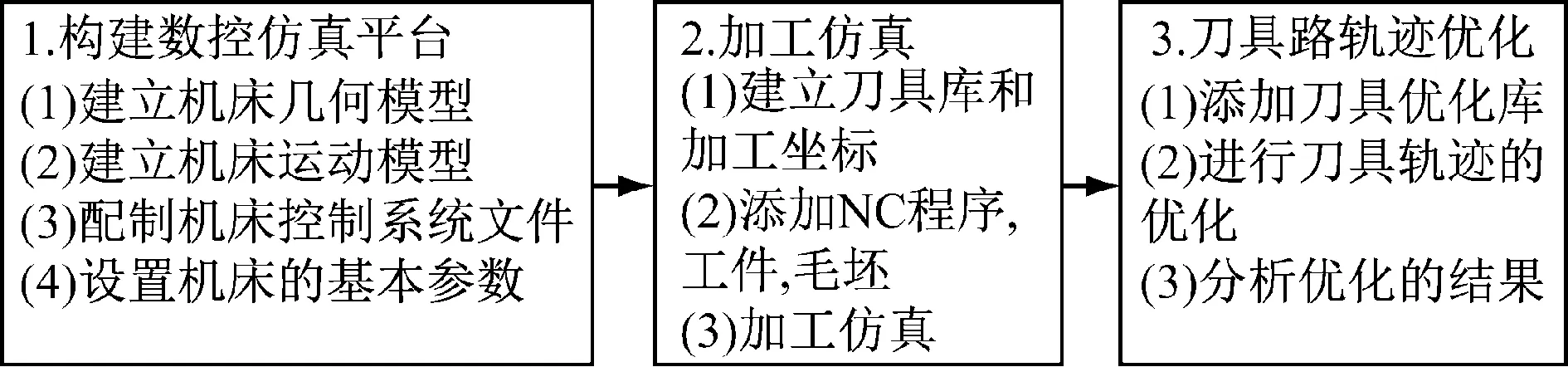
图7 VERICUT加工仿真和刀具轨迹优化的流程
4.1 五轴数控仿真平台的构建
DMU60 monoBLOCK的五轴数控仿真平台的构建包括四个步骤[7]82-83。
(1) 建立机床的几何模型。通过实测五轴机床DMU60 monoBLOCK并在UG NX软件中建模和装配,得到五轴机床DMU60 monoBLOCK的三维装配模型,如图8所示。
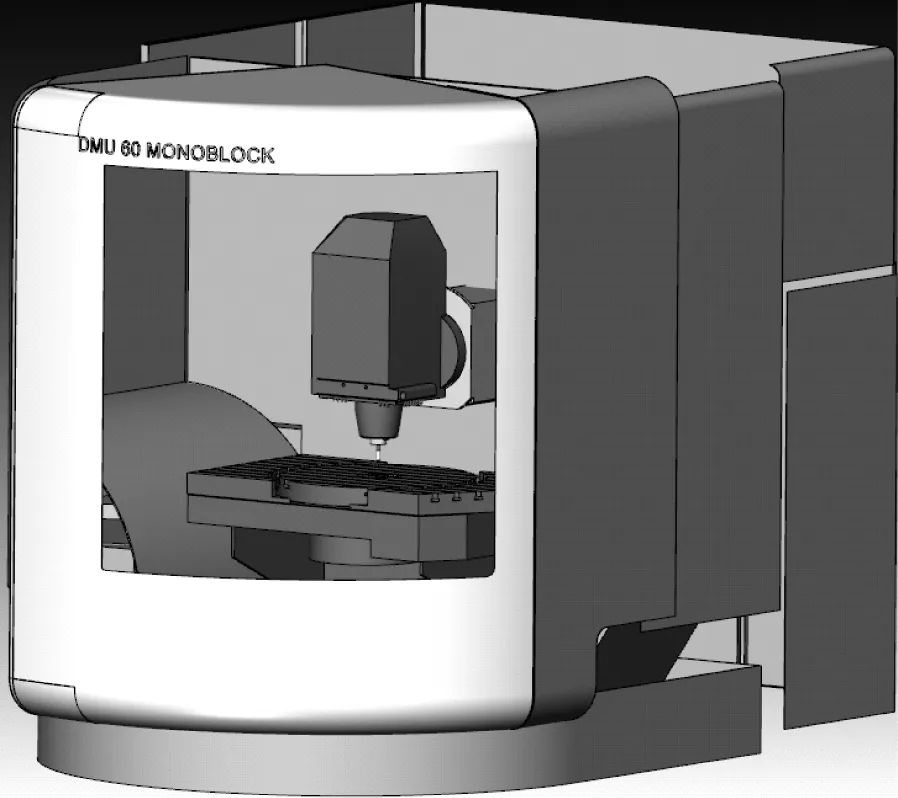
图8 五轴机床DMU60 monoBLOCK的三维装配模型
(2) 建立机床的运动学模型。在VERICUT中,构建DMU60 monoBLOCK的五轴数控仿真平台的运动模型要明确各组件之间的运动关系,根据实际机床的运动确定其两大传动链,如图9所示。
根据图9所示的运动学关系在VERICUT中添加机床床身、三个线性轴(X轴、Y轴和Z轴)、两个旋转轴(B轴和C轴)、主轴、刀具以及附属(夹具、工件和毛坯)组件,再添加相应的组件模型,DMU60 monoBLOCK运动学模型构建完成后的项目树,如图10所示。
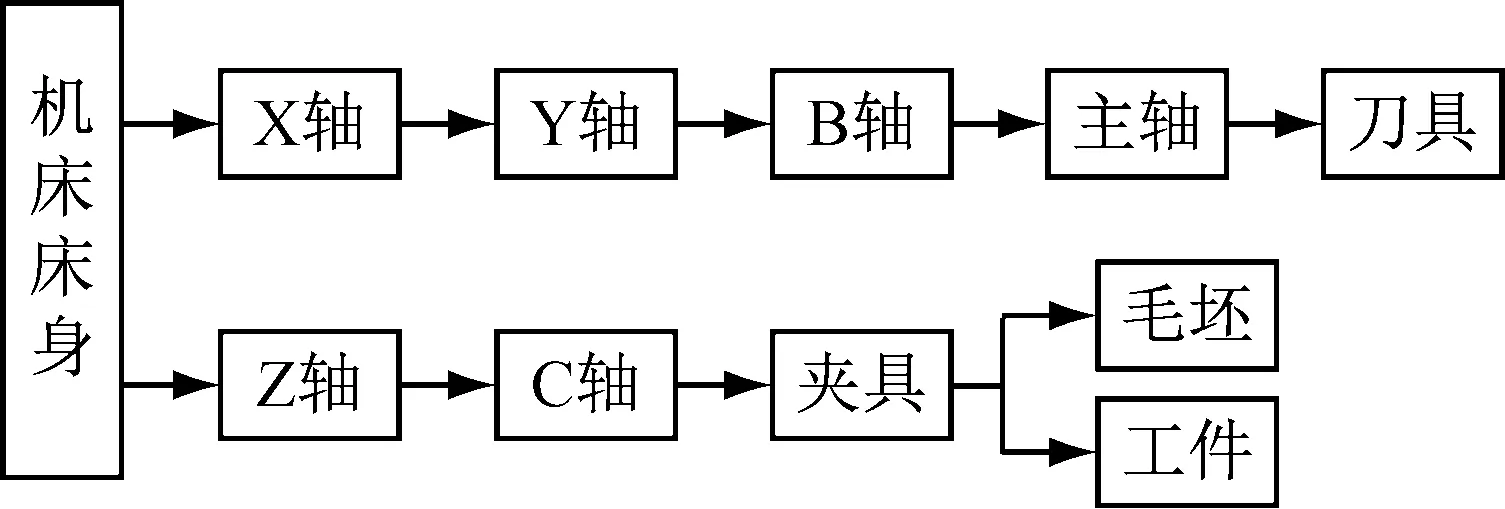
图9 五轴机床DMU60 monoBLOCK的运动学传动链
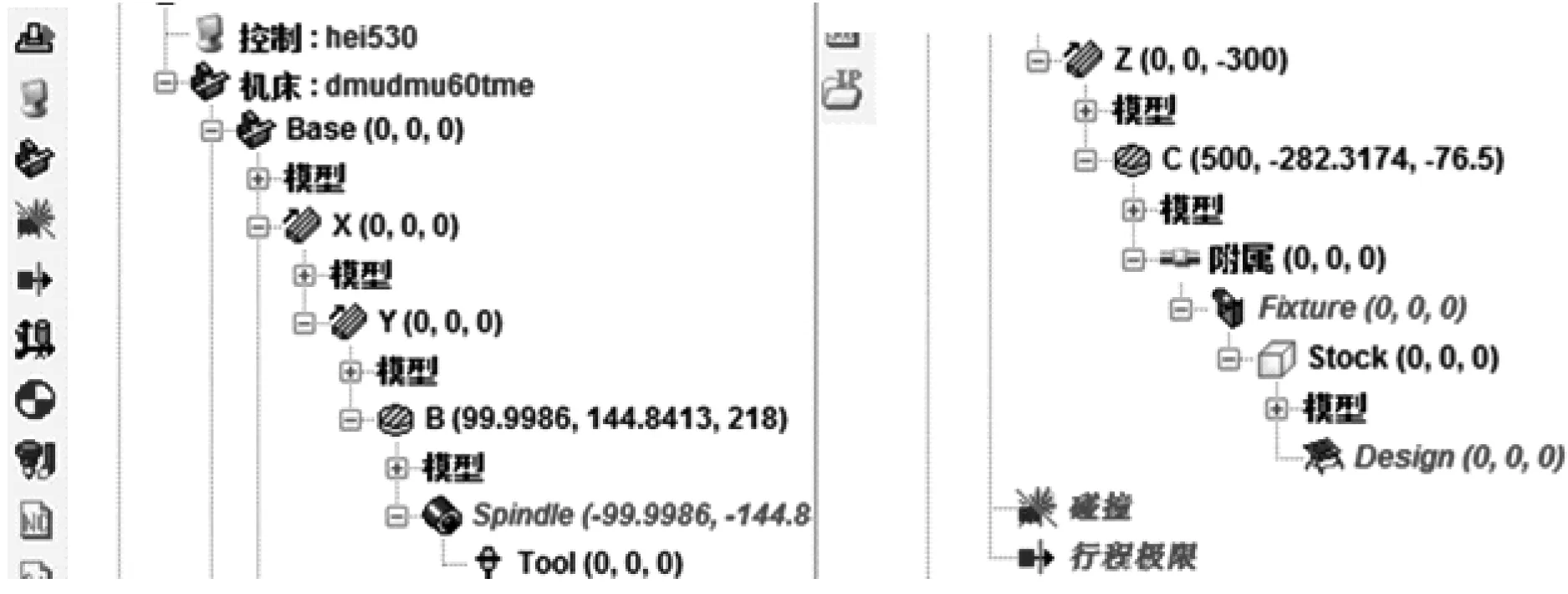
图10 建立完成的组件树
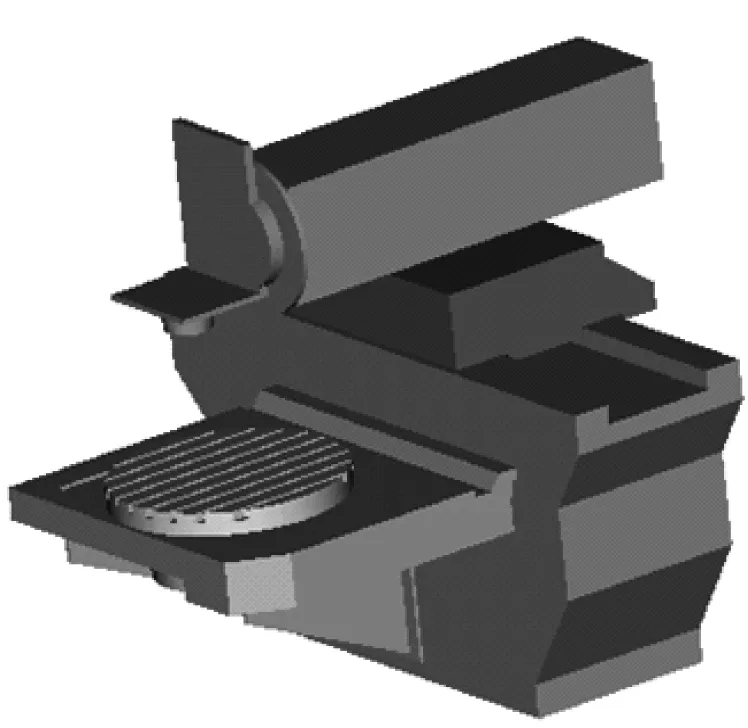
构建完成的DMU60 monoBLOCK机床的运动模型,如图11所示。
(3) 配置机床的控制系统文件。选用Heidenhain iTNC530数控系统,在“配置-文字格式”中根据机床实际运动设置关键字的格式,在“配置-文字/地址”中,对关键字进行函数和宏的匹配。
(4) 设置机床的基础参数。包括机床的初始位置、换刀点、行程极限以及碰撞检测等。
至此,完成DMU60 monoBLOCK五轴数控仿真平台的构建。
4.2 进行加工仿真
DMU60 monoBLOCK五轴数控仿真平台建完后,在实际加工零件验证时,需做以下工作:
(1) 建立加工整体叶轮的刀具库,设置加工坐标系;
(2) 添加Cimatron后置处理的NC程序,并添加毛坯和整体叶轮模型;
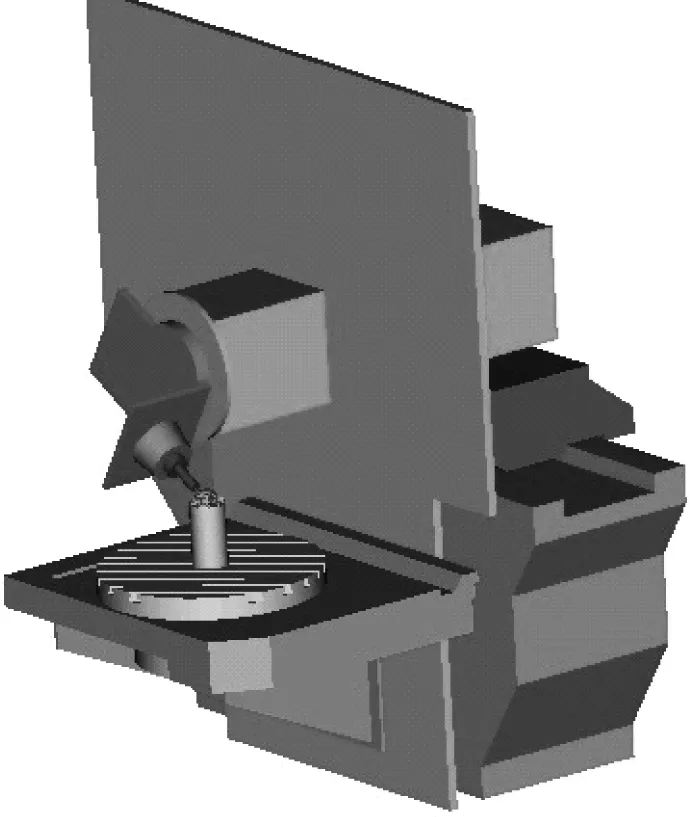
(3) 进行整体叶轮的加工仿真,仿真结束后,未观察到碰撞和干涉,工件也未出现过切和欠切,如图12所示。
4.3 NC程序优化
本文采用VERICUT的OptiPath功能对NC程序进行优化,优化的本质是主轴转速和进给速度的重新计算[8]。优化的基本原理是根据当前所使用刀具及其刀路轨迹,计算每步程序的切削量,进行计算分析。当材料去除量较大时,VERICUT就降低切削速度;当材料去除量较小时,就提高切削速度,从而调整主轴转速,插入新的进给速度,进而对NC程序进行优化,优化后的NC程序并不会改变原来的刀路轨迹。
NC程序的优化过程如下:
(1) 在刀具库中为所有的刀具建立优化库。选择优化方法,设置“主轴转速”等参数;在“设定”选项卡中设置“解析度距离”“最小进给率的改变”“整理进给率”等相关参数;最后设置“极限”选项卡中的参数[7]185-186,如图13所示。
(2) 调用刀具优化库,再次进行加工仿真,对NC程序进行优化。当加工仿真结束时,刀路轨迹的优化完成,优化后的程序被写入指定的Optimized Toolpath文件里。
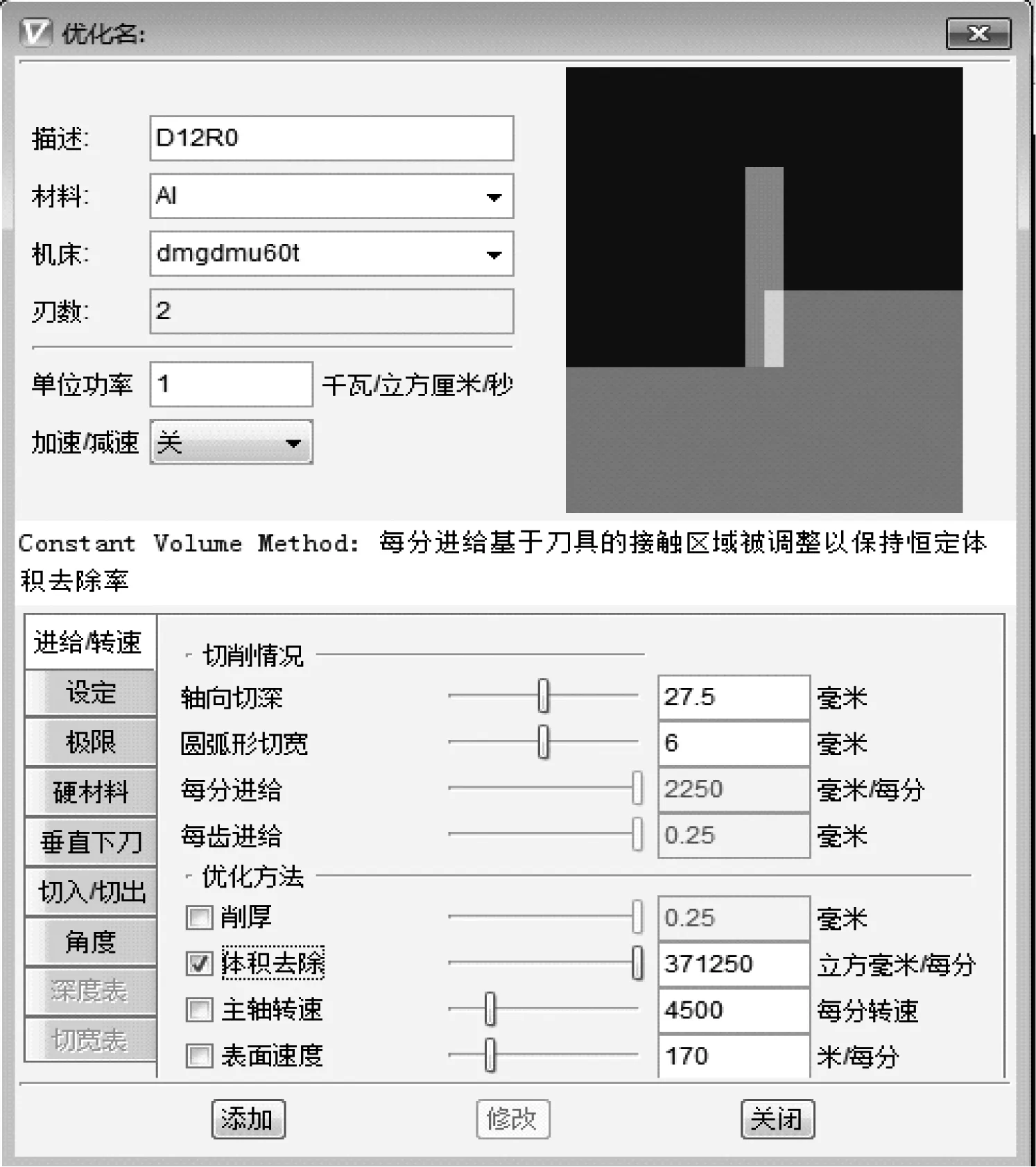
图13 优化库参数设置
4.4 优化结果分析
对比优化前后的NC程序,可以看到在原来的NC程序的进给速度是恒定的,优化后的NC程序被分为很多子步,VERICUT根据切削情况为每一段子步中插入了新的进给速度,如图14所示。
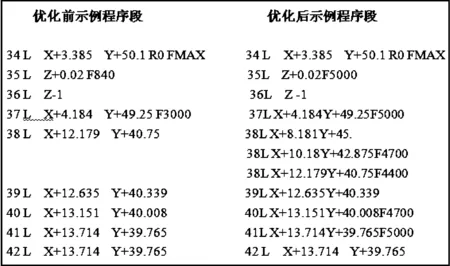
图14 优化前后加工程序对比
表2是优化前后时间对比表,从表2中可以看到优化后的加工时间比优化前节省了34.89%,从而大大节省了加工时间,提高了生产效率。
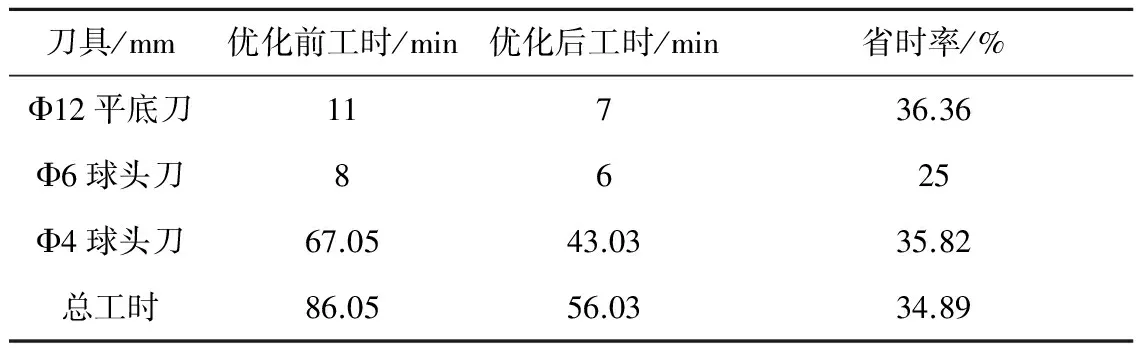
表2 优化前后时间对比
采用优化后的NC程序,在DMU60 monoB-LOCK五轴数控加工中心上加工整体叶轮,加工完成的叶轮,经检测加工尺寸精度和表面粗度均符合要求,如图15所示。

图15 加工完成的叶轮
5 总结
本文以企业实际生产某叶轮为例,对整体叶轮五轴数控加工与仿真优化作了如下工作:
(1) 分析了叶轮加工的难点,制定了合理的加工工艺,对程序编制中的刀路进行了详细解析。
(2) 通过对DMU60monoblock实际机床建模,应用VERICUT 软件,对构建五轴虚拟仿真平台进行了整体叶轮的加工仿真,确保了实际加工的安全性和稳定性。
(3) 最后,应用优化模块对加工程序进行了优化,提高了加工效率。
本文通过对整体叶轮的加工分析与优化,为复杂零部件加工的五轴加工过程提供了参考经验。
参考文献:
[1] 吕程辉. 整体叶轮的五轴高速铣削加工工艺优化 [D]. 上海:同济大学,2007.
[2] 姬俊峰. 复杂整体叶轮数控加工关键技术研究[D]. 南京:南京航空航天大学,2009.
[3] 曾豪华. 基于UGNX6.0的整体叶轮加工工艺及数控编程[J]. 机械工程师, 2011(8):72-74.
[4] 张剑. 整体叶轮五轴数控铣削技术的研究[D]. 长沙:湖南大学,2012.
[5] 丁刚强. 整体叶轮五轴数控加工技术的研究 [J]. 制造技术与机床,2013(4): 100-103.
[6] 杨光.整体叶轮五轴数控加工与仿真研究[D]. 西安:西安科技大学,2013.
[7] 郑贞平, 黄云林, 黎胜容. VERICUT数控仿真技术与应用实例详解[M].北京:机械工业出版社,2011:1,82-83,185-186.
[8] 罗良清,张丹,李志明. 基于VERICUT的数控加工仿真与优化[J]. 湖北工业大学学报,2006,21(3):186-188.