基于Rhino的计算机辅助设计软件的3D打印应用
2018-04-13李庆君
李庆君
摘 要: 传统的3D打印存在兼容性差的问题,在打印精细工件、弹性工件时存在一定的磨损缺陷。为了优化3D打印性能提出并设计基于Rhino的计算机辅助设计软件。根据计算机辅助设计软件的用途,设计Rhino插件基本参数,通过Rhino插件多点添加数据,将Rhino技术插件导入计算机辅助设计软件,优化其渲染功能,完成计算机辅助软件的设计。实验数据表明,设计的基于Rhino的计算机辅助设计软件能够对高精度工件、弹性工件进行高精度3D打印,可优化3D打印效果,具有一定的实用性。
关键词: Rhino技术; 计算机辅助设计软件; 软件设计; 3D打印; 插件; 参数设置
中图分类号: TN402?34; TP393 文献标识码: A 文章编号: 1004?373X(2018)08?0109?04
Abstract: The traditional 3D printing has the problem of poor compatibility, and some wear defects exist when fine workpiece and elastic workpiece are printed. To optimize the performance of 3D printing, a computer aided design software based on Rhino is proposed and designed. According to the application of computer aided design software, the basic parameters of Rhino plug?in are designed. By using the Rhino plug?in for data multi?point addition, the Rhino technology plug?in is imported to the computer aided design software to optimize its rendering function and complete the design of computer aided software. The experimental data shows that the designed Rhino based computer?aided design software can perform high?precision 3D printing for high?precision workpiece and elastic workpiece, optimize the 3D printing effect, and has a certain practicality.
Keywords: Rhino technology; computer aided design software; software design; 3D printing; plug?in; parameter setting
0 引 言
在工业产品的造型设计上,使用3D打印代替传统制造工艺,能够对工件进行精细的刻画,并且对工件的尺寸以及形状进行精准的把控[1]。但是3D打印,在面对制作工艺要求精细的工件上及带有弹性的工件时,由于技术特点的限制,加上传统打印方法识别模式有限,很难进行高精度的弹性工件的打印[2]。提出并设计基于Rhino的计算机辅助设计软件,提升3D打印性能。实验结果表明,设计的基于Rhino的计算机辅助设计软件,能够对高精度工件、弹性工件进行高精度3D打印,可优化3D打印效果,具有一定的实用性。
1 Rhino技术插件导入
本文导入的Rhino技术插件需要先安装Microsoft Visual StudioRhino4DotNetWizards.zip的数据包[3],保证SDK数据能够导入2005版本以上的3D打印技术上,导入Rhino技术插件将会改变3D打印的识别方式。Rhino技术插件中的Dot NET .d .I 动态链接库文件涵盖了Rhino技术插件中的打印识别数据[4]。当文件在安装完成后,Rhino技术插件会自动识别本地计算机中数据连接方式,Rhino插件会围绕3D打印技术进行相关识别。
Rhino技术插件对计算机环境配置具有一定的要求。每当新建项目时,会自动弹出一个Rhino Plug?In数据向导面板,使用数据向导面板能够对打印程序框架进行修订[5]。大部分数据由程序框架识别输出,为此对于Rhino技术插件可以通过参数的把控实现功能的设置。在Rhino Plug?In数据向导面板上对执行打印数据设置完成后,打印方案会自动生成多个源代码文件进行打印路径设计。安装的My Plug In 1 PlugInAttributes.cs文件中已经定义了打印过程的My Plug In 1 PlugInAttributes數据类别,数据类别确立了Rhino插件中工件打印程序起始节点、终止节点等打印数据信息[6]。安装的My Plug In lPlug In.cs文件包含My Plug In 1 PlugIn打印形式数据以及PlugInMenu打印模型类别。Rhino技术插件能够实现PlugInMenu类别菜单的设置,能够根据打印需求进行个性化设置[7]。Rhino技术插件以Run Command控件为主体,对打印起始、终止、过程、方式、数据连接等都可以实现个性化的设置。
2 基本参数设置
上述导入的Rhino技术插件,通过Rhino软件的配置功能能够确定辅助软件的具体实施方式,但是需要对Rhino插件基本参数进行导入才能够实现对上述方式的控制。Rhino插件基本参数分为几个方面,其中包括:3D打印数据、数据传输协议、链路的多维方式等[8]。数据的使用需要对基本参数进行设置。其中设置数据放置在控制单元内[9]。传输协议的限令是实现设计与成品的重要连接。为了能够进行多层次的传输形式,本文将传输协议进行扩充,实现数据化的多项式传输。多维方式的计算数据设置通过编程得以实现,编辑过程如下:
使用Rhino插件基本参数进行硬件配备,硬件设备中多功能的实现都需要Rhino插件基本参数与硬件数据的有效连接。Rhino插件基本参数直接参与3D打印过程,但是对基础数据、过程数据、多种方式都有所影响。
3 Rhino插件多点添加数据设置
本文对Rhino插件多点添加数据进行设计,通过多点添加数据能够对打印功能进行快速多范围、多档位、多位置的打印,在工件三维模型的效果中经常会出现孔洞、凹槽、突起等效果的制作。
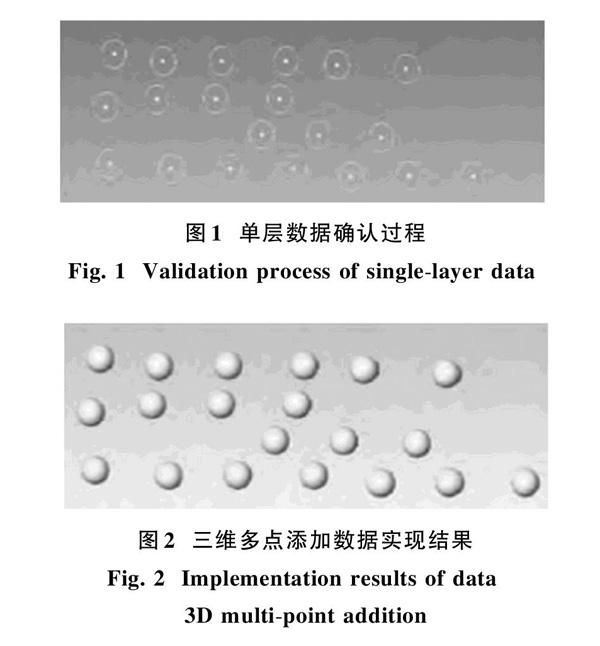
多点添加数据的设计,能够确认每层中加工位置,通过点位数据实现加工数据的重新排布,在使用多点添加数据功能时,直接选择空位数据与实施数据进行交换,利用输入数据的执行方式,对打印过程硬件设备进行控制,如图1、图2所示。图1 是对单层的数据进行确认过程,图2是完成三维多点添加数据结果。
通过对多点添加数据的设计能够实现3D打印的多功能。
4 改进计算机辅助软件的实现
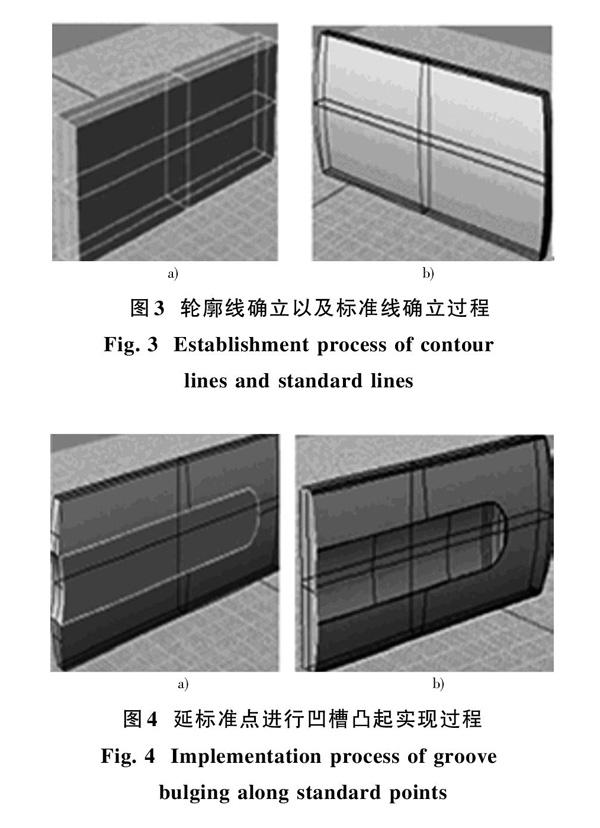
本文以一件带有凹槽曲面物体为例,Rhino技术下的 3D打印技术,通过造型工具构造工件的基本体面;利用Surfice Analy工具中折线绘画属性Gaussian进行调配, Zebra Stripe控件能够实现工件表面的纹饰设计,Curvature Circle能够计算出多层次的连接点以及顿点数据。根据需要进行曲面控制点个数的调整,将曲面中的第一接触点设置为参照物[10],如图3所示设置长方体中间位置为第一参照物,接下来以参照物为中心进行分层打印,图3所示的轮廓线是最后确立的点,也是打印终止点。最终的结构如图4b)所示,需对凹槽进行提前数据分配,分配过程也是打印数据生成过程。凹槽曲线可利用数据搭配也可利用手动绘制完成,由多条的数据线形成一个完整的打印面,层面的叠加过程中,基准面平面是最先打印的实体,基准面的打印方式是两侧双向打印,不需要过程修饰。最后利用镜像功能对双向体进行复制。
本文采用Rhino进行三维建模就是工件执行打印流程,进行工件的打印加工时,可以先设计模型的三视图。通过三视图能够调整透视图的角度以及入手点的位置,得到最佳切入角。选择Dinension单元中的Make2DD rawing调用命令,调整生成的三视图的实体,实体数据会显示在2DD rawing Options的命令对话框中,方便关联数据的使用。在工件布局的设置上,选择多频道View布局格式,在多种布局格式的选择下,三视图与制图标准数据必须相接近,视图的位置可以有所不同,方式必须严格按照规定进行设置。
基础的三维模型确立后,需要對工件表面进行精细度的渲染。本文利用Rhino技术将不同材质、不同精细度、不同加工精度、不同视觉效果进行区分,塑造出的工件能够真实还原工业产品的原样。Rhino技术具有极强的渲染功能,能够将工件的三维模型导入进行初级的 “一健渲染”。对辅助软件的控制通过loft口令、 sweep限令、blend执行命令等执行控件命令进行精度控制。Rhino技术的一个重要特点是数据连接与数据的实现,本文只需要调节数据层面间距的连续性就可以实现对辅助软件的设计。执行命令按照改进的渲染模型程序以及参数的配置特性,进行多角度的数据执行,完成辅助软件对3D打印过程辅助作用。
5 仿真试验
5.1 试验数据设置
试验过程中在线条控制的设计上,改进设计计算机辅助软件能够进行自动数据点生成,为了试验的快捷以及精准,对传统3D软件的Debam属性进行适当的调节,方便试验过程的对比,设计过程中的数据主要有编程的设置。试验在选择绘制图形时,方便传统3D软件的实现,对基本数据进行设置如表1所示。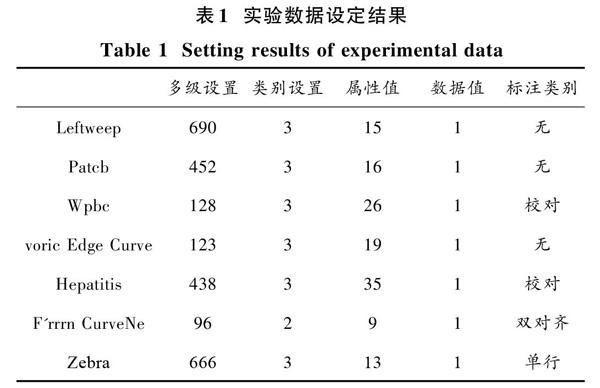
5.2 试验结果分析
本文分别从弹性工件打印程度上以及精密工件的打印上进行对比,使用传统辅助软件与本文计算机辅助软件为对比进行比较,对不同工件进行3D打印,分别记录GTY成型率以及在三种打印方式下试验结果,见图5、表2。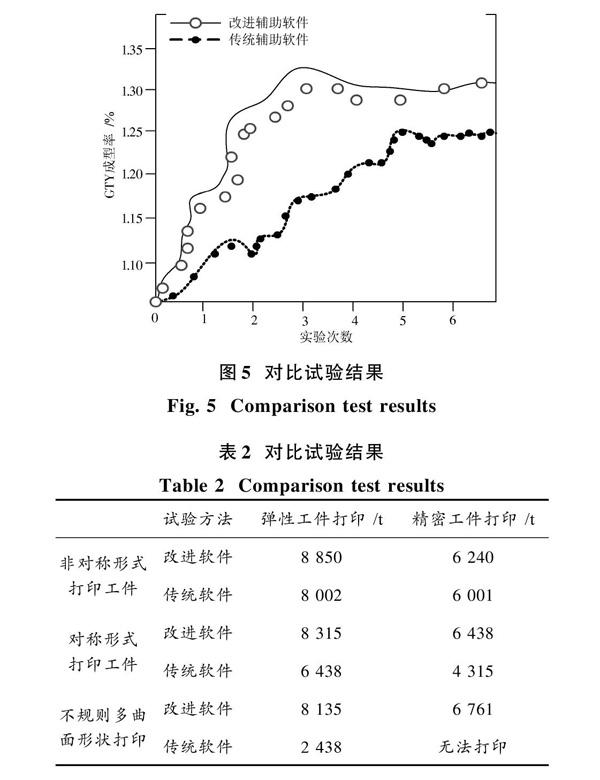
通过表2数据可以看出,本设计基于Rhino的计算机辅助设计软件的3D打印方法,能够看出不管打印什么类型的工件,基本打印数据没有发生过变化,并且在打印弹性工件时保持在6 000 t以上,足以说明本文设计的方法能够适用多种工件的3D打印,并且改变了传统方法的不足。图5是两种方法的GTY成型率的对比,能够从图像中看出,本文设计的方法GTY成型率高于传统方法,GTY成型率是衡量A++产品的最有效的指标,因此,本文设计的3D打印方法能够打印更加优质的工件。
6 结 语
本文设计的基于Rhino的计算机辅助设计软件的3D打印方法,导入Rhino技术,对Rhino技术基本参数进行设置,对多点添加数据进行优化,通过Rhino技术建立三维数据模型,实现工件的高精度3D打印。希望通过本文的研究能够提升3D打印技术。
参考文献
[1] 王建吉,杨龙,李靖,等.基于3D打印技术股骨头减压联合骨髓间充质干细胞移植专用移植器的研制及应用[J].中国组织工程研究,2016,20(44):6636?6642.
WANG Jianji, YANG Long, LI Jing, et al. Development and application of special?purpose grafter by femoral head decompression combined with bone marrow mesenchymal stem cells transplantation based on three?dimensional printing technology [J]. Chinese journal of tissue engineering research, 2016, 20(44): 6636?6642.
[2] 陈宣煌,许卫红,黄文华,等.基于3D打印的腰椎椎弓根螺钉数字化置入及临床应用[J].中国组织工程研究,2015,19(17):2752?2757.
CHEN Xuanhuang, XU Weihong, HUANG Wenhua, et al. Digital placement and clinical application of lumbar pedicle screws based on 3D printing [J]. Chinese journal of tissue engineering research, 2015, 19(17): 2752?2757.
[3] 邬培慧,刘志涛,张英琪,等.自主研发的计算机辅助设计软件/快速成型/髋臼定位器系统模拟臼杯假体精准植入的实验研究[J].中华创伤骨科杂志,2017,19(4):323?328.
WU Peihui, LIU Zhitao, ZHANG Yingqi, et al. Pre?clinical application of self?developed computer assisted design/rapid prototyping and guidance system to assist precise acetabular component placement: a pilot study [J]. Chinese journal of orthopaedic trauma, 2017, 19(4): 323?328.
[4] 邱冰,唐本森,邓必勇,等.基于三维反求技术和计算机辅助技术的3D打印导板在全膝关节置换术中的初步应用[J].中华创伤骨科杂志,2016,18(1):35?41.
QIU Bing, TANG Bensen, DENG Biyong, et al. Intelligentized surgery based on 3D printing technology for personalized total knee arthroplasty [J]. Chinese journal of orthopaedic trauma, 2016, 18(1): 35?41.
[5] 王坤,冯海全,王东,等.3D打印左心室磁悬浮辅助泵的应用与研究[J].机械设计与制造,2017,9(5):216?218.
WANG Kun, FENG Haiquan, WANG Dong, et al. Application and research of 3D printing left ventricular maglev assist pump [J]. Machinery design &; manufacture, 2017, 9(5): 216?218.
[6] JUNG J W, LEE J S, CHO D W. Computer?aided multiple?head 3D printing system for printing of heterogeneous organ/tissue constructs [J]. Scientific reports, 2016, 6: 21685.
[7] HOANG L N, THOMPSON G A, CHO S H, et al. Die spacer thickness reproduction for central incisor crown fabrication with combined computer?aided design and 3D printing technology: an in vitro study [J]. Journal of prosthetic dentistry, 2015, 113(5): 398?404.
[8] KATSIO?LOUDIS P, JONES M. Using computer?aided design software and 3D printers to improve spatial visualization [J]. Technology &; engineering teacher, 2015, 74(8): 14?20.
[9] LAI Y, LIU L, ZHANG Y J, et al. Rhino 3D to Abaqus: a T?spline based isogeometric analysis software framework [M]. Switzerland: Springer International Publishing, 2016.
[10] NG O L. Exploring the use of 3D computer?aided design and 3D printing for STEAM learning in mathematics [J]. Digital experiences in mathematics education, 2017, 3(3): 257?263.
