面向高效低碳的机械加工工艺路线多目标优化模型分析
2018-03-30尤文龙
杨 洁 董 瑞 尤文龙
(首都航天机械公司,北京 100076)
工业化发展进程的不断加快,使得机械设备的生产加工对工艺路线规划的科学合理性需求越来越大。然而,机械设备产品生产加工的多样性,增加了工艺路线规划控制工作开展的难度。此情况下,相关建设人员应将现有的科学技术成果更多地作用于实践,以实现机械加工工艺路线多目标模型应用构建的高效低碳目标,进而满足经济建设背景下对工业化快速稳定发展所提出的科学合理性需求。
1 研究高效低碳机械加工工艺路线多目标优化模型的重要性
工艺路线规定了将毛坯变成零部件的整个加工过程,其确定的科学合理性直接会对产品零件的加工质量、效率以及成本造价控制带来影响。为此,相关人员应在机械零部件特征表示方法的基础上,采用数学模型加大对工艺路线优化问题的研究力度。通过综合考虑工艺路线规划过程中所要达到的目标,构建工艺路线的高效低碳数据优化模型,并建立优化目标函数。研究人员应将构建的优化模型作用于机械加工产品工艺路线的规划实践过程,以实现机械加工工艺路线规划控制的高效低碳目标。
2 面向高效低碳的机械加工工艺路线多目标优化模型构建方法
2.1 明确约束条件
在加工机械零部件过程中,各个工艺特征与特征表面的加工是存在约束关系的。相关人员根据强制性程度的差异,把各种约束类型划分为两种,即合理性约束与最优性约束。前者在工艺路线的规划与排序优化工作中,是必须满足的;后者则是规划工作中尽可能满足的。这里的加工工艺路线排序优化的思路,就是在找出所有合理性约束的工艺路线后,根据最优性约束标准进行评价与判断,进而确定最佳的工艺路线[1]。
2.2 建立优化目标函数
2.2.1 高效目标函数的建立
高效目标函数,顾名思义,就是工艺路线的总加工时间最短。总加工时间是由加工工艺、机床更换、夹具更换以及刀具更换时间决定的。机床更换是指不同机械上相邻两个工序的加工;夹具更换是指相邻两个工序用不同夹具来完成加工;一次刀具的更换是指相邻两个工序需采用不同的刀具进行加工。
2.2.2 低碳目标函数建立
机械加工系统低碳目标是工艺路线所有加工工艺产生总碳排放量中最小的,其可分为两类,即冷加工与热加工工艺。冷加工过程,作为机械加工工艺过程中的重要组成部分,其所排放的碳,是由工艺加工设备的电能消耗引起的。这里的加工设备是指刀具和切削液。人们根据切削液种类差异、电能消耗分类以及刀具种类,确定低碳目标函数,即用符号进行表示,以为计算控制提供便利。
对于热加工工艺,人们也可以确定其碳排放目标函数。由于热处理方法众多,且最常使用的加热方式为电加热炉,因此,碳排放的计算应结合电能消耗量与热处理工艺的电耗定额,来进行估算。值得注意的是,电能消耗量的计算涉及热处理工艺加热方式、工艺折算以及生产方式等系数,因此,相关取值应参照相关管理部门制定的规范标准进行确定[2]。
3 高效低碳机械加工工艺路线多目标优化模型的运用分析
某机床电动机座的加工过程应用了高低碳的机械加工工艺路线多目标优化模型。对于优化模型的求解,相关人员采用了NSGA-II,即通过拥挤距离计算与非支配解排序方法,并加入精英策略使原种群中的优秀个体得到保存,进而确定机械加工工艺最优的规划路线。在进行模型求解时,基因编码问题是最先解决的问题,即在应用零件编码法过程中,要综合考虑染色体的合法性、有效性、可行性以及问题空间表征的完整性。换句话说,就是在应用NSGA-II算法时,将刀具、设备的选择以及加工工序的排序体现出来[3]。
具体来说,相关人员根据加工工艺路线的优化控制要求,将编码机制确定为个体编码方式,种群中每个个体均涉及三个子串,即顺序Si、设备Mi与Ti,且子串长度与零件i的工序数一致。顺序子串Si表示连续列表显现出的零件加工操作顺序,且其基因应综合考虑加工优先顺序的约束;设备子串Mi,是由已分配给每个操作设备的编号组成的;刀具子串,则与设备子串的含义类似。
基于上述模型求解,电动机座的加工特征确定为16个,即外圆、孔、端面、倒孔、内孔台阶面以及四面等。当各个特征确定好对应的加工刀具与设备时,就可进一步细化具体的工步与每一工步选用的设备与刀具。据统计,电动机座的16个特征需要经历27个工步,才能完成零部件的全部加工。其间,27个工步组成的有序集合即为工艺路线。
此情况下,在确定工步编码方案后,就可设置遗传算法的计算参数。可以将交叉概率Pc确定为0.7;初始种群N的大小确定为50;变异概率Pm确定为0.05;迭代次数M为200,且设备更换次数与刀具的更换次数电动机值均为15。而后,就可着手Matlab编程的优化求解,以实现电动机座加工工艺路线规划的高效低碳目标[4]。对于求解的结果,应与单独作用于高效和低碳的优化结果进行数据信息对比,进而得出最优染色体表现形式,如图1所示。
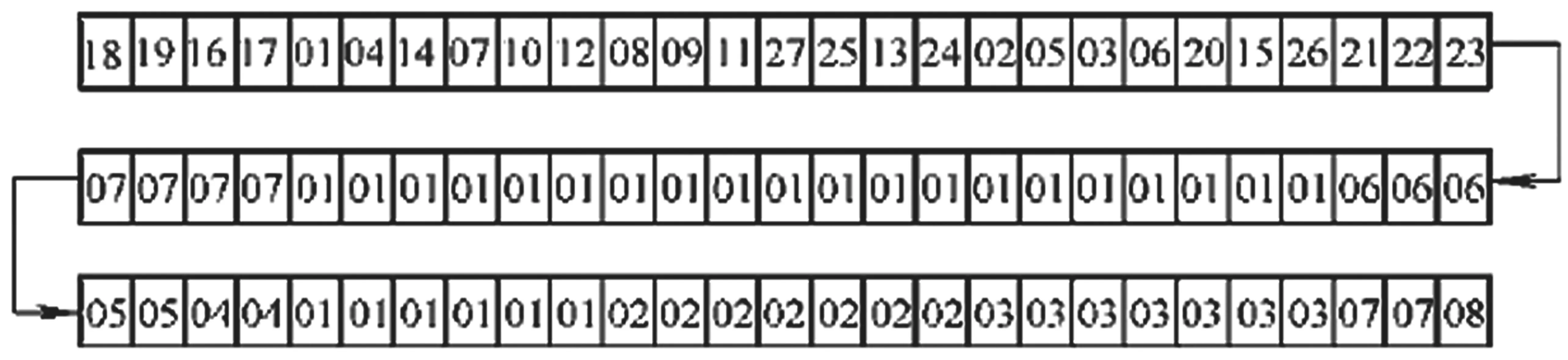
图1 最优染色体表现形式
由此,人们就可结合上述最优染色表现形式,通过编译确定机械设备产品最优的工艺路线。
4 结语
面向高效低碳的机械加工工艺路线的多目标优化模型构建,应在明确约束条件与建立优化目标函数的情况下,提高模型构建的准确性。事实证明,只有这样,才能保证机械设备产品加工工艺路线确定的科学合理性,进而使生产加工的机械设备能够以安全可靠的状态服务于工业发展的需要。因此,相关人员应将上述分析内容与科研成果更多地作用于不同领域的机械设备生产加工上,进而大幅度提升工业发展的快速稳定效果。
