加工三维孔夹具的设计浅析
2018-05-07黄浩
黄 浩
(柳州五菱柳机动力有限公司,广西 柳州545000)
三维孔的孔中心线不与坐标系中X/Y/Z方向中的任何一个方向重合或平行。如图1所示,空间直线AG可看作空间ABCD-EFGH的一个三维孔中心线。直线AG与平面ABCD、平面ABFE、平面BCGF都是形成锐角的关系(在图1中,∠AGD为直线AG与平面CDHG形成的夹角;∠AGB为直线AG与平面BCGF形成的夹角;∠AGE为直线AG与平面EFGH形成的夹角)。

图1 三维孔示意图
三维孔属于机加工中不常见孔,只是在特殊产品中存在,开发设计一个新产品,都应该尽量避免产品存在三维孔。加工三维孔可以利用五轴加工中心加工,此方法夹具简便明了,但是设备投入成本大;加工三维孔的另一种方法是利用四轴加工中心完成三维孔加工,此方法夹具较为复杂,但是投入成本低。因此,开展对设计三维孔夹具的研究,具有降低成本的重要意义。
2016年3月,我公司加工1.2T缸体时需要加工一个三维孔,当时可利用设备只有四轴加工中心,在加工AG这种三维孔时,夹具不知从何处着手设计,只能通过不断的加工检测,根据检测结果来反推设计夹具,从而完成三维孔的加工。
1 孔加工思路与方案
1.1 孔系加工介绍
孔系列加工可分为一维孔M-N(图2)加工、二维孔 L-J(图 3)加工、三维孔 A-G(图 4)加工,所有的孔系列加工最终都将会转换成为孔中心线与机床Z轴平行的一维孔加工。

图2 一维孔示意图

图3 二维孔示意图
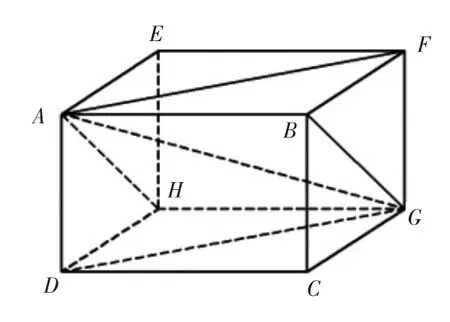
图4 三维孔示意图
1.1.1 一维孔加工
一维孔加工是最常见的孔系加工,在加工前,只需要把工件摆正,使孔中心线与机床Z轴平行即可加工。在图2中,假设平面CDHG为定位面,直线MN为一维孔的中心线,设计夹具的时候利用一面两销进行定位[1],将夹具的定位支撑面水平设计,这样就可以保证定位面CDHG与机床Z轴方向垂直,M-N方向即为孔加工钻头的进给方向。
1.1.2 二维孔加工
二维孔加工有两种方法,一种方法是将夹具的定位支撑面设计成一个斜面,夹具的定位支撑面与水平面形成一定的夹角,使二维孔中心线与机床Z轴平行;另一种方法是夹具的定位支撑面水平设计,利用四轴加工中心旋转一定的角度,将二维孔中心线旋转至与机床Z轴平行。在图3中,假设平面CDHG为定位面,直线LJ为二维孔的中心线,设计夹具的时候利用一面两销进行定位。按照第一种方法,将夹具的定位支撑面与水平方向夹角设计成等于∠LJI的角度[2],L-J方向即为孔加工钻头的进给方向;按照第二种方法,将夹具的定位支撑面水平设计,利用四轴加工中心旋转等于∠LJI的角度,L-J方向即为孔加工钻头的进给方向。
1.1.3 三维孔加工
三维孔的加工比较复杂,在利用四轴加工中心加工三维孔AG时,最大的难题就是要解决角度如何保证的问题,而加工三维孔至少需要保证两个方向的旋转角度,这两个角度单单利用四轴加工中心是不能达到的,因此在通过四轴加工中心加工三维孔旋转一个角度时,还需利用一套简易的手工夹具来保证另一个角度[3]。
1.2 三维孔加工原理解析
1.2.1 三维孔加工方法一
假设在图4中,面CDHG为加工孔AG的定位平面,∠AGD和∠AGB为已知标注角度。如果想加工AG孔,工件是不能直接绕直线AG旋转的,首先直线AG难以标定,其次AG不与定位面的四条边CD、DH、HG、GC 平行,与平面 CDHG、平面 ABCD、平面BCGF也都不是平行关系,这就可以理解为直线AG与加工中心坐标轴是不平行的,通常这样的旋转利用四轴加工中心是无法做到的,简易夹具也难以保证这样的角度。而若是采用直线DC、直线DH、直线DA作为旋转轴,则旋转难题就可以迎刃而解。这样就必须对∠AGD作一次角度置换[1],即用∠BGF的旋转来达到∠AGD的旋转效果。通过利用解析几何的计算,求出∠BGF的具体数值不难。这样就可以先将直线HG作为旋转轴,把平面ABGH旋转∠BGF的角度数值至平面EFGH的位置,在旋转的过程中,显然∠AGB是不会发生变化的,然后再以G为支点,直线AG在平面ABGH内绕着G点旋转∠AGB的角度数值,使直线AG竖立起来。以上先旋转一个角度,再旋转另一个角度,就具备了利用四轴加工中心和手工简易夹具加工三维孔AG的条件。
1.2.2 三维孔加工方法二
在图4中,利用已知角度∠AGD和∠AGB可以将∠AFB计算出来。先将直线FG作为旋转轴,将平面ADGF旋转∠AFB角度数值至平面BCGF的位置,再以G为支点,直线AG在平面ADGF内绕着G点旋转∠AGD的角度数值,使直线AG竖立起来,这样也可以达到加工三维孔AG的条件。
2 三维孔加工案例分析
2.1 加工实例模型解析
已知工件ABCD-EFGH(图5),直线AG为工件上一个三维孔中心线,该中心线与工件的后端面BCGF夹角为9°,同时该中心线与工件的底面CDHG夹角为42.35°,通过几何的相关理论和三角函数[5]计算∠BGF的数值,再根据1.2.1项介绍的三维孔加工方法一来设定四轴加工中心需要旋转的角度以及设计夹具定位面与水平面的夹角。

图5 工件三维孔示意图
解:
在图5中,因为直线AG与平面BCGF夹角为9°,直线 AB⊥平面 BCGF,所以∠AGB=9°;
因为直线AG与平面CDHG夹角为42.35°,直线AD⊥平面 CDHG,所以∠AGD=42.35°;
因为在直角三角形ADG中,AD⊥DG,∠AGD=42.35°,所以 AD=AG*∠AGD=AG*sin42.35°=0.6737AG,则FG=AD=0.6737AG;
因为在直角三角形ABG中,AB⊥BG,∠AGB=9°,所以 BG=AG*cos∠AGB=AG*cos9°=0.9877AG;
因为在直角三角形BFG中,BF⊥FG,所以cos∠BGF=FG/BG =0.6737AG/0.9877AG=0.682;故∠BGF=arccos0.682=47°
由此计算结果,可以得出该工件在加工三维孔时需先把面ABGH绕HG轴旋转47°至平面EFGH上;在旋转后的平面ABGH内,再将直线AG绕G点旋转9°至BG位置,至此就能满足利用四轴加工中心和简易手工夹具加工三维孔AG的条件了。
2.2 三维孔辅助夹具的设计思路
由上面的思路,Z轴为三维孔加工钻头的进给方向,Y轴为四轴加工中心的旋转轴。根据之前阐述的原理,把工件底面CDHG设为定位面,这样就需将夹具的定位支撑面设计成斜面,其定位支撑面与水平面夹角为47°(如图6),使孔中心线所在的平面与机床Z轴平行[5];再利用四轴加工中心的程序将孔中心线旋转9°,使三维孔的中心线与Z轴平行,此时的A-G方向即为三维孔加工钻头的进给方向。

图6 夹具夹角示意图
2.3 三维孔程序的编制
在加工的过程中,工件旋转的9°是通过机床的第四轴旋转9°来保证的。加工该三维孔时,设定该孔中心为G54X0Y0,加工程序如下[6]:
T1M6
M3S2000
M8
G54G90G00X0Y0
G43Z100.H1
Z20.
G98G81Z-32.R10.F300
G91G30Z0
G91G30X0Y0
M9
M5
M30
3 三维孔加工方案在生产中的应用成果
该三维孔加工方法适用于所有定位为一面两销定位的工件三维孔,采用此方法后,加工零件几何、尺寸精度等都能符合图纸工艺要求。此方案只需投入一套简易夹具,同时再利用现有的四轴加工中心就可以完成三维孔的加工,简易的手工夹具设计、制造到装配调试完毕只需耗资3 000元左右。用此方法进行加工三维孔也存在弊端,即三维孔和夹具需一一对应,三维孔的角度发生变化时就得重新设计另一套夹具。
从整体上看,上述角度置换加工三维孔的方法与采用昂贵的五轴加工中心或制造复杂的专用夹具相比,这无疑是大大节约了成本,经济效益颇为可观。
4 结束语
本文介绍了机床、夹具、零件加工之间的机械加工关系,利用空间解析几何的知识将三维孔的加工原理予以详细的介绍,通过三维孔的加工原理设计手工简易夹具和编制加工程序,从而实现利用低成本来完成加工三维孔的目的。
参考文献:
[1]浦林祥.金属切削机床夹具设计手册[M].北京:机械工业出版社,1987.
[2]第一机械工业部机床研究所等主编.机床夹具图册[M].北京:机械工业出版社,1966.
[3]邹本有.基于旋转法的歪斜工件加工中角度计算不同方法比较 [J].机械研究与应用,2005(2):82-85.
[4]徐 灏.机械设计手册第1卷[M].北京:机械工业出版社,1991:69-72.
[5]薛源顺.机床夹具设计[M].北京:机械工业出版社,1999.
[6]刘雄伟.数控加工理论与编程技术[M].北京:机械工业出版社,1994.
