氮气弹簧密封件自动装配机的设计
2018-03-13刘永亚方素平邵振振
刘永亚,方素平,邵振振
(合肥工业大学,安徽 宣城 242000)
0 引言
氮气弹簧是一种将高压氮气密封在密闭容器内的新型弹性元件,与传统的弹性元件弹簧,橡胶,气垫等相比,具有占用空间少、初始弹压力大、工作过程中弹压力基本恒定等优点,被广泛应用于汽车、电子、轻工等行业,主要应用在模具上,并逐步取代传统的弹性元件。随着模具设计水平提高,氮气弹簧市场需求迅速增加,而氮气弹簧多采用国外进口品牌,国内产品产量不足是其中一个重要影响因素。
目前氮气弹簧的组装目前多采用手工装配,存在以下问题:① 装配效率低,以湖南某氮气弹簧生产厂家为例,拥有职工85人,氮气弹簧的年产量仅为10万支,难以满足日益增长的氮气弹簧市场需求;② 装配质量不稳定,特别在装配C型环时,容易刮伤柱塞杆,造成动密封件磨损加剧,影响氮气弹簧的使用寿命。
目前针对氮气弹簧的研究主要集中在以下几个方面:氮气弹簧结构优化设计[1];氮气弹簧密封性能研究[2-3]。而与氮气弹簧自动组装方法相关的研究很少。文献[4]中提到一种钢丝挡圈的快速安装装置,适应产品型号比较单一,设备调整时间长。氮气弹簧型号较多,为适应自动装配提出氮气弹簧密封件装配单元模块化设计,减少设备调整时间。
基于低成本自动化和模块化设计,氮气弹簧密封件自动装配机设备成本较低,调整时间短,并且能够适应多种型号氮气弹簧的装配[5-6],研发氮气弹簧的自动组装方法及其设备有实用价值。
1 氮气弹簧结构与装配工艺
1.1 氮气弹簧结构
氮气弹簧的结构通常分为:柱塞式和活塞式两大类型。不同氮气弹簧生产厂家生产的氮气弹簧内部结构不同,图1为一种柱塞式氮气弹簧结构形式。密封件多数装配在柱塞套上,包括防尘密封圈、导向环、U形密封圈、挡圈和O形密封圈,密封件与柱塞套组装成柱塞套组件。C型环起限位作用,防止柱塞套组件与柱塞杆在高压氮气的作用下冲出缸体。
1.2 氮气弹簧装配工艺
氮气弹簧手工组装的一般工艺流程[7],如图2所示。柱塞套组件装配完成后需要在内壁涂抹润滑油,为下一步压入柱塞杆准备。完成缸体装配后需要进行C型环的装配,最后则是充气阀、堵头及防尘罩的装配。
氮气弹簧装配过程的难点主要包括:
1)不同型号氮气弹簧柱塞套组件尺寸不同,自动装配过程中需要保证不同直径柱塞套的可靠夹持。本设计采用基于V型块的随行夹具,实现不同直径柱塞套的夹持。
2)柱塞套内径较小时,手工涂抹润滑油存在涂抹困难与涂抹不均匀的问题。如以兴达氮气弹簧MQB10.0为例,其柱塞套内径仅为30 mm,本文设计润滑油自动喷涂机构,实现润滑油快速均匀涂覆。
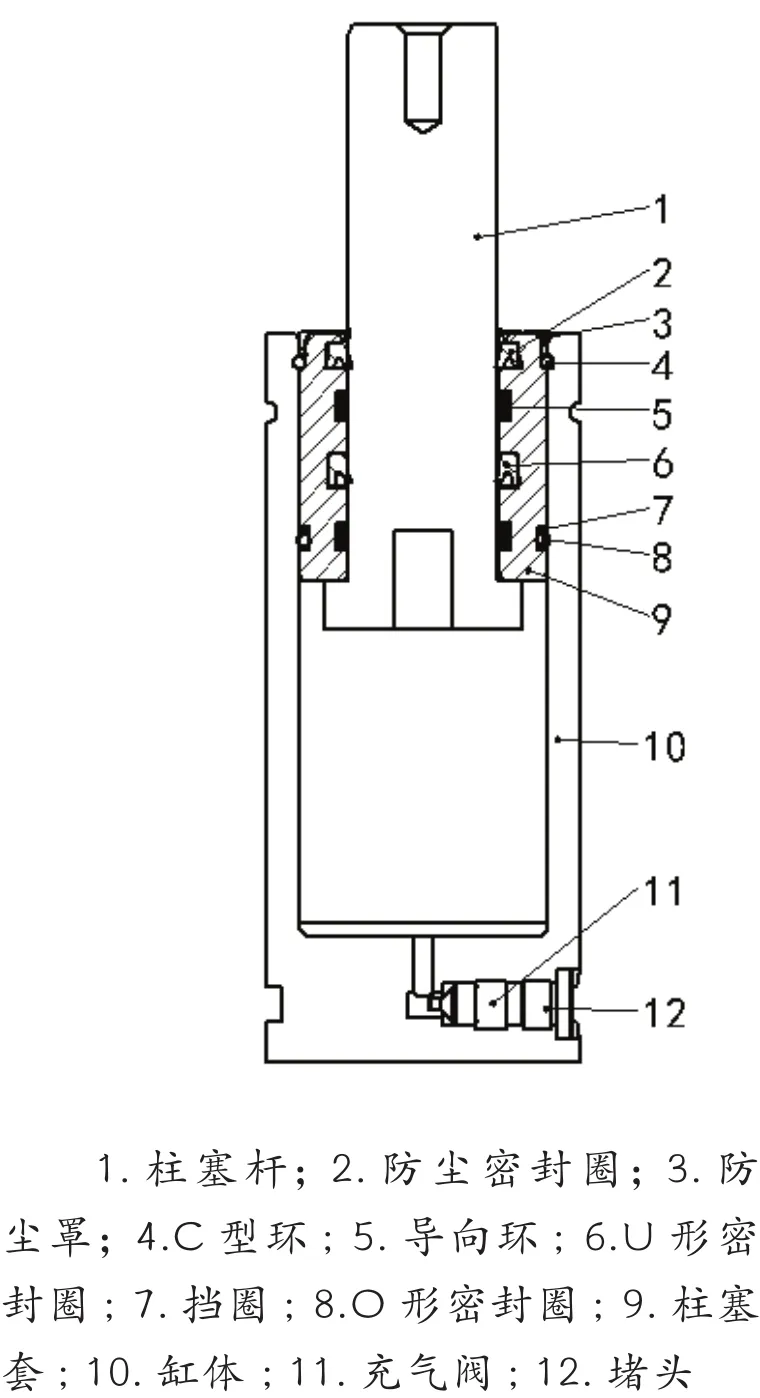
图1 柱塞式氮气弹簧Fig.1 Plunger type nitrogen spring
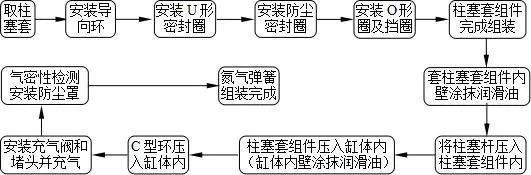
图2 氮气弹簧手工装配工艺图Fig.2 Manual assembly process of nitrogen spring
3)氮气弹簧C型环的安装多借助起子手工安装,容易出现划伤柱塞杆的情况,造成装配效率低,装配质量不易保证。本文设计C型环自动上料及自动压装来提高装配质量及效率。
2 总体方案设计
根据氮气弹簧密封件的特点,采用回转型布局,配合随行夹具进行密封件的装配,总体设计方案如图3所示。间歇回转机构圆盘上共有六个工位,包括上料工位、防尘密封圈装配工位、U形密封圈装配工位、O形密封圈装配工位、润滑油喷涂工位和下料工位。圆盘上安装随行夹具组件,由凸轮分割器和步进电机驱动。凸轮分割器回转定位分割精度为±30",反映到随行夹具组件与工件周向定位精度为0.039 mm,考虑到圆盘加工精度,夹具制造精度与安装误差的影响,工件径向定位精度为±0.1 mm,周向定向精度为±0.12 mm。对于不同型号的密封件采用振动盘自动上料时,调整较难。拟采用弹匣式上料,只调整仓匣可以适应不同型号密封件上料。
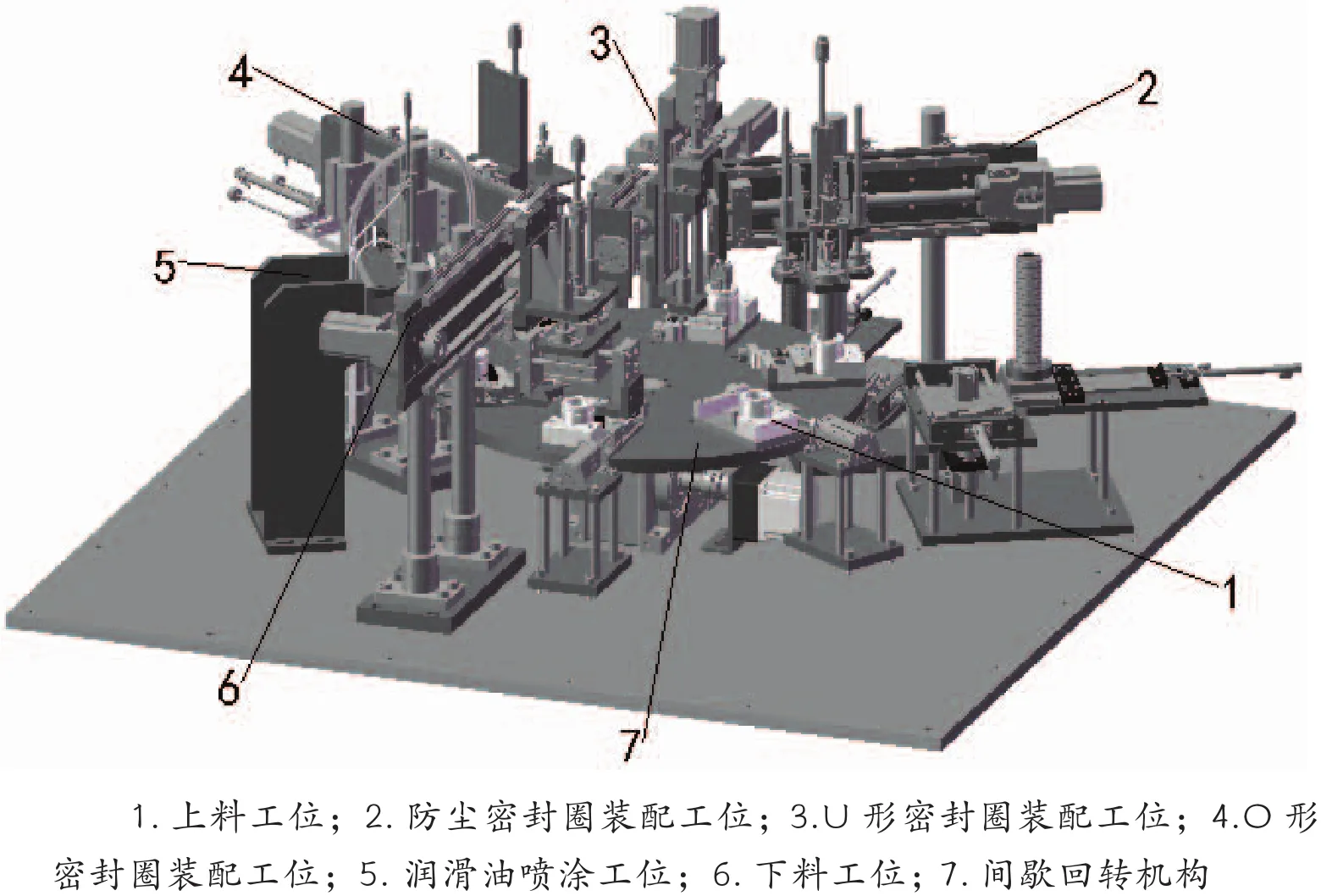
图3 总体方案设计Fig.3 Overall program design
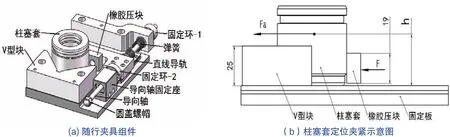
图4 柱塞套随行夹具设计Fig.4 Plunger sleeve accompanying fixture design
3 关键机构设计
3.1 柱塞套随行夹具设计
不同型号氮气弹簧柱塞套组件尺寸不同,以柱塞套为基础件时需要考虑随行夹具可以适应不同型号氮气弹簧的装配。本文设计柱塞套随行夹具结构如图4(a)所示,随行夹具组件依靠压缩弹簧的弹压力与V型块对柱塞套进行可靠定位。
如图4(b)所示,为柱塞套定位夹紧力示意图,aF为工件在间歇回转机构转位时产生的离心力,F为压缩弹簧产生的弹压力。h为工件重心距离固定板的高度(单位:mm),V型块高度25 mm,橡胶压块高度 19 mm。间歇回转机构的工作节拍由装配用时最多的工位决定,大小为7.5 s,转位时间与定位时间之比为1:2,转位时间2.5 s,定位时间5 s,转位角度为π/6,由式(1)可估算转位时的角速度,工件回转产生的离心力可由式(2)计算。

式中,ω为转位时的角速度(rad/s) ,θ为转位角度(rad) ,1t为转位时间(s) ,aF为工件回转产生的离心力(N) ,1M 为工件重量(kg),R为工件有效回转半径(mm)。
代入数据可得:

不同型号氮气弹簧柱塞套高度不同(重心距离固定板高度不同),直径不同,重量不同。依据装备可装配的最大尺寸工件进行设计计算,工件离心力和V型块共同作用下产生的倾覆力矩,压缩弹簧弹压力需要克服图4(a)中直线导轨滑动产生的阻力和导向轴在固定座内滑动产生的阻力(两者阻力之和大小为5 N)才能作用在工件上,由于离心力相对较小,弹簧初始弹压力设为12.5 N,选择压缩弹簧型号为VUR10-80,预压缩高度为25 mm。可适应柱塞套的重量范围为0.3~2.5kg,距离固定板的重心高度h范围为25~50 mm,直径范围为45~85 mm。
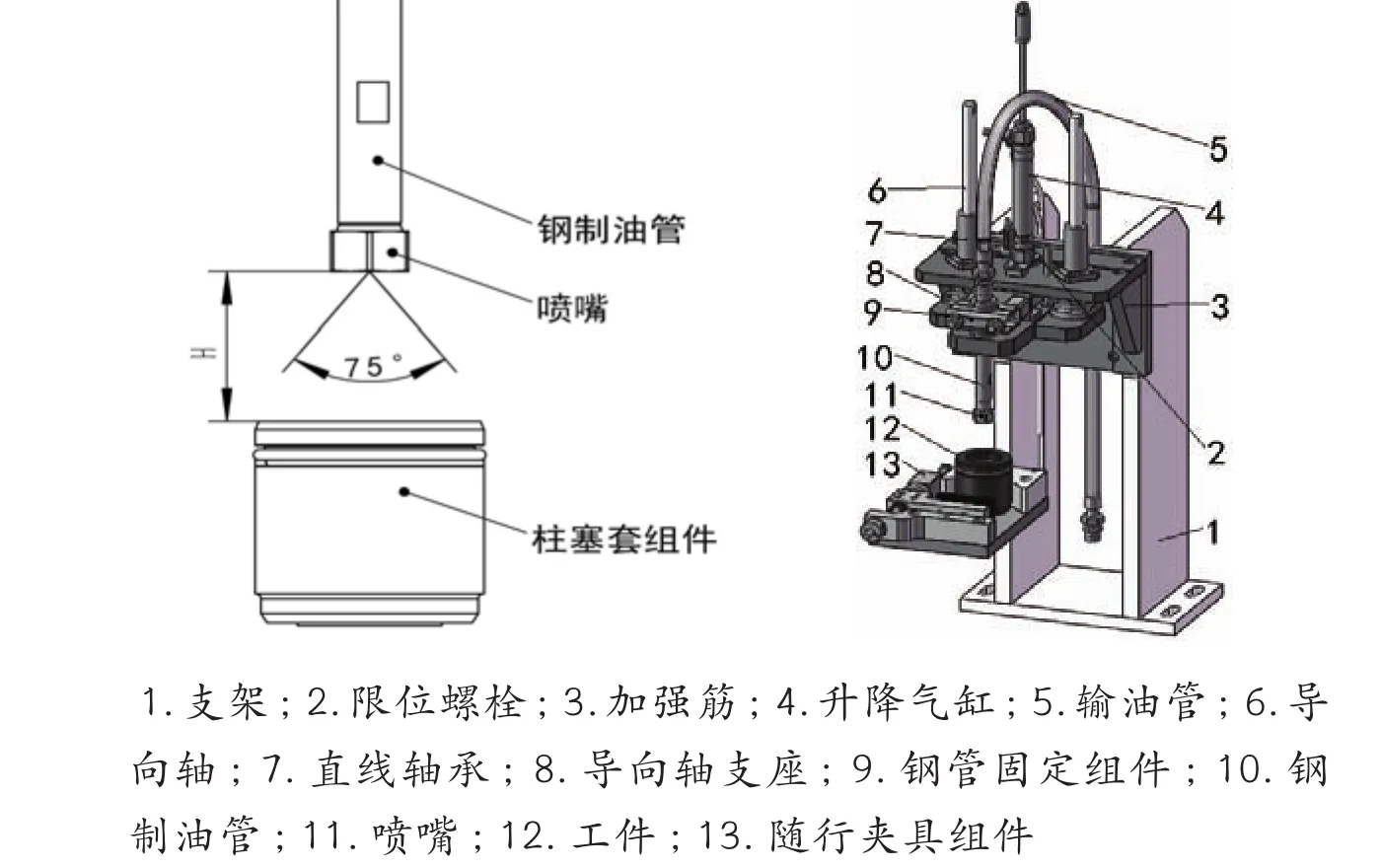
图6 润滑油自动喷涂机构Fig.6 Automatic paint spraying mechanism图7 喷嘴高度示意图Fig.7 Nozzle height diagram
3.2 润滑油自动喷涂机构
润滑油自动喷涂机构[8]示意图如图6所示,升降气缸带动喷嘴上下移动,油管一端连接耐油钢管另一端连接润滑油存储油罐,油罐与油管之间连接有电磁阀和流量调节阀,控制润滑油的供给。喷嘴型号为米思米NART2-0.7,喷射形状为圆环形,喷射角度为75°,在流体压力为0.4 MPa时的流量为0.27/minλ。柱塞套组件内径D=30 mm,如图7所示,喷嘴距离柱塞套组件的高度为H,所需高度可由式(5)计算得到。

代入数据可得,H=19.548 mm,为避免润滑油浪费,可通过图6中调整限位螺栓设置高度16 mm≤ H≤19 mm。喷嘴移动距离由行程可调型升降气缸控制,为减少行程末端气缸引起的冲击,气缸选择带缓冲型。
3.3 C型环压装单元结构设计
C型环装配结构设计,如图8所示。C型环上料前,定位套处于下端,末端执行器手指处于收缩状态。C型环上料完成后图8(a)中定位气缸退回,在压缩弹簧的弹压力作用下推板带动定位套上移,末端执行器的手指在压缩弹簧作用下张开捕获C型环,完成自动上料的动作。图8(b)末端执行器下移将C型环压入内锥套筒,在压装单元气缸和内锥套筒作用下C型环被压缩导致外径变小,推动C型环到达装配位置后,压缩状态的C型环依靠自身弹性自动装入安装槽内,末端执行器退回初始位置,完成C型环装配一次循环。
针对不同型号C型环压装需更换不同规格的定位套,不同内径的定位套可以使末端执行器手指张开的角度不同,可以适应于不同型号的C型环压装。使用弹簧固定夹可实现定位套的可靠定位与快速更换,其中适用于MQB10.0型号氮气弹簧C型环装配的定位套内径为51.5 mm,高度为8 mm。图8(a)中定位气缸行程为30 mm,压装气缸行程为83 mm,其中10 mm为可调行程。
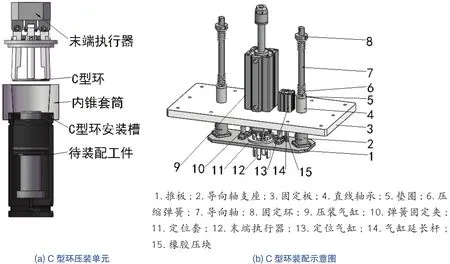
图8 C型环装配结构设计Fig.8 Assembly structure design of C-ring
4 结论
本文应对氮气弹簧自动装配的市场需求,设计了氮气弹簧密封件自动装配机[9-10],可满足大批量自动化生产的需求,具有较高的实用价值。具体结果如下:
1)采用多工位间歇回转方案设计与基于V型块的柱塞套随行夹具设计,可实现不同直径柱塞套的快速定位与自动可靠夹持。
2)设计了润滑油自动喷涂机构,可实现润滑油快速均匀涂覆,解决传统手工涂抹润滑油存在涂抹困难与涂抹不均匀的问题。
3) 完成了C型环自动压装单元的结构设计,可提高C型环装配效率的同时避免柱塞杆与缸体的划伤,提高装配质量。
[1] 沙福泰. 氮气弹簧缸筒应力分析及壁厚设计[J]. 舰船电子对抗,2000, 23(6): 5-11.SHA Fu-tai. Stress analysis and wall thickness design of nitrogen spring cylinder [J]. Ship Electron Countermeasure, 2000,23 (6): 5-11.
[2] 张明明.氮气弹簧若干关键件设计与性能分析[D]. 秦皇岛:燕山大学,2014:56-58.ZHANG Ming-ming.Several key nitrogen gas spring design and per formance analysis [D]. Qinhuangdao: Yanshan University, 2014:56-58.
[3] 彭成允,黄伟九,陈康.模具用氮气弹簧的关键参数及密封结构[J].模具工程, 2004(12):41-44.PENG Cheng-yun, HUANG Wei-jiu, CHEN Kang. Key Parameters and Seal Structure of Nitrogen Gas Spring for Mold [J]. Mold Engineering,2004(12): 41-44.
[4] 徐志江,张罕妮,徐建苗,等.孔用钢丝挡圈的快速安装装置:200920118844.0 [P].2009-04 XU Zhi-jiang, ZHANG Han-ni, XU Jian-miao,et al. Rapid installation of steel wire retaining ring hole :200920118844.0[P]. 2009-04.
[5] 陈意涵. 陶瓷阀芯柔性自动化装配设备关键技术研究[D]. 浙江:浙江大学, 2015:45-48.CHEN Yi-han.Ceramic valve flexible assembly automation equipment key technologies[D]. Zhejiang: Zhejiang University, 2015:45-48.
[6] ROSATI G, FACCIO M, CARLI A, et al. Fully flexible assembly systems(F-FAS):a new concept in flexible automation[J]. Assembly Automation, 2013,33(1):8-21.
[7] 王占辉,邵金玉,何加亮. 叉车起升液压缸半自动装配台的设计[J]. 液压气动与密封, 2016,36 (11): 78-80.WANG Zhan-hui, SHAO Jin-yu, HE Jia-liang. Design of semiautomatic assembly platform of fork lift truck hydraulic cylinder [J]. Journal of Hydraulic Pneumatics and Seals, 2016,36 (11): 78-80.
[8] 李治斌,张海洪,苏建良,等.汽车座椅滑道自动装配线自动注油机的设计[J].机械设计与制造, 2010(9): 25-27.LI Zhi-bin, ZHANG Hai-hong, SU Jian-liang, et al. Design of automatic seat oiling machine for auto seat slide [J]. Journal of Mechanical Design and Manufacturing, 2010(9): 25-27.
[9] 刘志刚,邬海龙,谢荣誉,等.金属屑压块机的设计研究[J].新型工业化,2016, 6(11) : 53-57.LIU Zhi-gang, WU Hai-long, XIE Rong-yu,et al. The Design of Metal Scrap Briquetting Machine[J].The Journal of New Industrialization,2016, 6(11) : 53-57.
[10] 常镭民,马金虎.U型渠成型机的设计[J].新型工业化,2017,17(7):19-22.CHANG Lei-min,MA Jin-hu.Design of U-shaped Channel Forming Machine[J].The Journal of New Industrialization,2017,17(7):19-22.
