装配式凸轮轴的工装设计
2018-03-26海军驻兴平地区军事代表室陕西713105
■ 海军驻兴平地区军事代表室 (陕西 713105) 高 博
■ 陕西柴油机重工有限公司 (兴平 713105) 魏有理 段建华
柴油机凸轮轴分为整体式和装配式。其中装配式凸轮轴为细长轴类零件,并带有多缸键槽,由于零件过长加工难度大,设计时一般将零件分为几段通过法兰连接起来。凸轮轴在装配后,有较高的技术要求,特别是凸轮轴两端的定位销孔及凸轮轴外圆上的键槽加工难度较大。其中凸轮轴两端的定位销孔要求各组装零件配铰加工,按一般方法只能设计钻模用手电钻加工,加工难度大,产品容易超差。凸轮轴外圆上的键槽尺寸、几何公差要求较严,各键槽间、键槽与定位基准孔间有着较严的角位要求,用普通设备加工难以保证加工要求,用数控设备加工装夹难度大,加工成本高。为此在分析零件的技术要求后,通过设计、应用专用的配铰钻模和凸轮轴键槽铣夹具,在通用设备上完成装配式凸轮轴定位销孔和键槽的加工,保证了柴油机凸轮轴的加工要求,降低制造成本,提高经济效益。
1. 零件技术难点分析
以某型柴油机凸轮轴为例,该零件总长为5 012mm,由两端凸轮轴组装而成,以其中一段为例进行说明。该零件总长为2 452mm,直径为125+0.033+0.015mm,长径比达到19.6,属细长轴类零件。为了保证零件装配后配合良好可靠,零件装配时在φ6 5(H6/h6)的小间隙凸台及止口定位的法兰上设计了φ10H7销孔,要求两端凸轮轴配铰加工,安装时用定位销定位,防止零件的相互转动。φ125+0.033+0.015mm外圆有6个键槽,键槽宽度尺寸为32-0.026-0.088m m,键槽间存在一定夹角,各键槽间角度偏差要求≤±1 5′,并与装配基准孔φ10H7的角度偏差≤±15′,相对于凸轮轴外圆的对称度≤0.03mm。其结构如图1所示。
由以上分析可知该零件键槽加工过程中存在以下技术难点:
装配基准孔φ10H7要求配铰加工,一般用钻模及手电钻加工难度较大,加工效率低,难以保证加工要求。
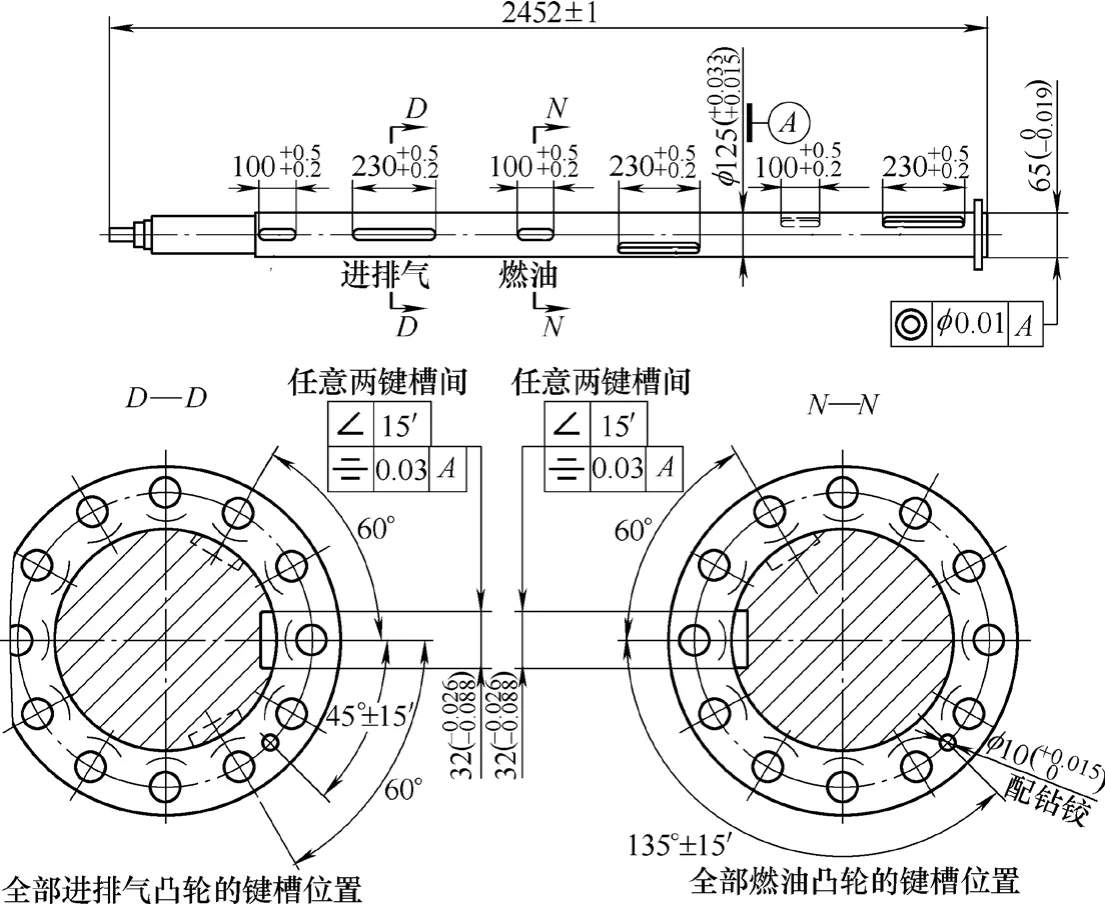
图1 某型柴油机凸轮轴结构简图
键槽间角度偏差±15′及与装配基准孔φ10H7的角度偏差≤±15′要求较高,利用一般对线、分度头等加工方法难以保证。
键槽相对于凸轮轴外圆的对称度≤0.03mm,由于零件属细长轴,刚性装夹过程存在装夹变形,难以保证。
通过结构分析和加工工艺方案研究,设计了配铰钻模及角位分度盘,在通用设备上实现了零件的高效精密加工,保证了零件的技术要求,提高了加工效率。
2. 夹具设计
配铰钻模设计。通过对零件的技术要求进行分析,为了保证零件上φ10H7装配基准孔的高度一致,我们在设计钻模时采用了如图2所示的钻模,在镗床上对零件进行加工。该钻模用凸轮轴的装配基准φ65h6凸台为中心定位,定位孔与零件选用小间隙配合G7/h6配合,该钻模上同时设计了定位凸台φ65g6与另一段凸轮轴止口φ65H7定位,对钻模上的定位止口和凸台提出了较高的同轴度要求,保证φ10H7的位置一致性,确保加工出的φ10H7孔与零件中心距离一致。钻模上设计了φ9mm、φ9.8mm和φ10mm(件号1、2和3)的速换钻套,用于对φ10H7孔钻、扩、铰,保证定位孔尺寸要求和精加工时铰刀和钻套孔的精密配合。钻模用钩头压板固定在零件上。利用此配铰钻模可在镗床上分别加工两个零件的φ10H7装配基准孔且位置度可满足装配要求,加工效率大大提高,加工难度降低,效果良好。
角位分度盘。为了保证零件键槽间及与装配基准孔φ10H7的角度偏差,我们设计了角位分度盘,其结构如图3所示。该工装以零件上的φ65h6凸台(另一段凸轮轴以φ65H6止口)为中心定位基准,同时利用菱形定位销,以零件的装配基准孔φ10H7为角位定位基准,根据零件的键槽相互角度,确定铣键槽的六方分度盘上各六方面间角度为60°±2′,在加工零件键槽过程中,通过螺栓、垫圈和螺母将零件与六方分度盘紧固在一起,机床主轴始终保持水平不动,通过旋转六方角位分度盘上的6个平面,并用直角尺靠紧垂直平面,控制直角尺六方角位分度盘上平面间隙≤0.05mm,保证零件的精确旋转定位,从而保证各键槽间的角度公差要求,加工效率大大提高。

图2 配铰钻模1、2、3.速换钻套 4.钩头压板
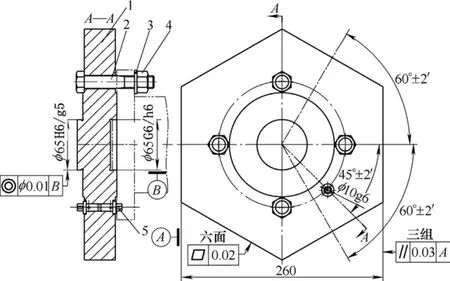
图3 角位分度盘1.六方分度盘 2.螺栓 3.垫圈 4.螺母 5.菱形定位销
3. 结语
通过设计、应用装配式凸轮轴专用工装,解决了装配式凸轮轴装配基准孔的配铰难题,在普通键槽铣床上实现了装配式凸轮轴加工多角位键槽的高效精密加工,在保证零件加工精度的前提下,节约了生产成本,提高了加工效率。应用前景较好,可全面推广。
[1] 孟少农.机械加工工艺手册[M].北京:机械工业出版社,1991.
[2] 孙光华.工装设计[M].北京:机械工业出版社,2004.
