蒙皮镜像铣削支撑技术的研究现状和发展趋势
2018-04-27鲍岩董志刚朱祥龙王昌瑞郭东明康仁科
鲍岩,董志刚,朱祥龙,王昌瑞,郭东明,康仁科
大连理工大学 精密与特种加工教育部重点实验室,大连 116024
蒙皮是飞机的重要组成部分,属于飞机外形零件,直接形成了飞机的气动外形,使之具有良好的空气动力特性[1]。同时,蒙皮又是飞机重要的受力构件,承受气动载荷并传递至与之相连的机身机翼骨架上,服役过程中受力比较复杂[2]。大型蒙皮整体结构在减重率、结构效率、疲劳强度、密封可靠性、气动外形等方面均优于小蒙皮的拼接结构[3],因此在大型飞机设计中普遍采用大型蒙皮,例如空客A380翼面蒙皮长为33 m、宽为2.5 m[4]。蒙皮零件外形复杂,既有单曲度的也有双曲度的,甚至还有像整流罩这样具有更加复杂形状的。蒙皮形状精度要求较高,根据受力情况,有些蒙皮零件可能是变厚度甚至是变截面的[5]。减重对于飞机而言具有重要意义,减轻结构重量既可以增加飞机运载能力,提高机动性能,加大航程,又可以减少燃油的消耗[3],而且蒙皮重量在机身中所占比例很大[6],因此蒙皮零件内侧往往具有大量的下陷面,最薄处厚度仅约1 mm[5]。从以上分析可见,飞机蒙皮具有尺寸大、形状复杂、厚度薄、刚性差等特点,制造难度大[7-8]。
飞机蒙皮所用材料主要有铝合金、高强度不锈钢、碳纤维和玻璃纤维复合材料等,其中铝合金是目前飞机蒙皮的首选材料[9-10]。虽然全复材蒙皮、金属-复材叠层蒙皮、纤维金属层合板蒙皮所占比例较少,但已成为当今飞机结构设计中的一种新趋势[11]。目前广泛采用的飞机蒙皮零件的制造工艺流程包括:蒙皮毛坯通过成形加工后,变成具有特定曲率的工件;经过边缘切割和开缺口,形成蒙皮零件的基本外形;接下来进行主要的材料去除工序——蒙皮减薄;最后对减薄后的蒙皮进行喷漆保护[12]。其中,减薄加工直接决定了飞机蒙皮的形状精度和表面质量,是飞机蒙皮加工中的重要工序之一。
飞机蒙皮直接和外界接触,工作环境复杂苛刻,因此要求蒙皮表面光滑、无划伤[1]。此外,大型飞机的制造属于典型的多品种、小批量制造,对制造过程的柔性有特别突出的要求。但传统工艺装备无法实现易变形薄壁件的柔性定位、柔性装夹、柔性输送和柔性存储,仅靠数控机床本身的柔性和常规自动化物流系统无法实现对这类特殊零件实施高柔性制造,更无法实现系统化的柔性制造[13]。大型航空薄壁件制造技术作为飞机机体制造的六大关键技术之一,多年来一直困扰着航空工业[14]。
1 飞机蒙皮减薄技术
飞机蒙皮减薄技术经历了由通用铣床配合人工按划线加工,向采用仿形铣床、数控铣床等进行自动化加工的不断革新。但对于这些方法,需要制造特定夹具,存在加工效率低、成本高、库存需求量大等问题。
图1 化学铣切原理[1]Fig.1 Schematic diagram of chemical milling[1]
目前,在航空制造领域,化学铣切是蒙皮壁板类零件加工的主要方法[15]。化学铣切(简称化铣)是将材料待加工的部位暴露在化学介质(溶液)中进行腐蚀,从而获得所需的零件形状和尺寸的一种加工方法[16]。化铣是一种无刀具、无切屑、无应力的特种加工工艺[17],其工艺流程为:除油→水洗→碱蚀→水洗→脱氧→水洗→烘干→涂胶→固化→刻型→化铣→水洗→烘干→除胶,前后经过十几道工序,工艺繁杂[17-19]。同时,由于腐蚀去除材料没有方向性,化学铣切出来的筋条根部总有一个半径R与铣切深度t大体相当的圆角(见图1[1])。腐蚀深度越大,圆角也越大,这就限制了化铣工艺的铣切加工深度[1],与整体蒙皮的高材料去除率的发展要求相矛盾。此外,化铣工艺还存在突出的化学污染问题,清洗剂、刻蚀剂、除胶剂等都是危险的化学试剂。尤其是刻蚀剂,一般为经过加热的高温强碱溶液,容易影响操作工人的身体健康,更会严重污染环境[20]。化铣加工时,材料是等厚度去除的,无法通过一次加工完成多阶梯蒙皮的加工[21]。成形加工后的毛坯零件的初始厚度一致性一般不高,经过化铣加工后,工件的剩余壁厚就会有波动,因此,化铣难以满足新一代大型客机和高性能飞机对高厚度一致性、高精度蒙皮的加工要求[22]。此外,化铣还存在耗电量大、生产周期长、消耗铝材难以回收等固有弊病,不符合绿色加工的要求[23]。对于新一代铝锂合金蒙皮来说,化铣加工过程中还需采取防燃防爆的特别措施,增加了工艺复杂性、成本及安全风险[24]。寻求满足环保和可持续发展的高质高效的蒙皮类零件绿色制造新方法以取代污染严重的化铣工艺,已成为全球航空工业共同的追求目标。
20世纪80年代起,将数控铣切技术和多点柔性夹持技术相结合,若干欧美机床制造公司陆续开发出多种矩阵式多点真空吸附柔性夹持系统,夹持蒙皮零件并与多轴数控铣削机床配合,形成蒙皮精确铣技术和装备并应用于航空制造企业,对成形后的蒙皮毛坯进行下料、减薄、钻孔、开槽和切边等后续加工[24-26, 12]。然而,由于柔性夹具对蒙皮零件是多点离散支撑夹持,在刀具对夹持点之间的悬空区域施加切削力时,蒙皮零件不可避免地会发生弹性变形甚至颤振,影响铣切深度和蒙皮表面粗糙度。因此,蒙皮精确铣无法代替化铣实现蒙皮的高效率高精度加工。
图2 蒙皮镜像铣削原理Fig.2 Schematic diagram of mirror milling of skin
近年来出现的飞机蒙皮镜像铣削加工技术能够解决蒙皮化铣和蒙皮精确铣存在的问题,是一种代替化铣的可行工艺[27]。镜像铣加工系统主要是由柔性夹具和两台同步运动的五坐标卧式加工机床组成。柔性夹具采用三坐标柔性定位真空吸盘吸附固定蒙皮,或者采用周边柔性夹持框夹持固定蒙皮。两台同步运动的五坐标卧式加工机床的主轴头分别为加工头和支撑头,两个主轴头如同镜像般分布于蒙皮零件两侧,二者在加工过程中始终在同一法矢方向同步运动(见图2)。通过控制支撑头和加工头之间的距离即可控制蒙皮的剩余厚度。支撑头可以抵消加工头的轴向铣削力,提高局部刚度,减小工件变形,抑制加工颤振,保证加工精度[12, 21, 28]。与化铣相比,镜像铣在加工精度、效率、环保、节能等方面都有很大优越性[24, 27]。对于化铣无法加工的全复材蒙皮、金属-复材叠层蒙皮、纤维金属层合板蒙皮等新型蒙皮,镜像铣也可以进行加工。此外,镜像铣还集成了切边、铣缺口、制孔、实时厚度监测及误差补偿等功能,这样就可以通过一次装夹完成蒙皮毛坯成型加工后的全部加工,从而消除了因多次装夹造成的重复定位误差,保证蒙皮零件加工精度。
2 镜像铣研究现状
图3 Dufieux Industrie公司的镜像铣加工机床[29-30]Fig.3 Dufieux Industrie mirror milling machine[29-30]
图4 M.Torres公司的镜像铣加工机床[29-30]Fig.4 M.Torres mirror milling machine[29-30]
作为解决大型薄壁件高效精密加工的新一代技术,镜像铣方法和装备受到许多工业发达国家的重视[13]。各国及国外航空制造企业出于国防以及国家和公司经济利益的考虑,所取得的研究成果均作为技术秘密而限制对外公布或技术出口。目前,世界上生产镜像铣设备的厂家主要有法国Dufieux Industrie公司和西班牙M.Torres公司(见图3和图4)[29-30],在镜像铣装备的设计和制造上,这两家公司申请了许多国际专利[21, 25-26, 31],并且其生产的蒙皮镜像铣设备均已在空客公司进行验证[7]。国外一些研究机构的学者对镜像铣削相关工艺技术进行了研究,如加拿大蒙特利尔大学的Mahmud提出了一种新的镜像铣削方法,采用机械手夹持末端执行器进行加工,采用磁力吸附滚动支撑装置作为随动支撑头,实现只需要一套多轴设备完成镜像铣削加工,以降低设备成本[22]。他还建立了考虑主轴倾角影响的铣削力模型,对随动支撑头所需最小磁力、横向滑动响应等方面进行了研究,但此种镜像铣削设备的技术尚不成熟,加工效果并不理想[32-34]。此外,国外公开发表的文献多以常规零件为研究对象,主要进行切削力模型、变形分析、误差预测与补偿、切削颤振等方面的理论研究[12, 35-40]。而在弱刚度构件切削加工基础理论的研究方面,国内学者们也开展了大量的工作[41-48],这些研究成果对于镜像铣削加工机理的揭示具有重要的指导意义。
国内对于镜像铣的研究起步较晚,但近几年许多单位也进行了大量的研究。特别是在镜像铣系统关键部件的装备研制上做了大量工作,开发出多种类型的镜像铣削装置。
南京航空航天大学的李迎光等[49-53]结合镜像铣的工艺特点,在镜像铣方法及装备、蒙皮自适应吸附装夹装置、顶撑方法及装备、检测装置、自适应加工方法等方面提出了独特的观点;在数控编程、刀轨优化方面,提出基于特征将蒙皮零件的工艺信息与几何信息相关联,自动识别加工残区,重构蒙皮碎面,生成满足蒙皮镜像铣特殊要求的加工残区优化刀轨,提高了大型蒙皮零件镜像铣削数控编程的效率[54-56]。
江西洪都航空工业集团有限责任公司的徐明等提出了一种用于镜像铣的顶撑装置和防震颤支撑装置,对镜像铣的工件柔性装夹和定位过程、蒙皮镜像铣切加工工艺进行了介绍[8, 57-58];向兵飞等介绍了蒙皮镜像铣数控加工步骤、顶撑铣削原理、镜像铣在线检测技术及厚度精确控制技术[5];祝小军等介绍了镜像随动运动后置处理算法、加工过程仿真技术[23]。为蒙皮镜像铣削加工工艺的优化、刀轨自适应调整和蒙皮厚度精确控制等方面的深入研究提供了指导。
上海交通大学的王皓等提出了一种用于大型薄壁构件铣削的并联转运-平动解耦加工装备,以及一种用于镜像加工设备的多点柔性滚动支撑头[59-60];建立了镜像支撑机构和工件的刚度模型,计算了综合刚度在加工表面的分布,分析了各个子结构对整机支撑刚度的影响,并通过增加冗余驱动的方式提高并优化综合刚度,使综合刚度分布更加均匀[61];在此基础上,采用自适应差分进化算法,通过优化并联机构的支链位置对末端支撑刚度进行优化[62]。
天津大学的肖聚亮等提出了一种带有两个支撑头的镜像铣削装置和几种用于镜像铣的随动支撑头,两个支撑头真空吸附固定蒙皮并交替运动,采用有限差分法、人工神经网络、遗传算法等方法对支撑头的移动路径进行了优化[63-65]。此种方法可以提高蒙皮工件的背部支撑刚度,减小加工误差,但此方法的加工原理与镜像铣略有不同,支撑头与加工头既不是始终处于同一法矢方向上,又不是时刻保持同步运动。
首都航天机械公司与上海拓璞数控科技有限公司合作,将镜像铣的技术应用到火箭蒙皮的加工中,设计了一种多头镜像铣削装置(见图5)。相比于飞机蒙皮,火箭蒙皮形状更简单,大多为单曲度零件,因此并不需要双五轴运动的机床,仅需双三轴运动(即回转运动、垂直运动、水平运动)便可实现镜像加工。此外,提出了用于镜像铣削加工的工艺参数和加工策略,以及双通道协调运动控制方法,基于超声波测厚对薄壁件加工误差进行自动补偿[66-70]。
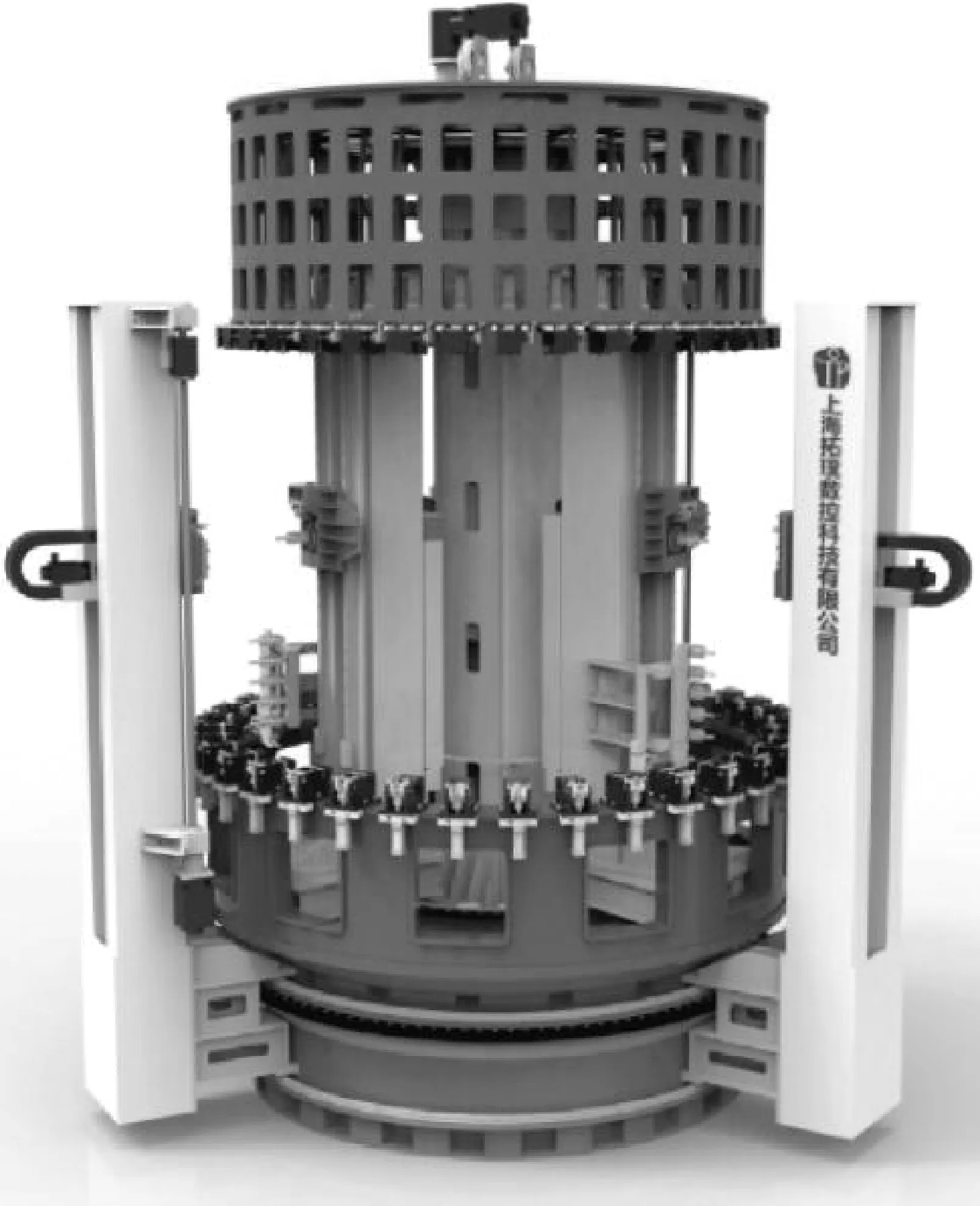
图5 贮箱筒段整体多头镜像铣削装置Fig.5 Multi head mirror milling devicefor integral tank
大连理工大学的鲍岩等建立了镜像铣的铣削力模型,对加工过程中工件的变形、加工后工件的表面形貌进行了研究;研究了支撑点位置对加工误差的影响规律并优化了支撑点位置,对镜像铣的加工机理、工件的表面形成机理及表面控制方法进行了分析;提出了液体润滑及液体静压的镜像支撑方式,研究了进液压力对液膜厚度、液膜刚度、加工误差以及表面粗糙度的影响规律[71-75]。
北京航空航天大学、清华大学、北京航空制造工程研究所、吉林大学等单位在柔性夹具方面也做了大量的研究[76-82],为柔性夹具的结构设计、控制系统设计、柔性定位阵列位置坐标的求解等方面的研究提供了指导,但这些柔性夹具的结构形式均为多点点阵三坐标定位真空吸盘。对于周边柔性夹持框式的柔性夹具的研究,国内较少。由于曲面曲率的不确定性,若想对曲面进行装夹,需要夹具能够实现一定空间任意姿态的调节。北京航空制造工程研究所提出了一种周边夹持的夹具设计方法,并通过实例进行了验证[83],该设计能够在一定空间区域内对各处曲率不同的薄壁零件进行装夹,从而为此类零件的机加工难装夹问题的解决提供了一种可行方案。
3 镜像铣支撑技术
蒙皮镜像铣切系统是集成了厚度减薄、切边、铣缺口、制孔、实时厚度监测及误差补偿等功能的新型蒙皮加工系统,由柔性定位系统、可翻倾柔性周边夹持系统和加工室组成,加工室由激光扫描系统和3D蒙皮镜像铣切加工系统组成[15, 30]。蒙皮镜像铣切系统涉及到的基础理论与关键技术有很多,例如飞机蒙皮镜像铣加工机理,无划痕镜像支撑技术与系统,柔性支撑与周边夹持技术,双五坐标数控设备的运动协调控制技术,镜像铣加工载荷与工件变形及其与支撑系统的匹配关系,镜像铣过程稳定性控制技术,镜像铣工艺规划方法等。其中,支撑技术是飞机蒙皮镜像铣削系统的关键技术,是镜像铣与蒙皮精确铣的主要区别,关系到蒙皮的尺寸精度和表面质量,直接影响蒙皮外表面的形貌。镜像铣的加工头在进行切削时,支撑头在蒙皮另一侧进行法向支撑,加工头与支撑头在同一法矢上同步运动。加工头与支撑头之间的距离,即蒙皮需要加工的厚度,在同步运动中,控制好规定距离,即可实现蒙皮厚度的精确铣切[12]。
3.1 研究现状
支撑头起到的作用是支撑加工头的轴向铣削力,提高局部刚度,减小工件变形,抑制加工颤振,保证加工精度。这就要求支撑头具有一定的支撑面积和支撑刚度,不能划伤蒙皮的支撑表面,最好带有抑制颤振的辅助机构。支撑单元可以采用多种形式,例如:可以采用低滑动摩擦系数的材料作成支撑单元,可以是至少一个的关节球轴承,可以用喷嘴喷射压缩液体或气体,也可以是多种方式结合起来进行混合支撑。目前出现的镜像铣支撑头可分为三类:滑动支撑头、滚动支撑头、射流及其他支撑头。
在滑动支撑头的研究方面,为了避免划伤支撑表面,支撑头材料的硬度需要小于被加工蒙皮的硬度,而支撑头又要具备足够的刚度以抵消加工头的轴向铣削力,因此有的镜像铣设备自带的支撑头为硬塑料平板[57]。但是,蒙皮材料较软或蒙皮表面质量要求高时(如镜面蒙皮),硬塑料平板在蒙皮外表面摩擦的划痕就不能忽略,因此专利[57]提出在硬塑料平板表面粘贴棉织物(如柔软的绒布),以减小划伤。此方法通过减小支撑头的硬度来实现减少划伤,但支撑头的刚度也随之减小了,工件厚度的尺寸误差会随之增加;一旦加工环境的洁净程度控制不好,切屑和杂质会嵌入到支撑头表面,划伤工件表面。采用平板滑动支撑的方式无法实现支撑头与复杂曲面的完全贴合,如果工件厚度比较大,又会导致工件过切的情况发生。
在滚动支撑头的研究方面,众多研究单位做了大量的工作,但结构上大多基于关节轴承的结构,如大连理工大学研制的滚动支撑装置(见图6)。南京航空航天大学[51]采用单点支撑头并增加抑制颤振的辅助机构(正面推头)和润滑装置。天津大学在刚性单点支撑头的周围增加了多个可伸缩的柔性支撑头,以增大支撑面积、减少颤振[63];在此基础上,增加橡胶吸盘和负压泵,实现吸附固定蒙皮并分区域加工[64],但此技术方案已经背离了镜像随动的加工特点。上海交通大学采用3个柔性滚动部件支撑薄壁构件,增大了支撑有效面积,以降低工件颤振,实现对薄壁构件的加工[60]。这种技术方案采用滚轮支撑,各个方向滚动性能较差;且完全柔性支撑,难以对薄壁件进行精确定位,会导致工件让刀,轴向切深减小。此外,大连理工大学还研究了滚动支撑头的支撑点数量和分布对加工误差和表面成形的影响规律,并优化了支撑点位置[71-74]。
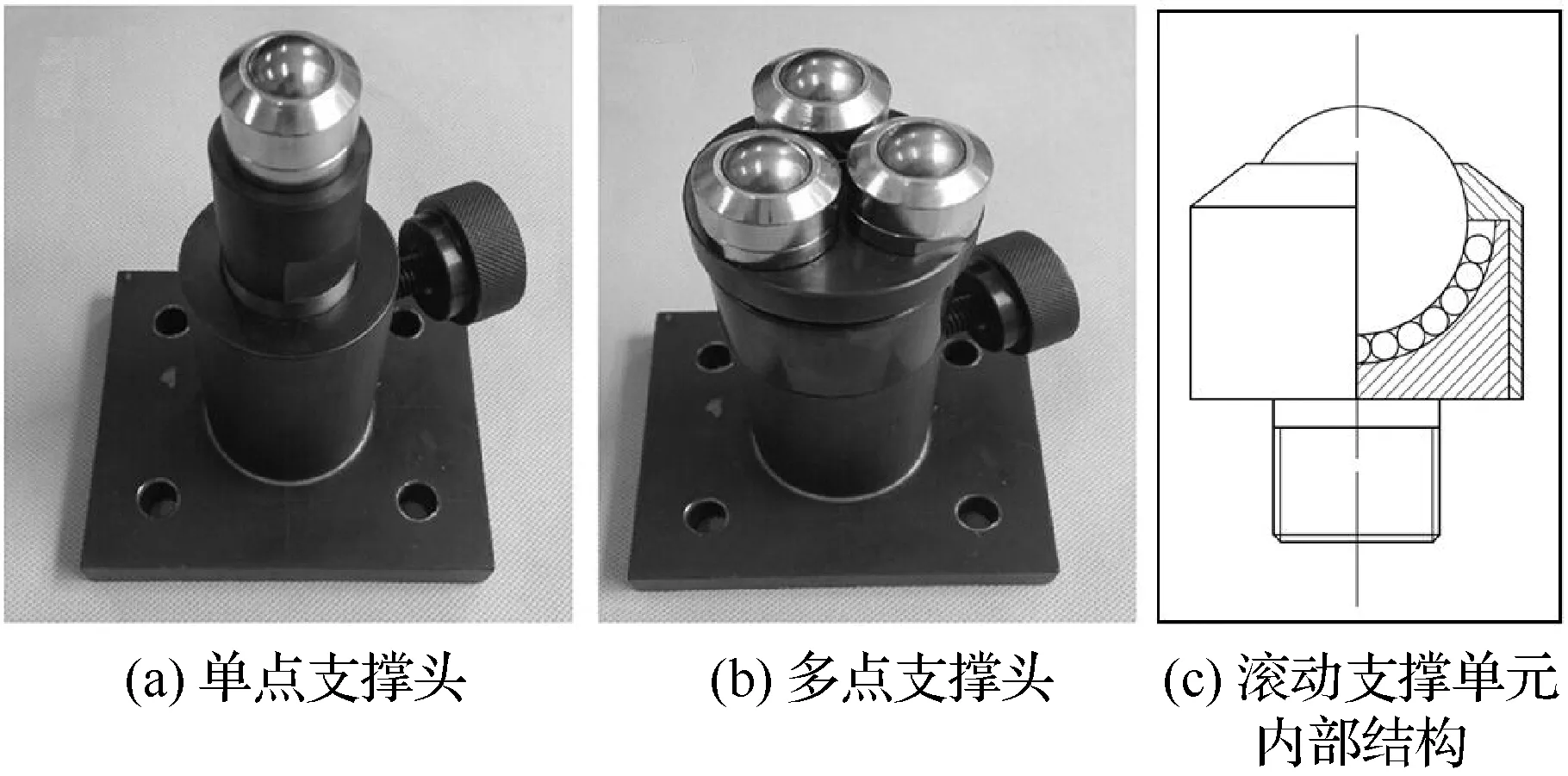
图6 大连理工大学研制的滚动支撑装置Fig.6 Rolling support device developed by Dalian University of Technology
在射流支撑及其他支撑的研究方面,应用脉冲射流作为随动柔性辅助支撑是一种非常有潜力的支撑方法,支撑头不与工件直接接触,避免了支撑头对工件的划伤,射流的冲击力抵消切削力,减小工件弹性变形,抑制工艺系统振动,还可以起到冷却、润滑、清洗和削除应力的作用。但目前尚未检索到将射流支撑应用到镜像铣的相关研究成果,对射流支撑的研究大多集中到流场本身的特性上,如:Rajaratnam和Albers研究了喷嘴外水射流的速度与水体积分布[84],Leu等研究了射流的结构和流场特性,并将射流划分为不同区域[85]。江南大学的吕彦明等将水射流技术应用到薄壁件侧壁的铣削加工中,脉冲射流产生一个和切削力完全相同但相位差180°的冲击波形力以抵消切削力,从而抑制薄壁件的变形[86-88]。但此种支撑方式与镜像铣的射流支撑方式还存在很大的差别。此外,大连理工大学设计了基于静压支撑原理和液体润滑支撑原理的多种支撑头,并对支撑头尺寸、液压系统参数进行了研究,加工出了比滚动支撑方式下精度和表面质量更好的工件[75]。

图7 支撑点位置对加工误差的影响Fig.7 Influence of location of support point on machining error
除了开发镜像铣支撑装置,国内外学者还对镜像铣加工中与支撑相关的工艺技术进行了研究。通过建立铣削力模型预测加工过程中工件的变形,研究了支撑点位置对加工误差的影响规律。研究发现,支撑头和铣刀同轴并不是最优的布置方式。图7为采用单点滚动支撑头时,支撑点相对于铣刀的位置变化对局部变形的影响规律。相同条件下,当支撑点位于A点时,工件的局部变形最小,尺寸精度最高;当支撑点位于B点时,工件的局部变形波动最小,尺寸的一致性和平面度最好[71]。
3.2 技术问题与难点
无划痕镜像支撑技术与系统是实现飞机蒙皮镜像铣的关键。支撑系统既要在蒙皮加工位置对蒙皮外表面提供刚性支撑,防止工件弹性变形和颤振,又要随切削刀具在复杂形状的蒙皮表面快速运动。如何保证支撑系统在高刚性支撑和快速运动的情况下不划伤蒙皮表面是设计飞机蒙皮镜像铣削系统的难点和实现镜像铣削加工的关键。镜像铣支撑的技术问题与难点可概括为以下几个方面:
1) 无划痕支撑系统设计。支撑单元可以采用多种形式,不能划伤蒙皮表面是基本要求,支撑刚度、支撑单元与工件表面的作用状态、支撑力和支撑位置的调控方式等方面是研究的难点。若采用滑动支撑头,支撑头材料的硬度需要小于被加工蒙皮的硬度,而支撑头又要具备足够的刚度以抵消加工头的轴向铣削力,还要避免切屑和杂质会嵌入到支撑头表面,划伤工件表面。若采用滚动支撑头,在保证支撑头整体刚度的基础上,滚动体的材料或表层材料要选择硬度小于蒙皮硬度的材料,此外还要保证滚动体时刻处于滚动状态,滚动体的数量、分布也对加工后的工件的表面形貌产生很大的影响。射流支撑及其他混合支撑系统的设计不仅仅是机械结构的设计,还涉及到液压系统、气压系统、检测方式、协同控制等多方面技术。
2) 镜像铣削加工载荷规律及其与支撑系统的关系。铣削是一种变切削厚度的不连续的切削,铣削力是不断变化的,当恒定支撑刚度的支撑头支撑时,变化的铣削力就会导致工件产生变化的让刀。例如,当采用单个小球滚动支撑时[29],支撑头与工件被支撑表面实际上是小球面接触,然而为了保证加工效率,铣刀的直径往往选择远大于这个小面的外径。若支撑头的中心始终和刀具旋转中心重合,这就会导致铣削力的作用点与支撑头的支撑点始终存在偏差,铣削力大的地方,工件让刀变形就大,不断变化的铣削力加工出了厚度不一致的工件;此外,加工载荷的不平衡,也会影响支撑效果,甚至发生振颤导致加工质量下降。若保证铣削力的作用方向始终处在支撑头与工件的接触面内,则会给刀具和镜像支撑的位姿的协同控制带来极大的困难。蒙皮工件是典型的复杂曲面零件,不同位置的曲率是变化的,采用单一曲率的曲面进行支撑是不现实的,因此支撑头与蒙皮表面就会存在接触不到的地方,而铣削力的作用点又是不断变化的,这样就使得支撑点不能完全抵消铣削轴向力。因此镜像铣削加工载荷会影响支撑系统的选择,研究镜像铣削加工载荷的大小及作用方向的影响因素和影响规律,分析支撑力与加工载荷之间的匹配的关系,才能确定合理的支撑位置。
3) 厚度精确控制技术。蒙皮工件属于薄壁弱刚度零件,加工过程中蒙皮的颤振控制和变形控制是支撑技术的难点。在镜像铣削加工蒙皮时,工件被周边柔性夹持框夹持固定[29]或真空吸盘吸附固定[30],然而离散的固定方式会导致工件不同位置的刚度分布不一致,尤其在加工到夹持点附近时,加工区域的刚度和动力学特性会产生复杂的变化。此外,大型蒙皮工件往往需要分区域进行加工,而较大的材料去除和较小的剩余壁厚[5]会不断改变工件的刚度和动力学特性,这些都会大大增加镜像铣削加工稳定性控制的难度。虽然镜像铣支撑头一般配有超声波测厚功能,以实现加工厚度的在线实时测量,但在线补偿技术是程序控制上的难点。由于蒙皮零件在加工过程中会出现阶刀差,当其厚度监测装置监测带有阶刀差位置时,会出现多个厚度值而导致厚度监测信号紊乱。为了避免上述情况的发生,保证实时测厚的准确性,要求对支撑轨迹进行优化。
3.3 发展趋势
1) 系列化随动支撑头。对于不同的刀具、工艺参数,如果采用同一支撑装置,必然会导致加工误差的差异较大;而对于集切边、开缺口、制孔、厚度减薄于一体的镜像铣加工系统,显然一种支撑装置并不能胜任多种加工方法。支撑系统既要在蒙皮加工位置对蒙皮外表面提供刚性支撑,防止工件弹性变形和颤振,又要随切削刀具快速运动。支撑头会发展成类似加工中心刀库的系列化支撑头库,支撑头与刀具一一对应。
2) 曲面自适应支撑技术。成型加工后的蒙皮毛坯件与设计模型仍有较大的偏差,在进行镜像铣加工前,需要使用专用MAP软件通过激光扫描蒙皮实际型面而生成刀具和支撑头空间曲面运动路径,但为了提高扫描和数据处理效率,实际扫描位置为有限的测点,这就会造成理论支撑头位姿的误差。此外,大型机床的定位误差也会影响支撑头的位姿。具有曲面自适应功能的支撑头便可很好地解决这个问题。
3) 多功能集成的支撑技术。为了实现蒙皮厚度减薄精确加工,镜像铣支撑头应具备实时在线测厚、反馈、自动补偿等功能。此外,影响薄壁件加工质量的一个主要因素就是切削颤振,镜像铣支撑头还应具备抑制颤振的功能。未来的镜像铣支撑头将会发展成集多种功能于一体的支撑系统。
4 结束语
镜像铣是一种近几年发展起来的飞机蒙皮高效、绿色加工新技术,集成了厚度减薄、切边、铣缺口、制孔、实时厚度监测及误差补偿等多功能于一体。与化铣相比,镜像铣在加工精度、效率、环保、节能等方面都有很大优越性。支撑技术是飞机蒙皮镜像铣削系统的关键技术,是镜像铣与蒙皮精确铣的主要区别,关系到蒙皮的尺寸精度和表面质量,直接影响蒙皮外表面的形貌。
目前,国内外对于镜像铣支撑技术的研究主要集中在支撑装置的开发,而与支撑相关的工艺技术的研究则较少。在无划痕支撑系统设计、镜像铣削加工载荷规律及其与支撑系统的关系、厚度精确控制技术等方面的研究是支撑技术的主要难点。集多种功能于一体的系列化随动支撑头将成为镜像铣支撑技术的发展方向。
[1] 贾玉红, 何景武. 现代飞行器制造工艺学[M]. 北京: 北京航空航天大学出版社, 2010: 37, 59-60.
JIA Y H, HE J W. Modern aircraft manufacturing technology[M]. Beijing: Beihang University Press, 2010: 37, 59-60 (in Chinese).
[2] 中国锻压协会. 航空航天钣金冲压件制造技术[M]. 北京: 机械工业出版社, 2013: 64.
Confederation of Chinese Metalforming Industry. Aerospace sheet metal manufacturing technology[M]. Beijing: China Machine Press, 2013: 64 (in Chinese).
[3] 戴圣龙, 张坤, 杨守杰, 等. 先进航空铝合金材料与应用[M]. 北京: 国防工业出版社, 2012: 163.
DAI S L, ZHANG K, YANG S J, et al. Advanced aeronautical aluminum alloy materials technology and application[M]. Beijing: National Defense Industry Press, 2012: 163 (in Chinese).
[4] 韩志仁, 戴良景, 张凌云. 飞机大型蒙皮和壁板制造技术现状综述[J]. 航空制造技术, 2009(4): 64-66.
HAN Z R, DAI L J, ZHANG L Y. Current status of large aircraft skin and panel manufacturing technologies[J]. Aeronautical Manufacturing Technology, 2009(4): 64-66 (in Chinese).
[5] 向兵飞, 黄晶, 许家明, 等. 蒙皮铣削镜像顶撑技术研究[J]. 制造技术与机床, 2015(4): 92-96.
XIANG B F, HUANG J, XU J M, et al. Mirror top bracing technology in milling aircraft skin[J]. Manufacturing Technology & Machine Tool, 2015(4): 92-96 (in Chinese).
[6] 马文博, 余康, 罗泰. 机身蒙皮设计与镜像铣加工方法[J]. 中国科技信息, 2016(13): 91-93.
MA W B, YU K, LUO T. Fuselage skin design and mirror milling technology[J]. Chine Science and Technology Information, 2016(13): 91-93 (in Chinese).
[7] 张新娟, 段雪锋. 飞机蒙皮零件的柔性装夹及数控铣切技术[J]. 航空制造技术, 2015(S1): 42-44.
ZHANG X J, DUAN X F. Flexible clamping and CNC milling technology of aircraft skin[J]. Aeronautical Manufacturing Technology, 2015(S1): 42-44 (in Chinese).
[8] 徐明, 向兵飞, 李响, 等. 蒙皮镜像铣切系统及先进制造工艺的应用[J]. 制造技术与机床, 2014(11): 40-43.
XU M, XIANG B F, LI X, et al. Application of mirror milling system and advanced machining technology for aircraft skin[J]. Manufacturing Technology & Machine Tool, 2014(11): 40-43 (in Chinese).
[9] 陆文明, 季建霞, 赵宝华, 等. 飞机蒙皮表面的预处理及涂装[J]. 上海涂料, 2016, 54(4): 13-18.
LU W M, JI J X, ZHAO B H, et al. The pretreatment and coating of aircraft skin surface[J]. Shanghai Coatings, 2016, 54(4): 13-18 (in Chinese).
[10] 张景新, 郭沛欣, 白杰. 先进铝锂合金机身壁板结构承载能力研究[J]. 航空科学技术, 2013(3): 23-26.
ZHANG J X, GUO P X, BAI J. Strength evaluation of advanced aluminum-lithium fuselage panels[J]. Aeronautical Science & Technology, 2013(3): 23-26 (in Chinese).
[11] 谢星维, 刘莹, 柳华炎, 等. 飞机蒙皮用纤维金属层合板基体2024-T3铝合金薄板研究[J]. 热加工工艺, 2017, 46(18): 111-113, 118.
XIE X W, LIU Y, LIU H Y, et al. Study on fibre metal laminated plate matrix of 2024-T3 aluminum alloy sheet for aircraft skin[J]. Hot Working Technology, 2017, 46(18): 111-113, 118 (in Chinese).
[12] 张彤. 飞机蒙皮厚度精确加工的最新技术——以数铣替代化铣的绿色加工工艺[J]. 教练机, 2011(4): 25-29.
ZHANG T. Up-to-date technology for precision machining of aircraft skin thickness—Greenhouse machining technology for the CNC milling instead of chemical milling[J]. Trainer, 2011(4): 25-29 (in Chinese).
[13] 周凯. 飞行器大型薄壁件制造的柔性工装技术[J]. 航空制造技术, 2012(3): 34-39.
ZHOU K. Flexible tooling and fixture technology of large thin-wall part manufacturing for aircraft[J]. Aeronautical Manufacturing Technology, 2012(3): 34-39 (in Chinese).
[14] 顾诵芬. 航空航天科学技术(航空卷)[M]. 济南: 山东教育出版社, 1998: 3-4.
GU S F. Aerospace science and technology (Volume areonautics)[M]. Ji’nan: Shandong Education Press, 1998: 3-4 (in Chinese).
[15] 范玉青, 梅中义, 陶剑. 大型飞机数字化制造工程[M]. 北京: 航空工业出版社, 2011: 754-756.
FAN Y Q, MEI Z Y, TAO J. Large aircraft digital manufacturing engineering[M]. Beijing: Aeronautical Industry Press, 2011: 754-756 (in Chinese).
[16] 北京航空制造工程研究所. 航空制造技术[M]. 北京: 航空工业出版社, 2013: 198.
Beijing Aeronautical Manufacturing Technology Research Institute. Aeronautical manufacturing technology[M]. Beijing: Aeronautical Industry Press, 2013: 198 (in Chinese).
[17] 林翠, 蔡剑, 曾丰光, 等. LY12铝合金化铣工艺及加工质量影响因素[J]. 失效分析与预防, 2010(1): 8-12.
LIN C, CAI J, ZENG F G, et al. Chemical milling technology and influencing factors of processing quality of LY12 aluminum alloy[J]. Failure Analysis and Prevention, 2010(1): 8-12 (in Chinese).
[18] 《航空制造工程手册》总编委会. 航空制造工程手册(特种加工)[M]. 北京: 航空工业出版社, 1993: 610-620.
Editorial Committee of Aeronautical Manufacturing Engineering Handbook. Aeronautical manufacturing engineering handbook (special machining)[M]. Beijing: Aeronautical Industry Press, 1993: 610-620 (in Chinese).
[19] 金以元. 火箭贮箱壁板化学铣切装备的设计[J]. 导弹与航天运载技术, 2009(2): 52-56.
JIN Y Y. Design of equipment for chemical milling of rocket tank sheets[J]. Missile and Space Vehcile, 2009(2): 52-56 (in Chinese).
[20] CAKIR O, YARDIMEDEN A, OZBEN T. Chemical machining[J]. Archives of Materials Science and Engineering, 2007, 28(8): 499-502.
[21] PANCZUK R, FOISSAC P. Process and a device for the machining of panels: USA, 7682112B2[P]. 2010-03-23.
[22] MAHMUD A. Mechanical pocket milling of thin aluminum panel with a grasping and machining end effector[D]. Montreal: Universite De Montreal, 2015.
[23] 祝小军, 向兵飞, 汪洋化, 等. 飞机蒙皮镜像铣切原理与算法分析[J]. 教练机, 2015(2): 23-27.
ZHU X J, XIANG B F, WANG Y H, et al. Application and research of mirror milling technology for aircraft skin[J]. Trainer, 2015(2): 23-27 (in Chinese).
[24] 鲁达. 新一代飞机蒙皮绿色加工技术[J]. 航空制造技术, 2010(16): 102-103.
LU D. New generation green machining technology for aircraft skin[J]. Aeronautical Manufacturing Technology, 2010(16): 102-103 (in Chinese).
[25] MANUEL T M. Machine tool installation for supporting and machining workpieces: USA, 5163793A[P]. 1992-11-17.
[26] HAMANN J C. Process and device for machining by windowing of non-deformable thin panels: USA, 7168898B2[P]. 2007-01-30.
[27] 张志国, 徐学民. MMS:新型绿色蒙皮加工系统[J]. 航空制造技术, 2010(19): 84-86.
ZHANG Z G, XU X M. MMS: the latest green skin machining system[J]. Aeronautical Manufacturing Technology, 2010(19): 84-86 (in Chinese).
[28] 李清, 王家齐, 王焱. 数控机床及工装的发展与创新设计[J]. 航空制造技术, 2016(6): 47-52.
LI Q, WANG J Q, WANG Y. Development and innovation design of CNC machine tool and tooling[J]. Aeronautical Manufacturing Technology, 2016(6): 47-52 (in Chinese).
[29] Dufieux Industrie[EB/OL]. http:∥www.dufieux-industrie.com/index.php/en/.
[30] M. Torres Diseos Industriales SAU[EB/OL]. http:∥ www.mtorres.es/en.
[31] MANUEL T M. System for machining stratified panels: EU, 1591195A1[P]. 2005-04-19.
[32] MAHMUD A, MAYER J R R, BARON L. Determining the minimum clamping force by cutting force simulation in aerospace fuselage pocket machining[J]. The International Journal of Advanced Manufacturing Technology, 2015(80): 1751-1758.
[33] MAHMUD A, MAYER J R R, BARON L. Modeling of laterally sliding motion of a magnetic clamp[J]. Advances in Acoustics and Vibration, 2015: 707043.
[34] MAHMUD A, MAYER J R R, BARON L. Magnetic attraction forces between permanent magnet group arrays in a mobile magnetic clamp for pocket machining[J]. Journal of Manufacturing Science and Technology, 2015(11): 82-88.
[35] HERRANZ S, CAMPA F J, LOPEZ DE LACALLE L N, et al. The milling of airframe components with low rigidity: a general approach to avoid static and dynamic problems[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2005, 219(11): 789-801.
[36] BRAVO U, ALTUZARRA O, LOPEZ DE LACALLE L N, et al. Stability limits of milling considering the flexibility of the workpiece and the machine[J]. International Journal of Machine Tools and Manufacture, 2005, 45(15): 1669-1680.
[37] RATCHEV S, LIU S, HUANG W, et al. Milling error prediction and compensation in machining of low-rigidity parts[J]. International Journal of Machine Tools and Manufacture, 2004, 44(15): 1629-1641.
[38] RATCHEV S, LIU S, HUANG W, et al. An advanced FEA based force induced error compensation strategy in milling[J]. International Journal of Machine Tools and Manufacture, 2006, 46(5): 542-551.
[39] ARNAUD L, GONZALO O, SEGUY S, et al. Simulation of low rigidity part machining applied to thin-walled structures[J]. International Journal of Advanced Manufacturing Technology, 2011, 54(5-8): 479-488.
[40] MUNDIM R B, BORILLE A V. An approach for reducing undesired vibrations in milling of low rigidity structures[J]. International Journal of Advanced Manufacturing Technology, 2017, 88: 971-983.
[41] WAN M, ZHANG W, DANG J, et al. A unified stability prediction method for milling process with multiple delays[J]. International Journal of Machine Tools & Manufacture, 2010, 50(1): 29-41.
[42] WAN M, ZHANG W. Efficient algorithms for calculations of static form errors in peripheral milling[J]. Journal of Materials Processing Technology, 2006, 171(1): 156-165.
[43] WAN M, ZHANG W. Calculations of chip thickness and cutting forces in flexible end milling[J]. International Journal of Advanced Manufacturing Technology, 2006, 29(7-8): 637-647.
[44] YANG Y, ZHANG W, MA Y, et al. Chatter prediction for the peripheral milling of thin-walled workpieces with curved surfaces[J]. International Journal of Machine Tools & Manufacture, 2016, 109: 36-48.
[45] WAN M, ZHANG W, QIN G, et al. Strategies for error prediction and error control in peripheral milling of thin-walled workpiece[J]. International Journal of Machine Tools & Manufacture, 2008, 48(12-13): 1366-1374.
[46] FEI J, LIN B, YAN S, et al. Chatter prediction for milling of flexible pocket-structure[J]. International Journal of Advanced Manufacturing Technology, 2017, 89(9-12): 2721-2730.
[47] SHENG Q, ZHAO J, WANG T. Three-dimensional stability prediction and chatter analysis in milling of thin-walled plate[J]. International Journal of Advanced Manufacturing Technology, 2016, 86(5-8): 2291-2300.
[48] KANG Y, WANG Z. Two efficient iterative algorithms for error prediction in peripheral milling of thin-walled workpieces considering the in-cutting chip[J]. International Journal of Machine Tools & Manufacture, 2013, 73(73): 55-61.
[49] 李迎光, 郝小忠, 周鑫, 等. 飞机蒙皮镜像铣削方法及装备: 中国, ZL201410532797[P]. 2016-07-06.
LI Y G, HAO X Z, ZHOU X, et al. Process and a device for the mirror milling of aircraft skin: China, ZL201410532797[P]. 2016-07-06 (in Chinese).
[50] 李迎光, 郝小忠, 陈耿祥, 等. 飞机蒙皮自适应吸附装夹装置: 中国, ZL201410743421[P]. 2016-09-14.
LI Y G, HAO X Z, CHEN G X, et al. Adaptive adsorption and clamping device for aircraft skin: China, ZL201410743421[P]. 2016-09-14 (in Chinese).
[51] 李迎光, 郝小忠, 马斯博, 等. 飞机蒙皮镜像铣削顶撑方法及装备: 中国, ZL201410638069[P]. 2016-09-07.
LI Y G, HAO X Z, MA S B, et al. Process and a device for the support of mirror milling of aircraft skin: China, ZL201410638069[P]. 2016-09-07 (in Chinese).
[52] 李迎光, 郝小忠, 马斯博, 等. 基于多传感器的蒙皮实时自适应镜像铣削方法与检测装备: 中国, ZL201410638017[P]. 2016-09-14.
LI Y G, HAO X Z, MA S B, et al. Process and a testing device for the real time adaptive mirror milling based on multi sensor: China, ZL201410638017[P]. 2016-09-14 (in Chinese).
[53] 李迎光, 郝小忠, 周冠妍, 等. 基于激光位移传感器的蒙皮自适应加工方法: 中国, ZL201410573327[P]. 2016-07-13.
LI Y G, HAO X Z, ZHOU G Y, et al. Adaptive processing of skin based on laser displacement sensors: China, ZL201410573327[P]. 2016-07-13 (in Chinese).
[54] 刘少伟, 李迎光, 郝小忠, 等. 基于特征的蒙皮镜像铣加工残区刀轨优化方法[J]. 航空学报, 2016, 37(7): 2295-2302.
LIU S W, LI Y G, HAO X Z, et al. Feature-based uncut region tool path optimization method for skin parts machined by mirror milling system[J]. Acta Aeronautica et Astronautica Sinica, 2016, 37(7): 2295-2302 (in Chinese).
[55] ZHOU G Y, LI Y G, LIU C Q, et al. A feature-based automatic broken surfaces fitting method for complex aircraft skin parts[J]. International Journal of Advanced Manufacturing Technology, 2016, 84(5-8): 1001-1011.
[56] 胡敏, 向兵飞, 李迎光, 等. 基于特征的快速编程技术在飞机蒙皮工件中的应用[J]. 制造技术与机床, 2016(1): 148-152.
HU M, XIANG B F, LI Y G, et al. Application of feature-based rapid programming technology for aircraft panels[J]. Manufacturing Technology & Machine Tool, 2016(1): 148-152 (in Chinese).
[57] 汪洋华, 徐明, 徐家明. 一种镜像铣切设备顶撑装置: 中国, ZL201520508892[P]. 2016-01-06.
WANG Y H, XU M, XU J M. Support device for mirror milling equipment: China, ZL201520508892[P]. 2016-01-06 (in Chinese).
[58] 向兵飞, 徐明, 郑和兴, 等. 一种空间蒙皮防震颤支撑装置: 中国, ZL201520155925[P]. 2015-07-29.
XIANG B F, XU M, ZHENG H X, et al. Anti-chatter support device for mirror milling of panels: China, ZL201520155925[P]. 2015-07-29 (in Chinese).
[59] 王皓, 赵勇, 陈根良, 等. 用于大型薄壁构件铣削的并联转运-平动解耦加工装备: 中国, ZL201410219874[P]. 2016-04-27.
WANG H, ZHAO Y, CHEN G L, et al. A parallel rotational-translational decoupling processing equipment for thin-walled part milling: China, ZL201410219874[P]. 2016-04-27 (in Chinese).
[60] 王皓, 赵勇, 陈根良, 等. 用于镜像加工设备的多点柔性滚动支撑头: 中国, ZL201410219875[P]. 2016-04-27.
WANG H, ZHAO Y, CHEN G L, et al. Multi point flexible rolling support head for mirror processing equipment: China, ZL201410219875[P]. 2016-04-27 (in Chinese).
[61] 郝金明, 赵勇, 王皓, 等. 薄壁构件镜像加工支撑机构综合刚度的分析与优化[J]. 机械设计与研究, 2015, 31(2): 155-159.
HAO J M, ZHAO Y, WANG H, et al. Synthetical stiffness analysis and optimization of mirror support mechanism for thin-walled structures[J]. Machine Design and Research, 2015, 31(2): 155-159 (in Chinese).
[62] ZHAO Y, WANG Z S, WANG H, et al. Stiffness analysis and optimization of supporting mechanism based on tricept for thin-walled part milling system[C]∥The 14th IFToMM World Congress. 2015: 1-7.
[63] 肖聚亮, 姚永胜, 黄田, 等. 用于镜像加工的刚柔多点随动支撑头: 中国, ZL201510038101[P]. 2016-09-07.
XIAO J L, YAO Y S, HUANG T, et al. Hard-soft multipoint follow-up support head used for image processing: China, ZL201510038101[P]. 2016-09-07 (in Chinese).
[64] 肖聚亮, 姚永胜, 黄田, 等. 用于薄壁件栅格加工的带刚柔支撑的吸附支撑头: 中国, ZL201510038103[P]. 2017-01-18.
XIAO J L, YAO Y S, HUANG T, et al. Sucking support head provided with rigid and flexible supports and used for machining grids of thin-walled workpiece: China, ZL201510038103[P]. 2017-01-18 (in Chinese).
[65] LAN J, LIN B, HUANG T, et al. Path planning for support heads in mirror-milling machining system[J]. International Journal of Advanced Manufacturing Technology, 2017, 91(1-4): 617-628.
[66] 王国庆, 王宇晗, 丁鹏飞, 等. 筒形薄壁工件多头镜像铣削装置: 中国, ZL201410683254[P]. 2015-09-09.
WANG G Q, WANG Y H, DING P F, et al. Multi head mirror milling device for barrel shaped thin-wall workpiece: China, ZL201410683254[P]. 2015-09-09 (in Chinese).
[67] 王国庆, 丁鹏飞, 孙秀京, 等. 一种面向镜像铣削的双通道协调运动控制方法: 中国, ZL201410680675[P]. 2016-08-24.
WANG G Q, DING P F, SUN X J, et al. Dual channel coordinated motion control method for mirror milling: China, ZL201410680675[P]. 2016-08-24 (in Chinese).
[68] 王国庆, 丁鹏飞, 王宇晗, 等. 一种基于数控镜像铣削的大型贮箱筒段整体制造方法: 中国, ZL201410679955[P]. 2015-08-12.
WANG G Q, DING P F, WANG Y H, et al. Integral manufacturing method of large storage tank section based on numerical control milling: China, ZL201410679955[P]. 2015-08-12 (in Chinese).
[69] 钟柳春, 毕庆贞, 张凯, 等. 一种基于超声波测厚的薄壁件自动补偿加工方法[J]. 组合机床与自动化加工技术, 2016(10): 148-150, 153.
ZHONG L C, BI Q Z, ZHANG K, et al. A practical compensation method for thin-walled parts manufacture based on ultrasonic thickness measurement[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2016(10): 148-150, 153 (in Chinese).
[70] 拓璞. 镜像铣削系统[EB/OL]. http:∥www.topnc.com.cn/tsmmmc/.
[71] BAO Y, ZHU XL, KANG R K, et al. Optimization of support location in mirror-milling of aircraft skins[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2016, DOI: 10.1177/0954405416673110.
[72] BAO Y, KANG RK, DONG Z G, et al. Model for surface topography prediction in mirror-milling of aircraft skin parts [J]. The International Journal of Advanced Manufacturing Technology, 2017, DOI: 10.1007/s00170-017-1368-9.
[73] BAO Y, KANG R K, DONG Z G, et al. Multipoint support technology for mirror milling of aircraft skins[J]. Materials and Manufacturing Processes, 2017, DOI: 10.1080/10426914.2017.1388519.
[74] BAO Y, DONG Z G, KANG R K, et al. Milling force and machining deformation in mirror milling of aircraft skin[J]. Advanced Materials Research, 2016, 1136: 149-155.
[75] LI Z, BAO Y, KANG R K, et al. An advanced support method of aircraft skin mirror milling-fluid lubricating support[J]. Materials Science Forum, 2016, 874: 469-474.
[76] 胡福文, 李东升, 李小强, 等. 面向飞机蒙皮柔性夹持数控切边的定位仿真系统及应用[J]. 计算机集成制造系统, 2012, 18(5): 993-998.
HU F W, LI D S, LI X Q, et al. Locating simulation for aircraft skins NC trimming based on flexible holding fixture[J]. Computer Integrated Manufacturing Systems, 2012, 18(5): 993-998 (in Chinese).
[77] 门延武, 周凯. 自由曲面薄壁工件加工的柔性定位方法研究[J]. 工艺与检测, 2008(10): 113-117.
MEN Y W, ZHOU K. Research on flexible localizing method in free-form surface and thin-wall components machining[J]. Technology and Test, 2008(10): 113-117 (in Chinese).
[78] LU J B, ZHOU K. Multi-point location theory, method, and application for flexible tooling system in aircraft manufacturing[J]. International Journal of Advanced Manufacturing Technology, 2011, 54(5-8): 729-736.
[79] 申望, 薛贵军, 邹方, 等. 用于飞机蒙皮成形的可重构多点柔性工装设计[J]. 航空制造技术, 2016(12): 62-65.
SHEN W, XUE G J, ZOU F, et al. Design of reconfigurable multi-point flexible tooling for forming of aircraft skin[J]. Aeronautical Manufacturing Technology, 2016(12): 62-65 (in Chinese).
[80] 甄瑞, 周亮, 高栋. 飞机蒙皮加工柔性夹具系统的研制[J]. 机械制造, 2009, 47(11): 68-70.
ZHEN R, ZHOU L, GAO D. Research on flexible fixture system for aircraft skin machining[J]. Machinery, 2009, 47(11): 68-70 (in Chinese).
[81] 刘纯国, 李明哲, 隋振. 多点技术在飞机板类部件制造中的应用[J]. 塑性工程学报, 2008, 15(2): 109-114.
LIU C G, LI M Z, SUI Z. Application of multi-point methodology in the manufacturing of aircraft panels[J]. Journal of Plasticity Engineering, 2008, 15(2): 109-114 (in Chinese).
[82] 张壮志, 孔啸, 梁建光, 等. 铝合金曲面薄壁件柔性工装夹具的加工性能研究[J]. 组合机床与自动化加工技术, 2013(6): 116-118.
ZHANG Z Z, KONG X, LIANG J G, et al. Research on processing performance of the flexible clamp system for aluminum alloy thin-walled workpiece with curved surface[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2013(6): 116-118 (in Chinese).
[83] 汪鹏, 王焱. 薄壁类零件装夹夹具设计方法研究[J]. 航空制造技术, 2014(3): 60-62, 70.
WANG P, WANG Y. Research on design method of sheet part fixture[J]. Aeronautical Manufacturing Technology, 2014(3): 60-62, 70 (in Chinese).
[84] RAJARATNAM N, ALBERS C. Water distribution in very high velocity water jets in air[J]. Journal of Hydraulic Engineering, 1998, 124(6): 647-650.
[85] LEU M C, MENG P, GESKIN E S, et al. Mathematical modeling and experimental verification of stationary water jet cleaning process[J]. Journal of Manufacturing Science and Engineering, 1998, 120(3): 571-579.
[86] 苗新刚, 武美萍, 吕彦明. 基于射流支撑薄壁件镜像加工尺寸误差补偿设计[J]. 机械设计与研究, 2016, 32(5): 110-114.
MIAO X G, WU M P, LV Y M. Deformating compensation design in jet image machining of thin-walled parts[J]. Machine Design and Research, 2016, 32(5): 110-114 (in Chinese).
[87] 叶建友, 吕彦明, 杨洋. 低刚度零件切削射流支撑技术研究进展[J]. 工具技术, 2015, 49(4): 3-7.
YE J Y, LV Y M, YANG Y. Review of research on jet supporting technology of low rigidity parts cutting[J]. Tool Engineering, 2015, 49(4): 3-7 (in Chinese).
[88] 叶建友, 吕彦明, 李强, 等. 基于射流支撑的薄壁件加工变形补偿分析[J]. 机械设计与研究, 2014, 30(3): 104-107.
YE J Y, LV Y M, LI Q, et al. Research on compensating the deformation in thin-walled parts machining based on jet supportor[J]. Machine Design and Research, 2014, 30(3): 104-107 (in Chinese).
