切削镍基高温合金GH4169的刀具磨损机理研究
2018-04-17郝兆朋崔瑞瑞范依航
郝兆朋, 崔瑞瑞, 范依航
(长春工业大学 机电工程学院, 吉林 长春 130012)
0 引 言
GH4169因其优良的热强性、抗腐蚀性等性能,广泛应用于燃气轮机与航空航天发动机的轮盘、叶片等耐热关键部件。但其切削加工性很差,切削力大,刀具磨损严重。镍基高温合金GH4169高效切削技术是当今航空航天制造业中急需解决的制造技术,随着市场对镍基高温合金产品需求量的增大,一直以来,探索镍基高温合金的高效切削加工技术是国内外企业界与学术界关注的焦点,有关报导主要包括以下几个方面:
1)刀具涂层材料[1-6]。国内外学者开展了大量的切削试验研究,从无涂层刀具与涂层刀具切削对比到不同涂层刀具的优选,提出在相同切削条件下切削GH4169,PVD-TiAlN涂层材料具有较好的切削性能,由于其良好的高温抗磨损性能,有效地抑制了冷焊产生的积屑瘤,且因其高硬度和润滑作用,减少了刀具的沟槽磨损。
2)高速切削加工[7-10]。一些学者也进行了高速切削加工GH4169的方法研究,优选出来的PCBN/CBN刀具具有较好的切削加工性能,但由于价格昂贵,还未能得到广泛应用。
3)辅助切削加工[11-15]。一些学者还研究了辅助切削GH4169的加工方法,包括刀具深冷处理且工件等离子加热的混合切削GH4169的方式;激光加热辅助切削GH4169的方式和采用超声振动刀具和加热工件辅助切削GH4169的加工方法,能够有效地改善加工表面粗糙度和减小切削力。但由于设备昂贵,装配因难,也未得到广泛的应用。
以上研究取得了一系列阶段性研究成果,然而合理的切削用量选择仍没有完备的指导理论。
文中通过切削实验,揭示刀具磨损机理,进而控制刀具磨损,并提出了在最佳切削温度进行加工的方式,为切削用量的合理选择供一种高效的方法。
1 切削试验
车床:试验在带有变频器的CA6140普通车床进行;
工件材料:镍基高温合金GH4169棒料,尺寸为100 mm×500 mm;
观测设备:CCD计算机观测系统;扫描电子显微镜(SEM);X射线光电子能谱仪;能谱分析仪。
实验用刀具情况见表1。
表1 实验用刀具情况表
2 分析讨论
当切削速度vc≤30 m/min时,刀具磨损表面出现严重粘结情况,并且有鼻形的积屑瘤产生。粘结一般是指刀具表面与被切削工件发生原子间距接触时产生的结合现象,在低速切削过程中的粘结是在足够大的压力和温度情况下刀-屑接触界面产生的冷焊现象。刀-屑接触界面的粘结点随着切削过程相对运动,刀具材料微观组织受剪或受拉而被切屑带走造成粘结磨损。镍基高温合金GH4169切削过程中,由于切削温度高,切削力大且波动大,刀-屑接触区域压力很高,在这种高压、高温情况下,随切削进行产生了不稳定粘结物和积屑瘤,造成了粘结磨损。
积屑瘤如图1所示。

图1 积屑瘤
在粘结磨损的同时,随着切削的进行,积屑瘤或不稳定粘结物的脱落,极易造成刀具破损,即崩刃现象,如图2所示。
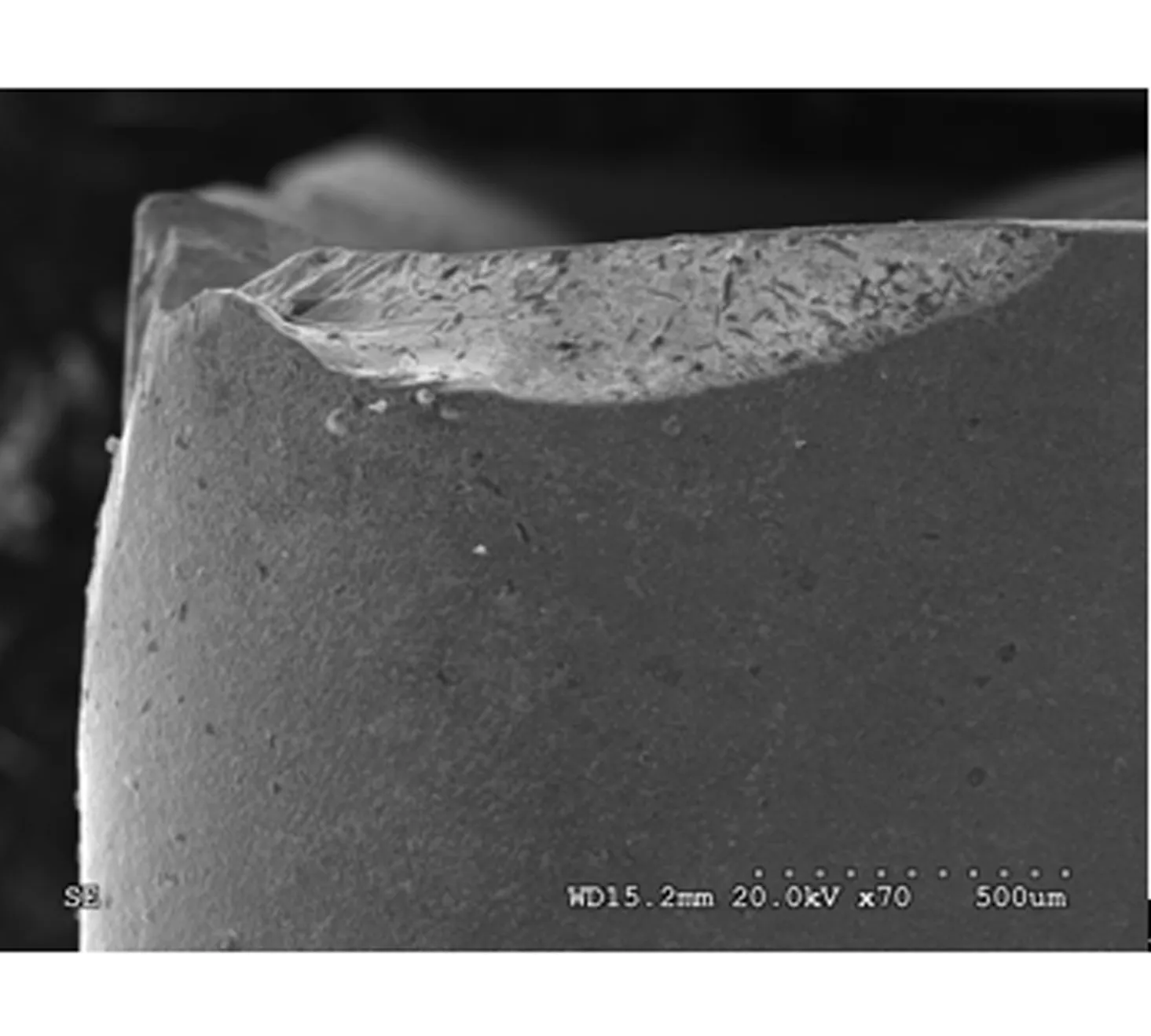
图2 崩刃
由图2可见,在落刀试验中,被积屑瘤粘结下的刀具材料。
当切削速度(vc>30 m/min)增加,磨损表面粘结现象减小,出现磨损碎片,且磨损碎片的密度随切削速度的增加而增大,分别如图3和图4所示。
切削加工过程中,刀具磨损的主要原因如粘结、扩散、氧化以及接触层的塑性变形等,都与切削温度(切削速度)有着直接关系。

图3 vc=35 m/min时刀具磨损表面形貌
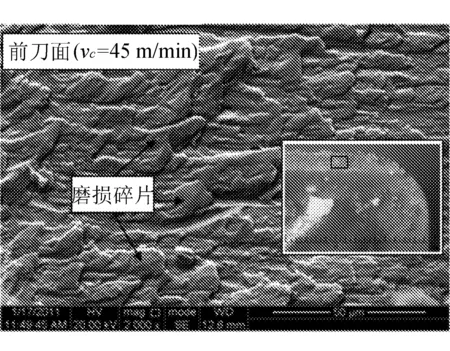
图4 vc=45 m/min时刀具磨损表面形貌
在切削GH4169的过程中,由于高的切削温度,刀具-工件材料与刀具-切屑之间发生扩散和氧化现象,进而使刀具发生氧化与扩散磨损。当给定切削用量为vc=40 m/min、ap=1 mm、f=0.1 mm/r时,对刀具磨损表面进行了能谱分析,如图5所示。
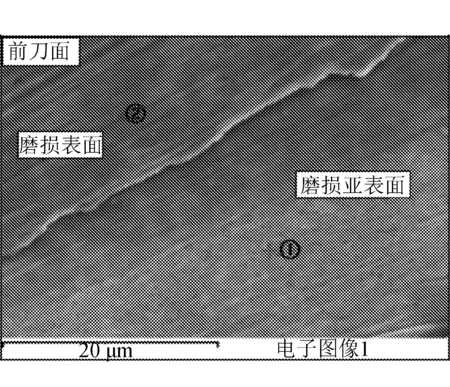
图5 刀具不同位置的磨损表面EDS分析
由图5可见,点①所在表面为刀具表面的亚表层,通过打磨并用含量8%稀盐酸清洗处理所获得。
对点①和点②所在表面进行能谱分析,如图6所示。

(a) 点①能谱图

(b) 点②能谱图
根据刀具磨损机理的研究,以及相关摩擦磨损学的理论基础,在刀具磨损的过程中,存在氧化磨损与粘结磨损的平衡关系,在最佳切削温度时,刀具磨损表面可以存在以下化学反应:
2Fe+O2=2FeO
3Fe+2O2=Fe3O4
4Fe+3O2=2Fe2O3
2Ni+O2=2NiO
4Cr+3O2=2Cr2O3
Fe2O3、FeO、Cr2O3、Fe3O4等这些较软金属氧化物在切削过程中具有一定的边界润滑作用,能有效抑制刀具-切屑之间接触时的粘结,减小摩擦系数,对刀具能够起到保护作用。随着切削速度的提高,切削温度也会随之升高,破坏了刀-屑界面粘结磨损与氧化磨损之间的动态平衡,刀具材料也将发生严重的氧化磨损,相关化学反应如下:
4Co+3O2=2Co2O3
3Co+2O2=Co3O4
2Co+O2=2CoO
WC+Co+3O2=CoWO4+CO2↑
WC+1/2O2=W+CO↑
WC+O2=W+CO2↑
WC+O2=WO2+C
WC+3/2O2=WO2+CO↑
WC+3/2O2=WO3+C
WC+2O2=WO3+CO↑
WC+2O2=WO2+CO2↑
WC+5/2O2=WO3+CO2↑
作为硬质合金刀具材料中的主要元素W、Co发生了氧化反应,生成物为WO3、CoWO3、Co2O3、Co3O4、WO2等,W和Co的氧化物削弱了Co的粘结作用,并降低了刀具材料的强度,从而加剧了刀具磨损。
综上所述,磨损量与切削速度的关系如图7所示。

图7 磨损量与切削速度的关系示意图
不难看出,存在最佳切削温度,可使刀具磨损最小。
3 试验验证
为了证明上述最佳切削温度的正确性,开展了不同切削用量的切削实验。给定相同切削长度,测量不同速度下的刀具后刀面的磨损值,与最佳切削速度对应的磨损值作比较。进行速度单因素实验,每组进行3次实验,在切削路程为240 m时得到刀具后刀面不同的磨损值VB,并绘制磨损值VB、切削速度vc与切削温度θ关系磨损曲线,如图8所示。
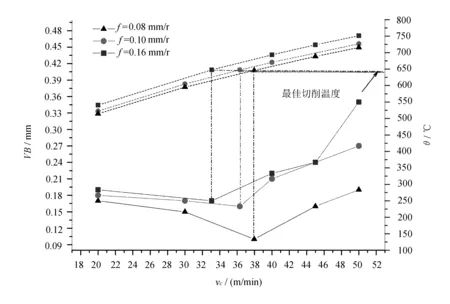
图8不同切削参数下后刀面磨损曲线
根据图8可知,不同进给量下,都在最佳切削温度(约650 ℃)处出现了磨损量的最小值,表明理论分析过程与实际试验结果相符合。
4 结 语
通过涂层硬质合金刀具对镍基高温合金GH4169的切削试验,深入研究刀具磨损机理,得到如下结论:
1)在低速(vc<30 m/min)时,刀具与切屑界面间易发生冷焊粘结,且有积屑瘤产生,积屑瘤的不断产生和脱落易发生刀具崩刃现象,当切削速度提高(vc>30 m/min)时,在刀具磨损表面发生磨损碎片剥落,导致刀具磨料磨损。
2)在高速切削过程中,刀具材料发生明显的氧化反应,生成物降低了Co的粘结作用,刀具切削性能降低,磨损碎片增多,加速了刀具磨损。
3)基于不同切削过程中刀具磨损机理分析,发现存在最佳切削温度使切削过程处于最佳状态,可有效降低刀具磨损,为加工GH4169切削用量的合理选择提供一种有效的手段。
参考文献:
[1]A Jawaid, S Koksal, S Sharif. Cutting performance and wear characteristics of PVD coated and uncoated carbide tools in face milling inconel 718 aerospace alloy[J]. Journal of Materials Processing Technology,2001,116:2-9.
[2]P C Jindal, A T Santhanam, U Schleinkofer, et al. Performance of PVD TiN, TiCN, and TiAlN coated cemented carbide tools in turning[J]. International Journal of Refractory Metals & Hard Materials,1999,17:163-170.
[3]J P Costes, Y Guillet, G Poulachon, et al. Tool-life and wear mechanisms of CBN tools in machining[J]. International Journal of Machine Tools & Manufacture,2007,47:1081-1087.
[4]Muammer Nalbant, Abdullah Altin, Hasan Gokkaya. The effect of coating material and geometry of cutting tool and cutting speed on machinability properties of inconel 718 super alloys[J]. Materials and Design,2007,28:1719-1724.
[5]A Devillez, F Schneider, S Dominiak, et al. Cutting forces and wear in dry machining of inconel 718 with coated carbide tools[J]. Wear,2007,262:931-942.
[6]李红,王大镇,叶衔真.切削过程建模及刀具磨损仿真[J].长春工业大学学报,2016,37(6):540-543.
[7]N Narutaki, Y Yamane. High speed machining of inconel 718 with ceramic tools[J]. Annals of CIRP,1993,42(1):103-106.
[8]A Gatto, L Iuliano. Advanced coated ceramic tools for machining superalloys[J]. International Journal of Machine Tools and Manufacture,1997,37(5):591-605.
[9]T Kitagawa, A Kubo. Temperature and wear of cutting tools in high speed machining of Inconel and Ti-6Al-6V-2Sn[J]. Wear,1997,202:142-148.
[10]R M Arunachalam, M A Mannan. Residual stress and surface roughness when facing age hardened inconel 718 with CBN and ceramic cutting tools[J]. International Journal of Machine Tools & Manufacture,2004,44:879-887.
[11]Mark Anderson, Rahul Patwa, Yung C Shin. Laser-assisted machining of inconel 718 with an economic analysis[J]. International Journal of Machine Tools & Manufacture,2006,46:1879-1891.
[12]H Attia, S Tavakoli, R Vargas, et al. Laser-assisted high-speed finish turning of superalloy inconel 718[J]. CIRP Annals-Manufacturing Technology,2010,59:83-88.
[13]Z Y Wang, K P Rajurkar, J Fan S, et al. Hybrid machining of inconel 718[J]. International Journal of Machine Tools & Manufacture,2003,43:1391-1396.
[14]C Y Hsua, Y Y Linb, W S Lee, et al. Machining characteristics of inconel 718 using ultrasonic and high temperature-aided cutting[J]. Journal of Materials Processing Technology,2008,198:359-365.
[15]A V Mitrofanov, V I Babitsky, V V Silberschmidt. Finite element analysis of ultrasonically assisted turning of inconel 718[J]. Journal of Materials Processing Technology,2004,153/154:233-239.
