搅拌头尺寸对铝合金T型接头搅拌摩擦焊组织与性能的影响
2018-04-17屈志军宫文彪李文晓
屈志军, 宫文彪, 刘 杰, 李文晓
(1.中车长春轨道客车股份有限公司, 吉林 长春 130062;2.长春工业大学 材料科学与工程学院, 吉林 长春 130012;3.航天工程装备(苏州)有限公司, 江苏 苏州 100145)
0 引 言
搅拌摩擦焊技术凭借高质、高效、节能及环保的独特优势,自1991年发明以来,历经20多年的技术研发和工程化推广,已经在国内外各个领域得到了广泛应用。目前,轨道车辆制造行业发展迅速,列车速度在不断提高,对焊接质量的要求也日益严苛,先进的搅拌摩擦焊技术是可以代替传统MIG弧焊,成为铝合金车体焊接工艺中的主流,现在多采用对接和对搭接接头型式[1-3]。而对国内焊接行业来说,T型接头搅拌摩擦焊技术的研究尚不够深入,实际应用的案例较少,主要原因在于T型接头的搅拌头设计与焊接板厚、产品结构及焊接材料息息相关,其设计制造需要定制,同时焊缝缺陷质量检测尚未突破[4-5]。
文中着重分析了搅拌头尺寸对铝合金T型接头搅拌摩擦焊组织与性能的影响,为加快搅拌摩擦焊技术在铝合金车体部件上拓展应用提供数据支撑。
1 试验材料与方法
试验用材料为4 mm厚的5083-O铝合金蒙皮板材壁板和8 mm厚的6082-T6筋板板材,化学成分见表1。

表1 铝合金化学成分(质量分数) %
焊接蒙皮板材和筋板板材尺寸分别为600 mm ×150 mm×4.0 mm和600 mm×150 mm×8.0 mm,组配成T型接头型式,实施焊接工艺试验如图1所示。
图1 T型接头组配的示意图
焊接试验在搅拌摩擦焊专用设备上进行,采用设计的不同尺寸的单轴肩搅拌头。为了研究搅拌头尺寸因素对铝合金T型接头搅拌摩擦焊组织性能的影响,除了考虑搅拌头尺寸设计变化之外,其它工艺因素一致,选择统一的焊接工艺参数,在搅拌头旋转速度为1 200 r/min、焊接速度为500 mm/min和前倾角为2.5°的工艺条件下,获得了成型良好焊接接头。
焊接试验完成后,机加制取金相和拉伸试样。拉伸试验在室温条件下,在CMT4304型电子万能试验机上分别进行T方向和L方向拉伸试验,加载速率10 mm/min,L方向拉伸试验示意图如图2所示。

图2 L方向拉伸试验示意图
2 试验结果与分析
2.1 搅拌头关键尺寸焊接试验
搅拌摩擦焊接过程中不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等,唯一消耗的是搅拌头,而搅拌头的尺寸设计直接影响摩擦热源的产生、塑形金属的流动及焊缝成形质量等。搅拌摩擦焊用搅拌头的合理设计是搅拌摩擦焊技术成功应用的关键,搅拌头设计参数示意图如图3所示。
图3 搅拌头设计参数示意图
试验用搅拌头设计参数见表2。
表2 不同尺寸搅拌头参数表 mm
采用表2中的1#和2#搅拌头实施焊接试验,使用不同搅拌头焊接后的接头低倍组织如图4所示。

(a) 1#搅拌头接头低倍组织

(b) 2#搅拌头接头低倍组织
由图4可见,使用1#搅拌头获得的焊接接头横截面前进侧出现孔洞型缺陷,接头腐蚀后分区不明显,没有明显的金属流动形态;而使用2#搅拌头获得的焊接接头成型良好,无隧道、孔洞等缺陷,有明显的金属流动形态。此外,从低倍照片可清晰看出,蒙皮板与筋板的搭接结合处存在明显的3个区域,分别定义为未焊合区、有效结合区和弱结合区。未焊合区的出现是由于搅拌针尺寸过小导致的,搅拌针的直径并不能有效覆盖筋板的板厚;有效结合区出现在前进侧,呈明显的镰刀状,这是由于前进侧受到剧烈的搅动使得蒙皮板和筋板塑性金属形成有效地结合;弱结合区普遍存在接头后退侧,即使位于搅拌针的搅拌区域内,也发生了塑性变形,但未形成如前进侧一样的有效连接。
不同搅拌头实施焊接试验后获得的T型接头在T方向和L方向拉伸试验结果见表3。

表3 不同搅拌头T型接头拉伸结果
由表3可以看出,1#搅拌头T型接头沿T方向抗拉强度为193 MPa,断裂发生在前进侧热力影响区;T型接头沿L方向抗拉强度为32 MPa,断裂发生搭接结合处。而2#搅拌头T型接头沿T方向抗拉强度为256 MPa,断裂发生在后退侧热影响区;T型接头沿L方向抗拉强度为105 MPa,断裂发生在搭接结合处。
不同搅拌头焊接接头拉伸断裂位置如图5所示。

图5不同搅拌头焊接接头拉伸断裂位置
从上述试验结果可以看出,搅拌头的尺寸对于焊接接头性能有着重要的影响,搅拌头的尺寸关键参数包括轴肩尺寸、针长和顶端直径。下面分别对轴肩尺寸、针长及搅拌针顶端直径对T型接头性能的影响进行了对比分析。
2.2 顶端直径对T型接头性能的影响
分别使用表2中的2#、3#和6#搅拌头进行焊接,搅拌头轴肩尺寸为20 mm(上述试验效果较好的轴肩尺寸),顶端直径分别为5.5 mm、6.0 mm及6.5 mm,采用相同的焊接工艺参数进行焊接。
接头抗拉强度曲线如图6所示。
图6 顶端直径对接头抗拉强度的影响
由图6可见,随着搅拌针顶端直径的增加,T方向抗拉强度由5.5 mm时的256 MPa降低到6.0 mm时的210 MPa,6.5 mm的焊缝成形较差,内部形成隧道型缺陷;L方向抗拉强度由5.5 mm时的105 MPa升高到6.0 mm时的114 MPa,6.5 mm的焊缝成形较差,内部形成隧道型缺陷,因此,相对较优的搅拌针顶端直径为5.5~6.0 mm。
2.3 轴肩直径对T型接头性能的影响
搅拌头轴肩的作用是与工件表面摩擦产生大量的热量,可以使金属软化,同时对软化金属持续施加压力。
分别使用表2中2#、5#和7#搅拌头进行焊接,搅拌针顶端直径为5.5 mm(上述摸索试验效果较好的顶端直径),轴肩直径分别为20 mm、18 mm及15 mm,采用相同的焊接参数进行焊接,接头抗拉强度曲线如图7所示。
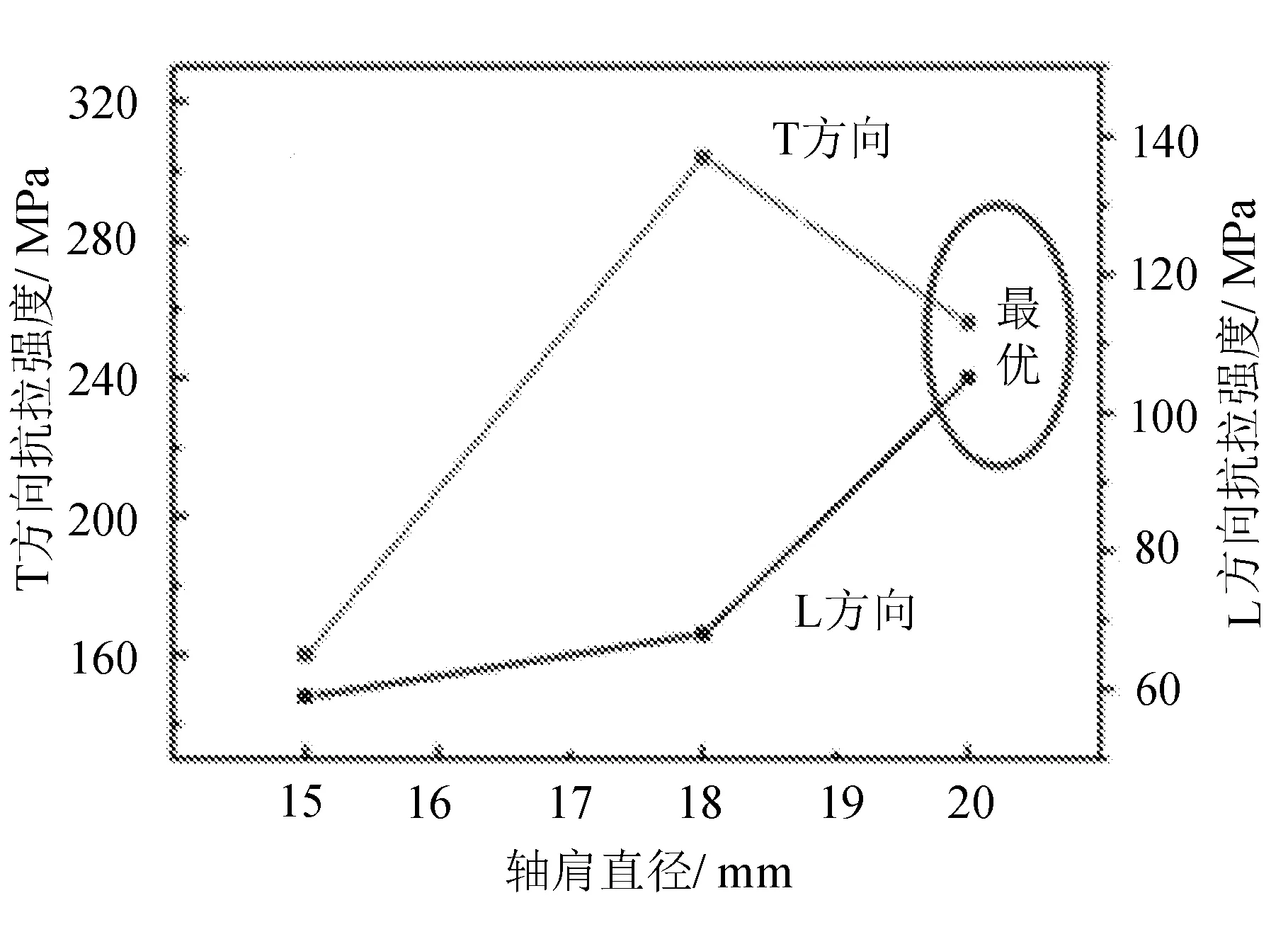
图7 轴肩直径对接头抗拉强度的影响
由图7可见,随着轴肩直径的增加,T型接头T方向抗拉强度由轴肩直径为15 mm时的焊缝表面无法有效成形,到轴肩直径为18 mm时的接头抗拉强度304 MPa,随后降低到轴肩直径为20 mm时的接头抗拉强度256 MPa;而T型接头L方向抗拉强度由轴肩直径为15 mm时的焊缝表面无法有效成形,到轴肩直径为18 mm时的接头抗拉强度68 MPa,随后增加到轴肩直径为20 mm时的接头抗拉强度105 MPa,因此相对较优的轴肩直径为20 mm。
随着轴肩直径的增加,相同焊接转速下,大直径轴肩的产热高于小直径轴肩的产热,热量的提高对于T方向来说,组织粗化、抗拉强度下降;但对于L方向来说,筋板受到的热输入更加充分,对于T型接头焊缝成形更加有利,同时提高了接头的力学性能。
2.4 搅拌针长度对T型接头性能的影响
搅拌针的主要作用是使处于高塑性状态的金属在保持上下运动的同时,沿着搅拌针从前往后流动;此外搅拌针还可以搅碎焊接接头处的氧化膜。搅拌针长度决定了焊缝焊核区组织沿板厚方向的尺寸,在蒙皮厚度一定的情况下,搅拌针长度选择越长,插入筋板深度越大;而搅拌针的形状对接头成形起着重要作用,很多相关报道有关焊接缺陷的形成均与搅拌针形状设计不合理有关[6-9]。搅拌针的形状和尺寸及焊接工艺参数共同决定了焊接过程的产热量和材料流动方式,从而确定了焊接温度场和流场的性质,而焊接的温度场和流场则最终决定了搅拌摩擦焊接接头的质量。
采用表2中4#、6#和8#搅拌头进行焊接,搅拌头轴肩尺寸为20 mm 、顶端直径为5.5 mm(上述摸索试验效果较好),搅拌针长度分别为6.5 mm、6.0 mm及5.5 mm,采用相同的焊接参数进行焊接,接头抗拉强度如图8所示。
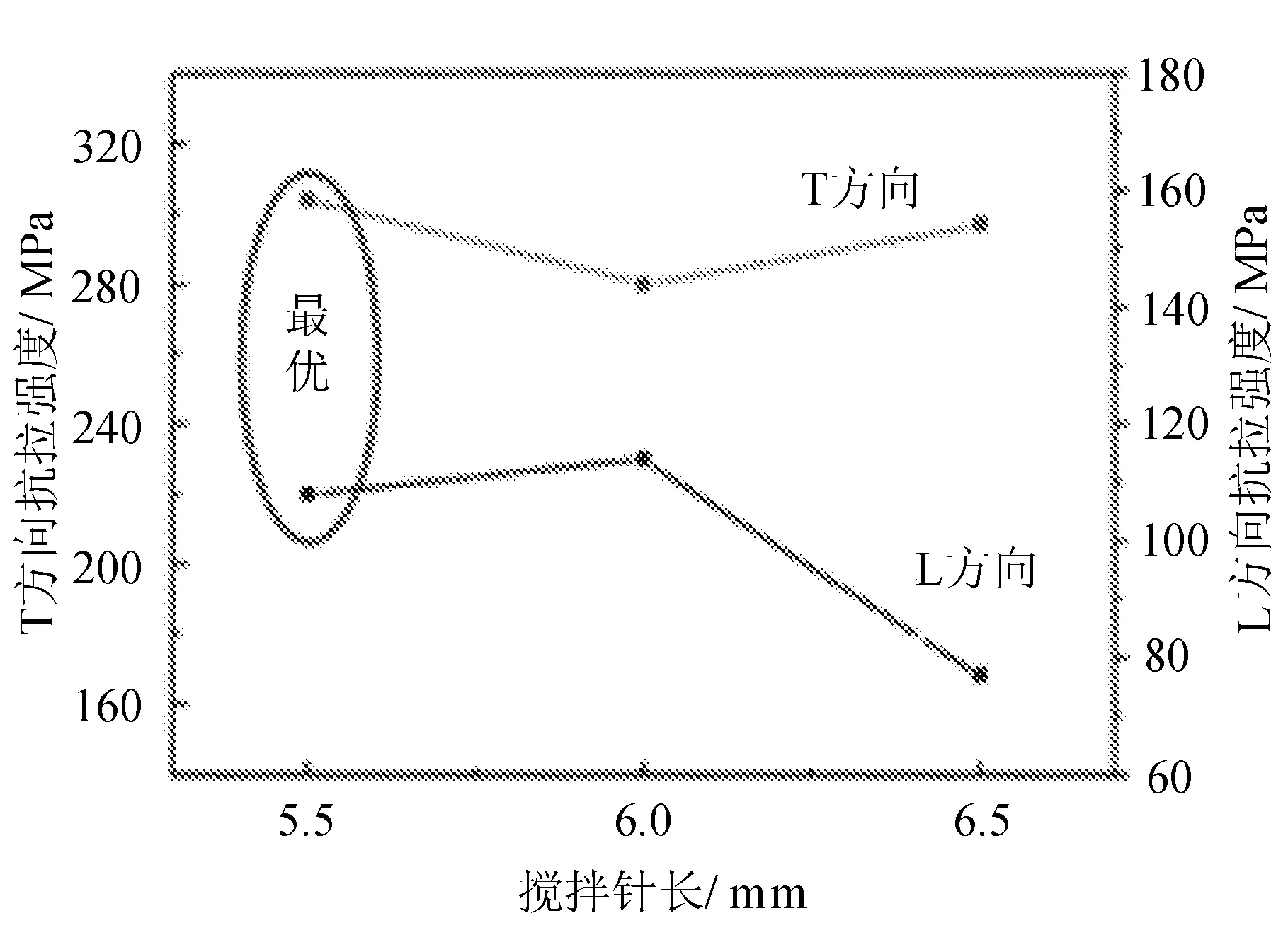
图8 搅拌针长度对接头抗拉强度的影响
由图8可见,随着搅拌头针长度的增加,T方向拉伸强度由5.5 mm时的接头抗拉强度304 MPa,降到6.0 mm时的接头抗拉强度285 MPa,最后到6.5 mm时的接头抗拉强度有所增高至297 MPa,但变化幅度不大;L方向抗拉强度由5.5 mm时的108 MPa增高到6.0 mm时的144 MPa,随后降低到6.5 mm时的77 MPa,因此相对较优的搅拌针长度为6.0 mm。相对轴肩直径大小而言,搅拌针的长度对于热输入量的影响较小,反而过长的搅拌针对接头L方向的接头抗拉强度不利。
搅拌头的尺寸对焊接接头的力学性能影响较大, 由上述试验结果可以初步得出(4+8) mm的T型接头铝合金异质材料组合选用的搅拌头参数为轴肩20 mm、针长6.0 mm及顶端直径5.5~6.0 mm为宜。
3 结 语
1)搅拌头的尺寸设计对于T型接头焊接质量有着重要的影响,其关键参数包括轴肩尺寸、搅拌针长度和顶端直径大小;设计合理的搅拌头可获得成型良好的焊接接头,在蒙皮板和筋板的搭接结合处存在明显的未焊合区、有效结合区和弱结合区。
2)(4+8) mm异质铝合金5083-O/6082-T6组合T型接头选用的合适搅拌头轴肩为20 mm、针长为6.0 mm及顶端直径为5.5~6.0 mm。
3)在旋转速度为1 200 r/min和焊接速度为500 mm/min的工艺条件下,T型接头沿T方向抗拉强度达到256 MPa,断裂位置发生在后退侧热影响区;T型接头沿L方向抗拉强度达到105 MPa,断裂位置发生在搭接结合处。
参考文献:
[1]刘杰,何广忠,韩凤武.搅拌摩擦焊技术在铝合金车体制造中的推广应用[J].金属加工(冷加工),2016(4):839-841.
[2]张秋征,宫文彪,刘杰.6005-T6铝合金厚板单面与双面搅拌摩擦焊的性能比较[J].材料热处理学报,2014,35(6):75-79.
[3]Krasnowski K, Hamilton C, Dymek S, et al. Influence of the tool shape and weld configuration on microstructure and mechanical properties of the Al 6082 alloy FSW joints[J]. Archives of Civil and Mechanical Engineering,2015,15:133-141.
[4]刘杰,杨景宏,王炎金,等.35 mm厚板铝合金搅拌摩擦焊接头组织和性能艺[J].焊接学报,2012,33(6):101-104.
[5]Zhao Y, Zhou L, Wang Q, et al. Defects and tensile properties of 6013 aluminum alloy T-joints by friction stir welding[J]. Materials & Design,2014,57:146-155.
[6]Felix Xaver, Muthu M, Jayabalan V. Effect of pin profile and process parameters on microstructure and mechanical properties of friction stir welded Al-Cu joints[J]. Transactions of Nonferrous Metals Society of China,2016(26):984-993.
[7]Zhao Y H, lin S B, Wu L, et al. The influence of pin geometr yon bonding and mechanical properties in friction stir weld 2014 Al alloy[J]. Materials Letters,2005,59(23):2948-2952.
[8]刘守法,蔡云,吴松林.不同形状搅拌头异种铝合金搅拌摩擦焊接头的性能[J].机械工程材料,2014,38(3):80-84.
[9]刘杰,屈志军,宫文彪.搅拌头结构尺寸变化对接头力学性能的影响[J].长春工业大学学报,2017,38(6):598-603.
