有色冶炼大容量玻璃钢方形槽强度计算及制造
2018-05-02霍云飞吴礼义
霍云飞, 吴礼义
(湖北义邦防腐设备有限公司, 湖北 随州 443300)
有色冶炼行业经常使用大容量电积液循环槽、过滤前液槽、中间槽、电积后液槽、电积高位槽,萃取车间萃取混合室等容器。因考虑到工艺及布置的情况,一般采用方形槽结构。方形槽采用碳钢衬防腐玻璃钢结构,也有采用整体玻璃钢结构。碳钢衬防腐玻璃钢结构施工要求高,一般存在钢表面除锈不彻底,手糊内衬玻璃钢基层存在气泡,钢比玻璃钢的挠性大等问题,这些因素对设备正常使用影响很大。碳钢衬防腐玻璃钢设备使用1~3年时间玻璃钢防腐层会脱落,设备碳钢部分会局部穿孔和腐蚀。大容量电积液循环槽等设备不适合用碳钢内衬玻璃钢结构。用耐酸不锈钢制造设备投资大,也存在腐蚀问题。2010年在刚果民主共和国希图鲁铜矿工程冶炼厂项目中电积液循环槽等设备容器采用整体全玻璃钢结构,已使用7年,无设备问题,效果非常好。
1 全玻璃钢槽基本结构
全玻璃钢电积液循环槽结构分为内衬层,次内层,加强层,外保护层。
内衬层通常是由玻璃纤维表面毡、内衬树脂组成的富树脂层,树脂质量含量为90%以上,是防渗防腐蚀层,气密性好,光洁度高。次内层的作用(也称中间耐腐蚀层)通常采用内衬树脂加短切毡增强,树脂质量含量为70%以上,其作用除了耐腐蚀外,更主要的是保护内衬层,起到阻止内衬层裂纹延展的作用。结构层用无碱无捻玻璃纤维缠绕纱浸润结构树脂后环向和交叉向结合的方法缠绕成型,树脂质量含量为50%。作用是承受各种应力和外载荷。外表面层是保护贮罐和配件不受外界机械损伤和防止老化,它的组成与内表面基本相同,添加了防紫外线老化助剂,可与结构层结合在一起。全玻璃钢槽的基本结构详见图1。

图1 电积液循环槽材料结构示意图
2 全玻璃钢槽原材料
全玻璃钢槽制造采用双酚A环氧乙烯基酯树脂、过氧化甲乙酮、环烷酸钴、中碱玻纤短切毡、玻纤表面毡、中碱无捻玻纤方格布、阻燃剂、丙酮等材料,性能参数如表1至表8。
3 全玻璃钢电积液循环槽(10 000 mm×5 000 mm×3 000 mm)的强度计算
对于长方形全玻璃钢电积液循环槽10 000 mm×5 000 mm×3 000 mm,参照GB150—1998《钢制压力容器》中“非圆形截面容器”进行力学计算。材料强度、许用强度及设备结构按HG/T20696—1999《玻璃钢化工设备设计规定》进行取值。
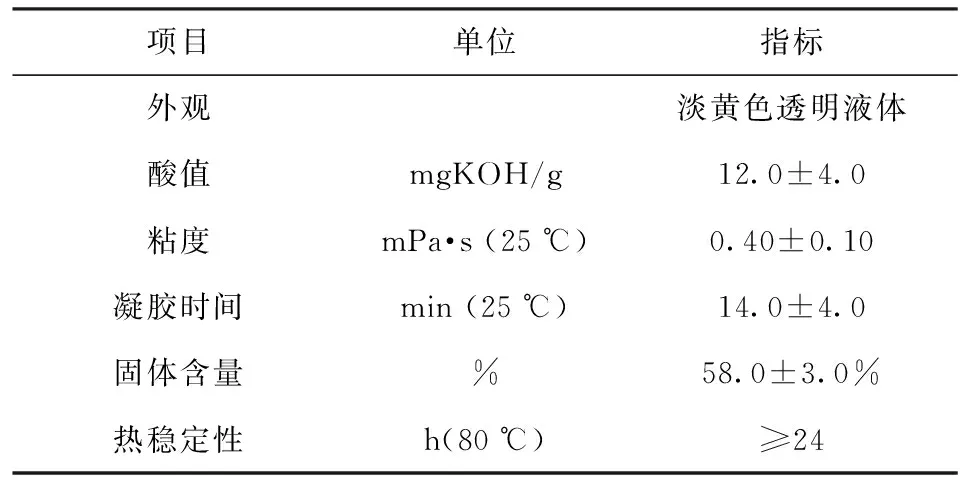
表1 双酚A环氧乙烯基酯树脂(MFE-3)质量指标

表2 过氧化甲乙酮(MEKPO)质量指标

表3 环烷酸钴(421)质量指标
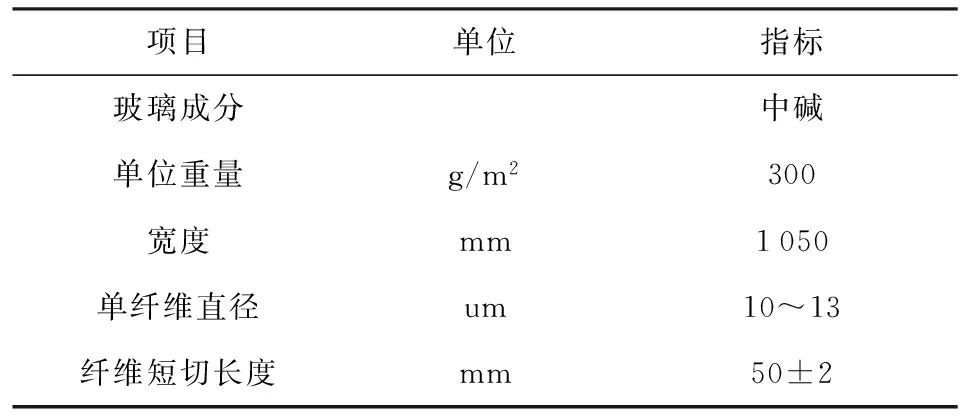
表4 中碱玻纤短切毡(CMC-300)质量指标

表5 玻纤表面毡(BPT-50)质量指标
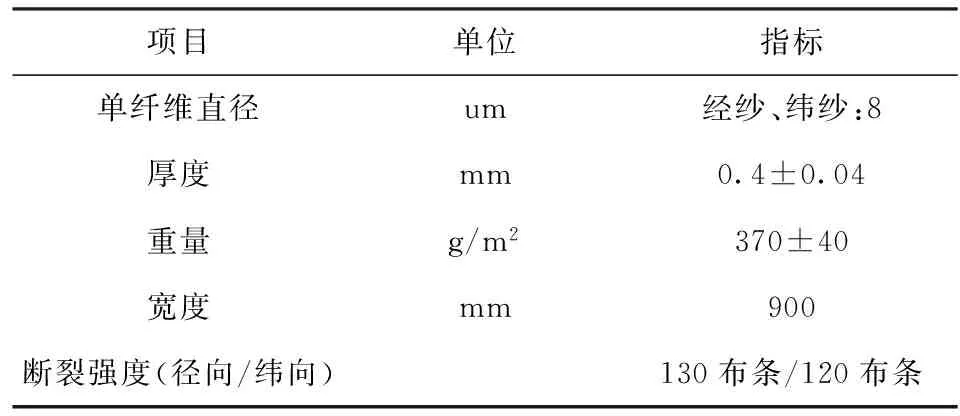
表6 中碱无捻玻纤方格布(CWR400)质量指标

表7 阻燃剂(TCPP)质量指标

表8 丙酮的质量指标
3.1 设计参数
液体比重r=1.3 t/m3, 液体高度H高=3 m , 设备壁厚设定为δ=18 mm,安全系数n=2.5,轴向拉伸强度σ=60 MPa~180 MPa,弯曲强度σb≥250 MPa,弹性模数E=1.09×104MPa,许用应变值[ξ]≤0.1%,设计压力PC为:
PC=1.25rH高/10=1.25×1.3×3/10=0.487 5 kg/cm2=0.05 MPa
3.2 设定加强件尺寸
加强件见图2,全玻璃钢电积液循环槽见图3。加强件尺寸H加=120 mm,B加=100 mm,h加=108 mm,b加=88 mm,δ加=6 mm,短边平板壁厚为δ=18 mm,长边平板壁厚为δ=18 mm。拉撑板厚度为δ=18 mm,短边平板上加强件的横截面积A1、长边平板上加强件的横截面积A2计算如下:
A1=100×2×6+108×2×6=2 496 mm2
A2=100×2×6+108×2×6=2 496 mm2
α=H/h=5 000/3 300=1.51(H为贮槽短边,h为贮槽长边1/3)
=5 162 112 mm4
α为参数,I1加为加强件组合截面的惯性矩。

图2 加强件截面示意图

图3 贮槽立体图
3.3 加强件中心线间距
PC=0.05 MPa(设计压力),[σ]t为设计温度下材料的许用应力100 MPa,Z为系数,δ>11 mm时Z=2.2。加强件中心线基本间距Ls和加强件中心线间最大距离Ls1、Ls2计算如下:
3.4 有效宽度和惯性矩
K为参数,I1为厚度δ1的平板截面的惯性矩,I2为厚度δ2的平板截面的惯性矩,I11为在有效宽度W范围内,厚度δ1的平板与加强件组合截面的惯性矩,I21为在有效宽度W范围内,厚度δ2的平板与加强件组合截面的惯性矩,计算如下:
K=(I2/I1)α
因有效宽度W=670 mm,Ls=1 194 mm,Ls>W,为了提高安全系数,Ls加强件中心线基本间距取有效宽度670mm。
I11=I1+I1加+I1组合

I11=325 620+5 162 112+A1×(60+9-12)2+670×18×12=13 741 956 mm4
3.5 短边侧板应力校核
N点和Q点的薄膜应力:
N点和Q点的弯曲应力:

[σ]tφ=100 MPa×0.9=90 MPa
[σ]tφ=100 MPa×0.9=90 MPa
1.5[σ]tφ=1.5×90 MPa=135 MPa
1.5[σ]tφ=1.5×90 MPa=135 MPa
3.6 长边侧板应力校核
M点和Q点的薄膜应力:
M点和Q点的弯曲应力:
应力校核:
[σ]tφ=100 MPa×0.9=90 MPa
[σ]tφ=100 MPa×0.9=90 MPa
1.5[σ]tφ=1.5×90 MPa=135 MPa
1.5[σ]tφ=1.5×90 MPa=135 MPa
3.7 拉撑板应力校核
薄膜应力:
=8.32 MPa
[σ]=90 MPa
σm≤[σ]
3.8 顶盖强度校核
f为挠度,C8为系数,P=1 000 N,b=H/2=5 000/2=2 500,h为顶盖厚度,3h/H=10 000/5 000=2,查矩形平板系数表C8=0.078 8,C=1,“-”指顶盖下表面受力。
=14.59 mm
[ξ]=0.1%
[f]=10 000×[ξ]=10 000×0.1%=10 mm
[σ]=90 MPa
σP≤[σ]
顶盖集中载荷按1 000 N考虑,提高顶盖挠度需增设顶盖梁。槽体强度主要依靠加强圈和拉撑板,未考虑盖板及底板加强作用,若考虑进一步提高槽体强度,长短边侧板连接处应尽量采用圆角、采用应力过渡结构,减少应力集中。
4 全玻璃钢槽设备制造
乙烯基酯树脂施工配合比(质量比)如表9所示。
4.1 制造施工
制造施工环境温度以15~30 ℃为宜,相对湿度不大于80%。当衬里层的施工环境温度低于15 ℃,应采取加热保温措施。原材料使用时, 原材料温度不低于15 ℃。一般情况下材料的初凝时间以30min为宜,如果固化太快则来不及施工,固化太慢,会影响制成品质量。玻璃钢制品的脱模操作应在模具上常温固化24 h以上方可脱模加工。全玻璃钢槽制造施工工序如表10所示。制造施工铺层的结构为:1层玻纤表面毡+n层玻纤短切毡+m层(玻纤方格布+玻纤短切毡)+1层玻纤短切毡+1层玻纤表面毡 。根据铺层设计确定n、m的具体数值。

表9 乙烯基酯树脂施工配比 kg

表10 全玻璃钢槽制造施工工序

续表
4.2 槽体外观检查
内衬耐蚀层表面最大气泡直径控制在5 mm之内,在耐蚀层中300 mm×300 mm面积上进行检测,其中φ3~5 mm的气泡应不超过10个。耐蚀层表面不允许有深度为0.5 mm以上的裂纹,结构层表面不允许有深度为2 mm以上的裂纹。耐蚀层表面应光滑平整,强化层的凹凸部分厚度不大于总厚度的20%。耐蚀层不允许有泛白处,增强层泛白区最大直径允许在Φ50 mm以内。另外,不允许有外层脱层、纤维裸露、树脂结节、异物杂色、色泽明显不均等现象。测点选取10个以上不同点,固化完全的硬度应达到巴柯尔硬度40以上。表面防腐层含胶量不小于90%,结构层含胶量应不小50%。玻璃钢成品全部制造完毕后,应室温固化不低于168 h,然后在室温下盛水试漏48 h以上,要求无渗漏,无冒汗,无明显变形等不正常现象。
优质的材料、优质的施工、良好的养护是维持防腐蚀工程项目长时间使用的三要素。因此施工后的正常养护时间为1周,在此期间避免人员进入槽内操作使用,避免过重的物体对槽的损伤。投入使用后,注意玻璃钢槽体的使用情况,一旦发现受损或者渗漏等现象,应当及时处理,防止不良后果产生。
碳钢内衬玻璃钢设备造价30万元,全玻璃钢设备造价29万元,碳钢内衬维修费用高,全玻璃钢维修费用少。总之用全玻璃钢结构制造大容量玻璃钢方形槽设备是可行的,有较高的性价比优势。
5 结论
全玻璃钢大容量方形槽比圆形槽结构设备可以最大限度的利用空间面积,更好地完成湿法冶炼工艺要求。方形槽结构设备受力较复杂,材料强度校核比圆形槽结构设备要复杂些。大容量方形全玻璃钢槽制造采用树脂类型也很成功,防腐层几乎无外形减损。全玻璃钢槽的施工工艺及结构也保证了大容量方形全玻璃钢槽成功使用。
全玻璃钢设备计算、设计、施工、制造于2010年在刚果民主共和国希图鲁铜矿工程冶炼厂应用实践是成功的,这些对其他厂使用全玻璃钢设备帮助作用。
[参考文献]
[1] 北京有色冶金设计研究总院主编.《机械设计手册》.北京:化学工业出版社,1993.
