氯气处理工艺流程概述及几点改进建议
2018-04-28冯天水
冯天水
(天津渤化工程有限公司,天津300193)
本文就笔者参与设计的某公司10万t/a烧碱项目一期工程的氯氢处理工序中的氯气处理部分,对氯气处理基本原理、工艺流程及主要设备进行说明,并在工艺设计中提出几点改进建议,以提高生产质量,保证运行安全。
1 氯气处理基本原理
二次盐水离子膜电解产出的湿氯气温度较高(85℃),并伴有大量水蒸气及夹带盐雾等杂质,若不进行干燥处理,将严重管蚀设备及管道。故二次盐水产出的湿氯气须进入氯气处理工序进行干燥,生产中要求氯气中含水量≤0.05%。
不同温度下湿氯气中的水蒸气分压和饱和含水量关系(见表1),一定压力下,湿氯气中水蒸气分压及水气含量随温度降低而降低,如40℃时水气含量仅为85℃时的5.86%。因此,湿氯气先通过洗涤塔洗涤冷却至45~40℃,降低湿氯气温度及水气分压,同时除去湿氯气中大量水蒸气及盐雾。
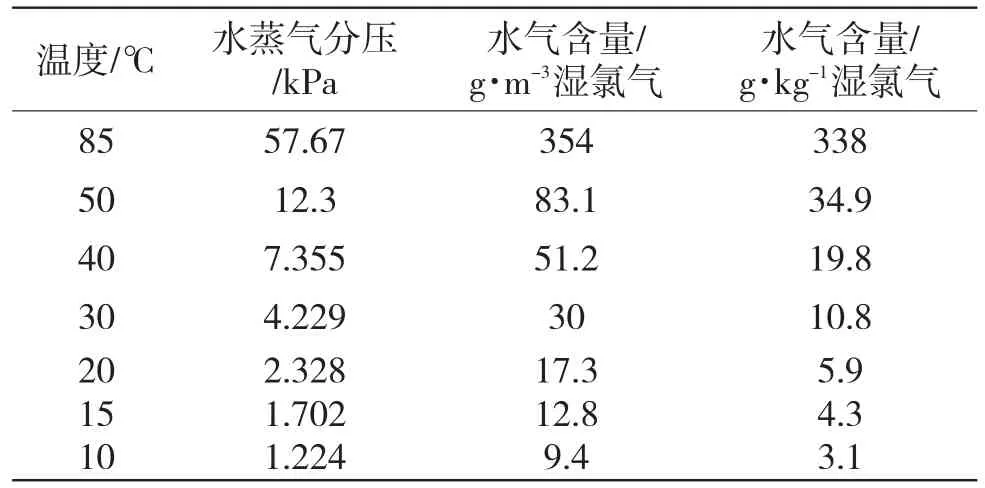
表1 不同温度下湿氯气中的水蒸汽分压和饱和含水量(101.3kPa)
湿氯气经洗涤塔洗涤后进入干燥塔进一步降低含水量,干燥氯气的干燥剂为浓硫酸,浓硫酸吸水性强,不与氯气反应;对钢铁设备及管道腐蚀小;造价低廉易得且干燥后稀酸可回收利用。
湿氯气的脱水效果决定于浓硫酸溶液上方的水蒸气分压,水蒸气分压又与浓硫酸浓度及温度有很大关系,浓度越高,吸水效果越好;温度越低,干燥效果越好。但浓硫酸控制的温度过低,可能出现结晶现象,如98%浓硫酸在10℃时开始结晶,75%硫酸在0.1℃时开始结晶,故而一般情况下,浓硫酸的冷却温度不低于10℃,稀硫酸不低于2℃[1]。
2 氯气处理工序工艺流程(见图1)
2.1 氯气洗涤及冷却
来自二次盐水工序离子膜电解的湿氯气(~85℃),通入氯水洗涤塔底部,氯水由氯水泵打入氯水冷却器冷却换热后在塔内上部喷淋,与湿氯气逆流直接接触,以除去湿氯气中的大部分水蒸气及盐雾等杂质,同时冷却湿氯气至45℃由氯水洗涤塔顶部进入钛管一级、二级冷却器进一步冷却,钛管一级冷却器冷却介质为循环水,钛管二级冷却器冷却介质为冷冻水。钛管二级冷却器出口氯气温度约为12~15℃。冷却后氯气通入水雾捕集器除去雾滴。
氯水洗涤塔材质为PVC+FRP,填料为梅花环,材质为CPVC;水雾捕集器材质为PVC+FRP。
2.2 氯气干燥
氯气干燥采用1个填料塔+1个泡罩塔串联工艺。
氯气经过水雾捕集器后通入填料干燥塔下部,与90%(质量分数)浓硫酸逆流接触传质干燥,塔底硫酸经稀硫酸冷却器换热后循环使用,冷却介质为冷冻水。当硫酸质量分数降至75%时由稀硫酸循环泵送至罐区,作为废硫酸出售;泡罩干燥塔由4层泡罩+1层填料组成,氯气从下部通入,与上部浓硫酸逆流接触传质干燥,底部浓硫酸经浓硫酸冷却器冷却后由浓硫酸循环泵打入填料层上方循环使用,冷却介质为冷冻水;氯气自泡罩塔顶部排出通入酸雾捕集器除去酸雾。经两塔干燥后氯气含水量≤0.05%(质量分数)。
填料干燥塔及泡罩干燥塔材质为PVC+FRP,填料为陶瓷拉西环;酸雾捕集器材质为16MnR。
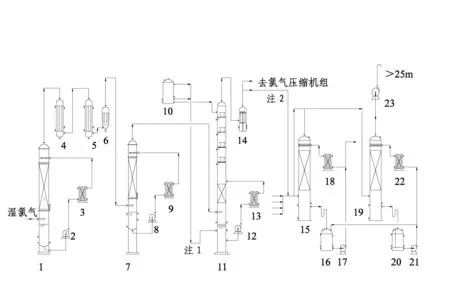
图1 氯气处理工序主要工艺流程
2.3 氯气压缩
氯气干燥后需加压输送至下一工序,故干氯气经氯气压缩机组加压后进入氯气分配台去氯化氢合成及盐酸工序和液氯及灌装工序。
2.4 废氯气吸收
来自各工序的废氯气及开停车和事故氯气,严禁不经处理外逸。废氯气的化学吸收处理采用吸收塔和尾气塔两段吸收,两塔均为填料塔,吸收液为32%(质量分数)NaOH溶液。吸收塔中,吸收液经循环液冷却器冷却后与废氯气逆流接触反应,冷却介质为冷冻水和循环水。废氯气从吸收塔顶部排出进入尾气塔,与尾气冷却器冷却后循环液逆流接触反应,冷却介质为循环水。两塔可同时串联运行,单塔检修时也可单独运行。尾气达到环保排放标准后经尾气风机至>25m高空排放,循环液NaC-lO去一次盐水工序及罐区。
吸收塔材质为PVC+FRP,填料为梅花环,材质为CPVC;尾气塔材质为PVC,填料为梅花环,材质为PVC。
3 工艺改进的几点建议
3.1 泡罩干燥塔入口管线
浓硫酸经浓硫酸高位槽进入泡罩塔底部时,若管道直接接入容易引起硫酸管线溢流阻塞,可能造成泡罩塔底部硫酸液位高于氯气进料管线管口,影响氯气处理系统压力。进行工艺设计时,在泡罩干燥塔底部浓硫酸管口处设置U型弯管线,U型弯管线高度为700mm,保证浓硫酸管线的溢流畅通,如图1中注1处所示。
3.2 浓硫酸输送管线上阀门的选用
目前浓硫酸储存设备及输送管线材质多选用碳钢,容易产生酸泥,造成输送管线、泵出入口管线、罐的排空导淋的堵塞,建议这部分管线上的阀门采用PVDF材质球阀,酸泥堵塞时检修及疏通较隔膜阀更方便[2]。
3.3 泡罩干燥塔干氯气出口管线
泡罩干燥塔材质为PVC+FRP,设备强度不高,若氯气压缩机组事故停车会引起氯气“憋压”冲击泡罩塔,存在安全隐患。故建议在干氯气出口管线上增加一根事故氯气管线去废氯气处理[3],如图1中注2处所示。并在该管线上安装自控开关阀,事故状态下开关阀自动开启,干氯气排入废氯气吸收塔,保证系统的安全运行。
3.4 废氯气吸收冷却介质
废氯气处理量较大或环境温度较高时,循环液冷却器若用循环水冷却碱液,碱液达不到所需冷却温度,高温下NaClO易发生副反应生成NaClO3及NaCl,影响吸收效果和NaClO产品品质。故在循环水管线上增加冷冻水管线旁路,可根据生产需要切换循环水和冷冻水。
3.5 废氯气吸收塔循环泵出口NaClO浓度实时监测
废氯气吸收塔中化学吸收时,应控制吸收碱液浓度和氯气通入量的比例。氯气过量时易发生过氯反应造成跑氯事故,碱液稍过量时可抑制副反应的发生,保证NaClO的稳定性。实际生产时废氯气处理量会有波动,因此,吸收塔循环泵应选用变频泵,同时建议在泵出口管线上增加NaClO监测ORP在线仪[4],对NaClO浓度实时监测,配合pH监测控制,更准确实现循环槽的切换,提高生产效率及产品品质。
4 结论
氯气处理工序是整个装置运行的关键工序,工艺设计时不但要满足设计要求中各项工艺指标,还要从安全、环境卫生及节能等多方面考虑设计方案。在设计过程中,应多熟悉现行标准、规范,多查阅资料,多参考氯碱行业的研究进展,从设备结构型式、材质,物料性质、操作参数,管线、阀门及自控方案等多角度入手,不断优化设计。
参考文献:
[1]张玉军.6万t/a离子膜电解装置氯气处理系统评述[J].中国氯碱,2010,5:17-19.
[2]李明,郑平友.两套氯气处理系统流程的对比和分析[J].氯碱工业,2007,7:24-26.
[3]蔡永久.氯气处理工艺改进[J].氯碱工业,2011,47(8):15-19.
[4]陈光胜.氯碱废氯气处理的设计[J].化学工程与装备,2012,6:174-176.
