长柱塞类工件表面激光加工系统的设计与研究
2018-03-13奚明明张心明赵怡然胡嵩丁蕴丰
奚明明,张心明,赵怡然,胡嵩,丁蕴丰
(长春理工大学机电工程学院,吉林 长春 130022)
0 引 言
激光加工系统是一种集光、机、电一体化的新型加工系统,被广泛应用于各种加工领域。激光加工是利用激光束投射到物体的表面,利用高温对物体进行切割、焊接甚至是改变物体表面的性能,使工件表面产生汽化而完成加工的过程[1-6]。由于激光加工是非接触式加工,与传统的机械加工方法相比,加工的工件产生的变形小,没有刀具的磨损[7-10]。目前针对圆柱类工件的表面加工主要是利用数控机床来完成,但是由于加工条件的限制,只能在工件表面加工简单图形,而且加工的幅面有限[11-12]。激光加工系统主要是以小幅面平面加工为主,对于在柱塞类等圆柱体和圆锥体等曲面工件表面的大幅面加工研究很少,因此利用扫面仪结构和原理,设计出柱塞类工件表面激光加工系统可以有效的进行曲面类工件的大幅面加工的问题。创新之处在于:① 在柱塞工件表面加工类似蛇皮纹路的图形,代替传统的光滑表面和环形槽表面;② 利用激光这一新型加工工具,代替传统的机械加工;③ 采用双轴式拼接加工方法,解决了大幅面加工的难题。
1 激光加工系统的设计
1.1 激光加工系统的结构设计
针对不同长度和直径的柱塞类工件表面复杂图形的加工,利用三爪卡盘、光学面包板和三维光学调整架来固定柱塞工件,调节三维光学调整架的高度和位置来保证三爪卡盘和柱塞工件的同轴度。伺服旋转电机带动三爪卡盘进行旋转,进而带动工件的旋转,通过调节三维光学调整架在光学面包板上的位置,可以调整柱塞类工件的长度;平移导轨的主要作用是带动激光系统的平移。激光器的升降装置和前后的位移装置主要是用来调节聚焦系统到加工工件的表面的距离,使加工工件的表面始终处于焦点处。激光加工系统的主要结构如图1所示,主要的加工过程是:激光束入射到两个反射镜上,利用计算机控制扫描电机,从而带动反射镜分别沿X、Y轴转动,聚焦系统将平行光束聚焦于一点,采用fa透镜,激光束聚焦后落到工件上进行加工[13-15]。加工完成后,电机带动工件转动预设的角度继续加工,当加工完360度时,平移导轨拖动激光系统平移预设的距离,然后重复上一步骤的加工,实现相邻的两个加工区域相接,完成整个拼接加工。由于激光系统在平移时会有震动,所以激光不应该在平移完成后立马出光,应该延迟几秒,所以设置了5秒的延迟出光,消除了因为激光系统的晃动带来的加工误差。
其中1是机架,2是平移导轨,3是旋转电机和三爪卡盘,4是激光系统,5是三维光学调整架,6是控制系统和PC机。
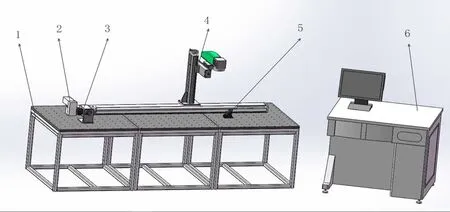
图1 激光加工系统结构图Fig.1 Structure drawing of laser processing system
1.2 激光系统设计
激光系统主要由两部分构成:光纤激光器和扫描振镜。激光系统是激光加工系统的重要组成部分,它的功能保证了工件被加工的质量。
如图2所示:扫描振镜由X-轴振镜和Y-轴振镜两部分组成,激光通过在X轴振镜的反射照射到Y轴振镜上,从而通过聚焦系统的聚焦使激光到达工件表面。
1.3 激光加工系统的控制系统的设计
控制系统包括两部分:电路控制部分和信号控制部分。
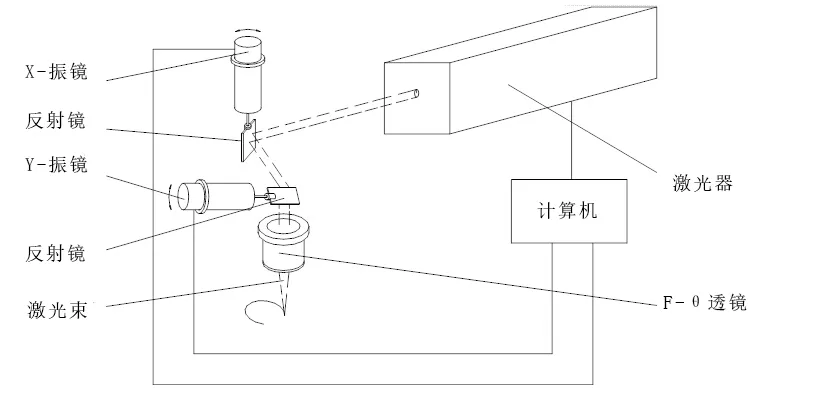
图2 激光系统图Fig.2 Laser system diagram
1.3.1 电路控制
电路控制部分是控制系统的重要组成部分,包括电路原理图、时序图、实物电路连接图等。电路原理图讲明了电路控制的原理,如图3所示。
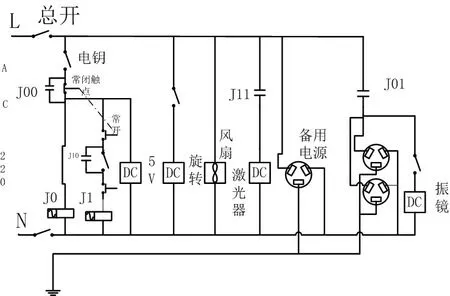
图3 电路原理图Fig.3 Schematic circuit diagram
由电路原理图可以知道:在插上220 V电源后接通总开关(空气开关),电钥匙拧到闭合位置,J0继电器的常闭触点断开,J00得电(J00是继电器J0的一条通路),继电器J0得电,同时5 V电源得电,指示灯亮起;这时继电器J0的常开触点闭合,J10(继电器J0的一条通路)得电,继电器J1得电,此时的继电器J0的常闭触点和继电器J0的常开触点构成自锁;当总开关接通后风扇得到电开始转动,备用电源部分得电,在用到时可以进行电源的扩展,此时用于计算机供电的插排得电,在计算机主机打开后,计算机、显示屏得电。闭合振镜开关,振镜系统得电,在计算机软件给出信号后,振镜就会摆动;旋转开关闭合后,24 V直流电源得电,步进电机驱动器得电,在软件给出信号后电机就可以进行转动;指示开关闭合后,红光指示进行工作;光纤开关闭合后,光纤激光器电源得电,在计算机给出信号后,激光器就可以出光。
1.3.2 信号控制
信号控制是由激光加工系统控制系统的大脑,信号控制是一个控制系统能否工作的关键。激光加工系统的信号控制包括两部分:控制板卡以及相应的控制软件。
控制板卡采用了USB接口与计算机连接,计算机上安装控制软件。操作者通过对软件数据的设定,从而控制板卡发出指令。板卡在接到软件发出的指令后会发出PWM脉冲信号到数字信号处理器,然后通过D/A转换器,将数字信号转换成模拟信号,再发送给扫描振镜系统和伺服电机驱动器中,完成信号的传输,保证了激光加工与信号的同步。
2 相关实验
根据蛇皮纹路形状,加工相应的图形,将蛇皮形状规则化,可以近似看成正六边形,因此对柱塞工件表面进行正六边形的加工,具体的加工图形如图4所示。
以右面的图形进行说明,横向的距离表示要加工的总长度,这个距离根据实际的加工需要进行设置;竖向的距离表示柱塞工件截面外圆的周长,柱塞直径可以根据国标进行选择;六边形的大小需要根据ANSYS的漏失量仿真进行确定,不同大小的六边形进行漏失量的仿真时漏失量会不同,而对柱塞工件表面复杂图形的加工的要求漏失量比光滑的柱塞工件小;同理六边形之间的槽宽、槽深也需要进行ANSYS的仿真。
2.1 旋转拼接加工实验
由于激光加工系统的加工范围的限制(加工范围为110 mm*110 mm),因此对于长度超过110 mm的柱塞类工件需要拼接加工。
2.1.1 旋转拼接加工实验的研究
(1) 同轴度的调节
同轴度的调节是指尽量减少两个相邻的轴的错位情况,使每个轴在正常运行的情况下,处于同一个中心线上。对于长度比较长的柱塞类工件,如果同轴度得不到保证,那么在相同的参数下,加工的情况就会不同,靠近三抓卡盘的那端刚好拼接上,而远离三抓卡盘的那一端会出现缝隙等现象,因此同轴度对于这个激光加工是非常重要的。
同轴度的调节主要用到千分表以及磁力表座,具体的步骤如下:
步骤1:将工件一端安装到三抓卡盘上,一端固定在三维光学调整架上,用肉眼粗调一下同轴度。
步骤2:将两个千分表用磁力表座固定好,分别放在被测轴的两侧。
步骤3:调整千分表的位置,使表针始端与被测轴接触,并且保证千分表的示数为0。
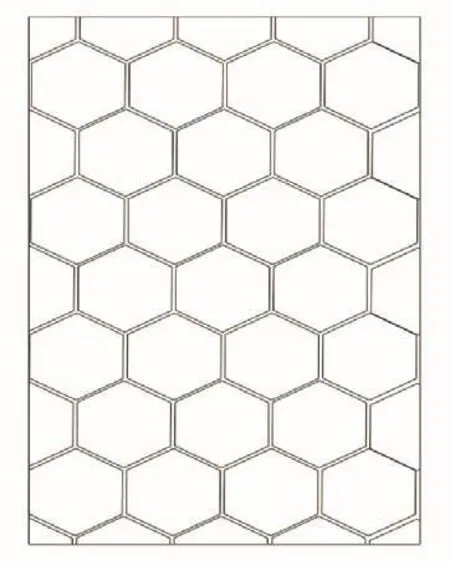
图4 加工的图形Fig.4 Machined figure
步骤4:转动三抓卡盘,使其带动工件缓慢的绕轴线转动,观察两个千分表的读数变化。
步骤5:根据千分表实际的读数变化,调整三维光学调整架。
重复上述的步骤进行同轴度的调整,直到两个千分表的示数相同或者接近为止。
(2) 拼接加工的步骤
对同轴度调节完成后,进行工件的拼接加工,工件的拼接加工包括两个大步骤。步骤1:对工件进行360度的封闭加工,指通过控制软件的参数设置,完成柱塞工件的部分旋转加工。步骤2:移动激光系统,指在完成上述加工后,通过控制软件的设置,利用平移导轨,带动激光系统平移指定的距离。整个拼接加工是步骤1和步骤2的循环加工。
(3) 旋转加工的参数设置
旋转加工主要是通过控制软件对旋转电机的控制来完成加工的,主要的参数有每转脉冲数、分割尺寸等。每转脉冲数是旋转电机旋转一周所需要的脉冲数,通过下面的公式可以计算出所需要的每转脉冲数:
X=(360/N)*n
其中X表示每转脉冲数;N表示我们使用的电机的步距角;n表示驱动器设定的细分数。由电机的驱动器的细分数、电机的减速比以及电机的步距角,设置每转脉冲数为25600。
每转移动距离是指对工件加工一圈移动的距离,即工件横截面外圆的周长,由于工件的直径已经设置了,所以这里不用设置这个参数。
分割尺寸设置:分割尺寸是指拼图加工时,与扩展轴对应的振镜轴每次所加工的尺寸范围,分割尺寸的大小对整个拼图加工非常重要,它直接影响着拼图加工的时间和效率。具体参数设置如图5(a)和(b) 所示。
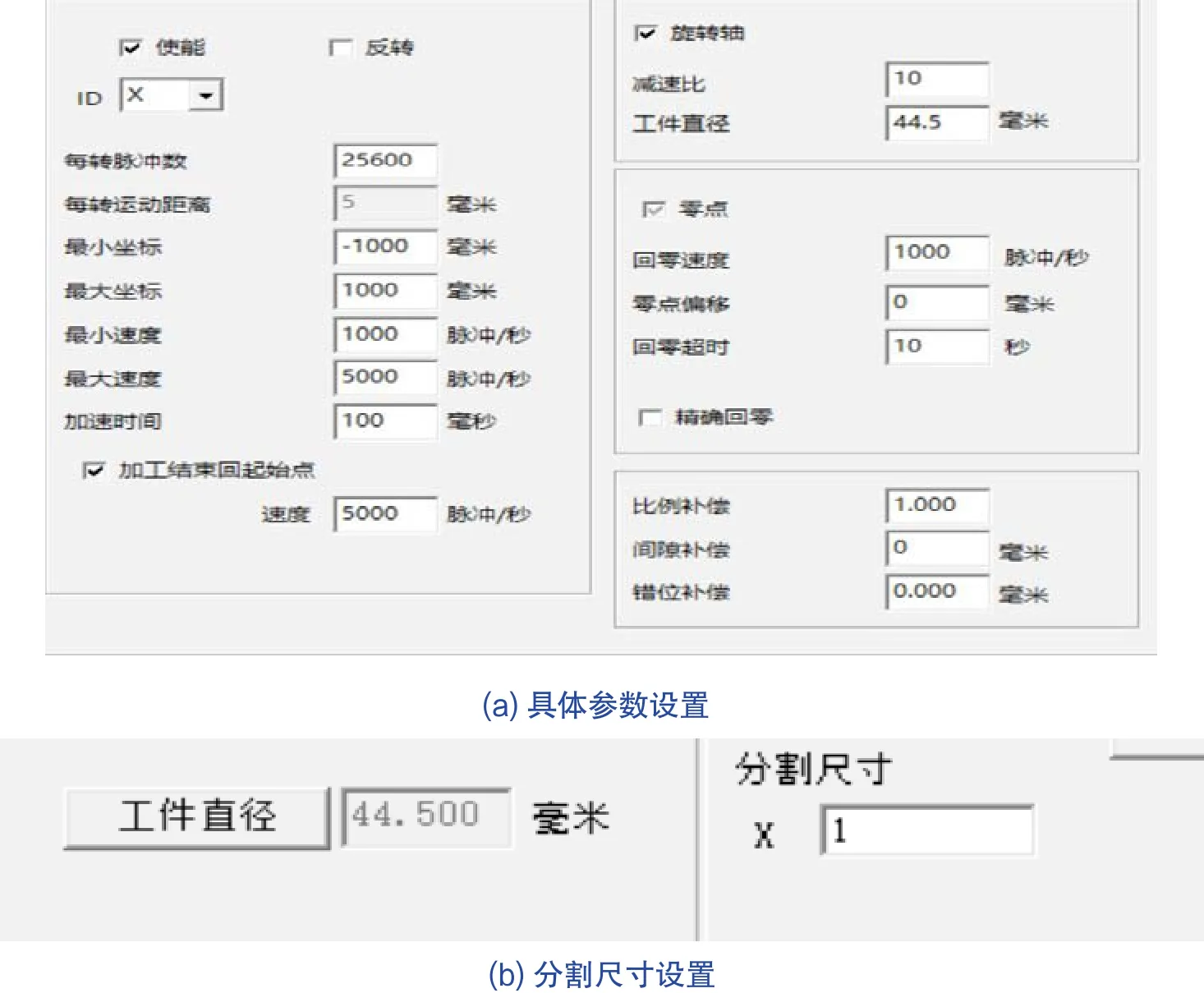
图5 旋转加工的参数设置Fig.5 Parameter setting for rotation processing
分割尺寸设置越小,加工的效果越好,但是考虑到加工效率的问题,分割尺寸设置为1。工件直径通过电子游标卡尺直接测量。
(4)平移加工的参数设置
平移距离的参数设置也是通过对控制软件的设置来完成的。运动步长相对于平台运动来说指的是当用户每一次按键平移扩展轴时(或者每次旋转加工完成后)要移动的距离,相对于转轴运动来说指的是运动的圆周距离。所以运动步长是指旋转拼接加工完成后所要移动的距离,也是每次旋转加工所要加工的轴向距离。Y轴的分割尺寸是平移导轨将激光系统平移的距离,分割尺寸不能设置太大,因为激光加工系统加工范围的限制,设置太大会使加工的图形失真,影响加工效果,也不能设置的太小,设置的太小,加工效率太低,需要的加工时间太长,可以根据自己的加工需要设置。
每转脉冲数也是根据电机的驱动器等参数来决定的,设置为25600。由于平移加工需要保证拼接的精度,因此选用伺服电机平移导轨,精度为2微米,完全满足加工要求。具体参数如图6(a) 和(b) 所示。
2.1.2 旋转拼接加工
为了验证不同长度的拼接效果,设计出几种不同长度的柱塞类工件,工件的材料是45号钢,直径为44.5 mm,长度分别为100 mm,300 mm和500 mm。设置Y轴分割尺寸为50 mm,这样上述工件的轴向拼接次数依次是1次、5次和9次,设置X轴分割尺寸为3 mm,加工一圈需要进行旋转46次。
2.2 零件的加工与检测
根据加工要求,设计相关实验,验证加工效果。如图7是激光加工装置的实物图,图8是加工工件的成型图,图9是在金相显微放大100倍后的图,从图9可以看出,在拼接处,不存在间隙、错位等现象,说明加工的工件符合要求。在图9中,由于柱塞工件表面拼接处的检测难以实现,所以采用平面拼接的形式,只要保证柱塞工件测量的准确性,就能保证拼接效果。
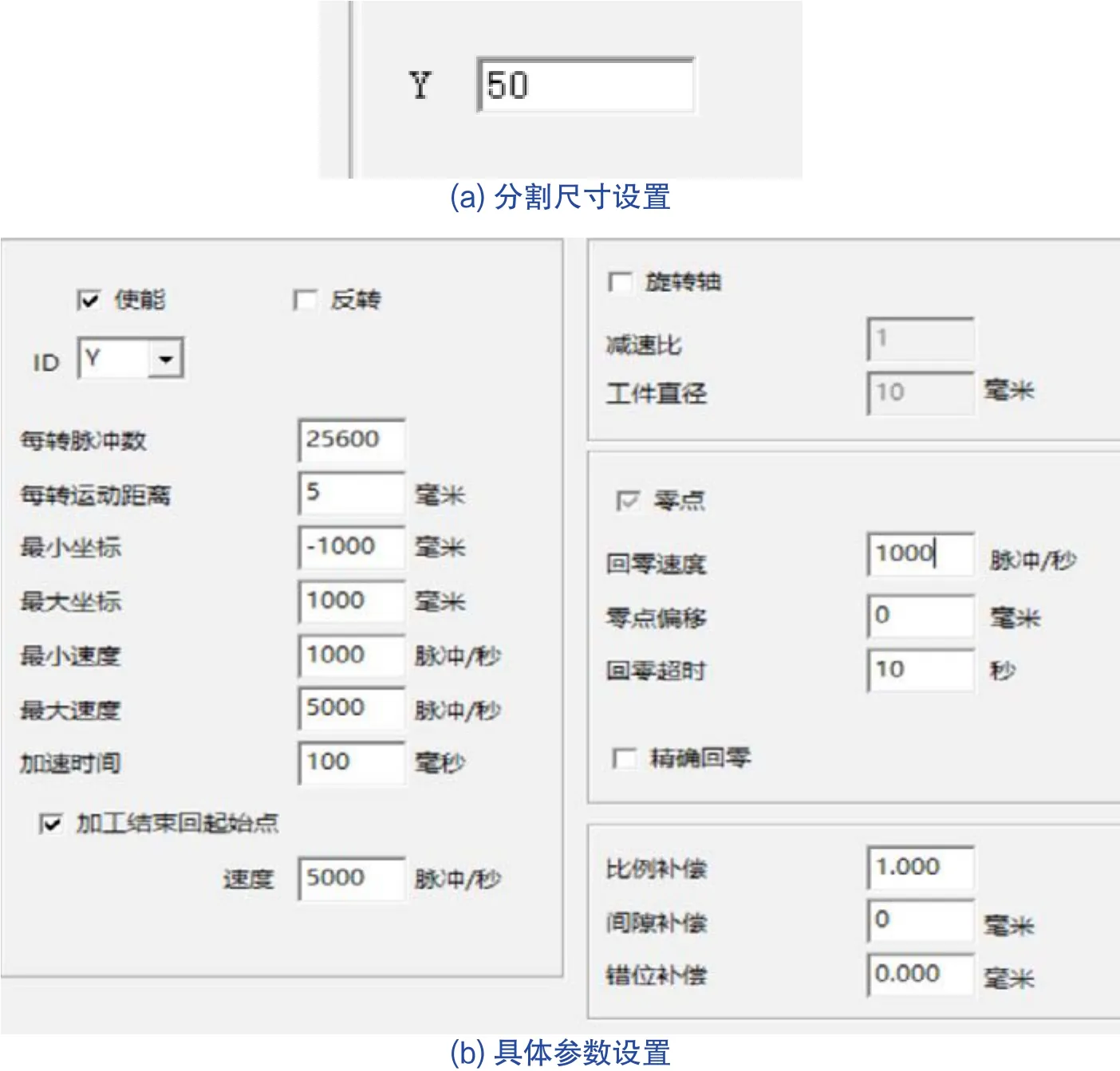
图6 平移距离的参数设置Fig.6 Parameter setting of translation distance
3 结论
本文针对柱塞类工件表面加工复杂图形的问题,研制了激光加工系统,通过旋转电机、平移导轨以及激光器的配合,完成加工。在加工过程中的难点是:① 信号干扰与屏蔽防护;② 工件和三爪卡盘的同轴度问题,只有同轴度得到保证,在加工的过程中,激光才会始终处在焦点处;③ 旋转电机和平移导轨的精度以及配合问题,关系到工件加工过程中的拼接精度。柱塞类激光加工系统的设计与研究为复杂曲面类零件的加工提供了新思路,通过控制拼接精度该平台可以在微纳加工、人造骨骼等众多领域得到应用。

图7 激光加工系统实物图Fig.7 Laser processing system physical picture

图8 激光加工过程图Fig.8 Laser process diagram
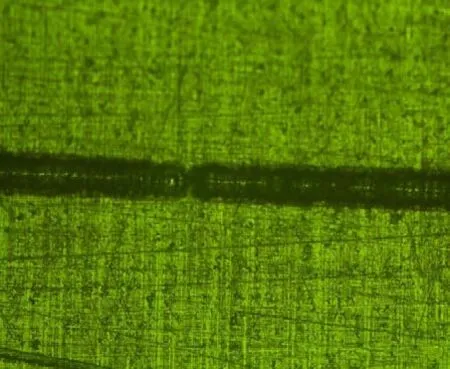
图9 加工效果检测图Fig.9 Processing effect test chart
[1] 杜洋, 徐伟, 钱庆鹏. 激光加工及其发展[J]. 四川水泥, 2017(1):114-114.DU Yang, XU Wei, QIAN Qing-peng. Laser processing and development [J]. Sichuan cement, 2017(1):114-114.
[2] 王健. 激光打标机控制系统软件平台构建及矢量打标控制研究[D]. 南京:南京理工大学, 2010: 4-10.WANG Jian. Research on software platform construction and vector marking control of laser marking machine control system [D]. Nanjing:Nanjing university of science and technology, 2010: 4-10.
[3] 欧阳敏. 激光打标机运动控制器的设计与实现[D]. 武汉:武汉理工大学, 2014: 4-10.OUYANG Min. Design and implementation of the motion controller of laser marking machine [D]. Wuhan:Wuhan university of technology,2014: 4-10.
[4] 孔凡茂, 高艺, 丁蕴丰,等. 激光加工标刻机的光机电系统研究[J]. 长春理工大学学报(自然科学版), 2014(1):32-36.KONG Fan-mao, GAO Yi, DING Yun-feng, et al. Study on the electro-mechanical system of laser machining marking machine [J]. Journal of changchun university of technology (Natural Science Edition), 2014(1):32-36.
[5] 王云峰, 张文武. 激光加工中控制技术的研究[J]. 内燃机与配件, 2018(1):121-122.WANG Yun-feng, ZHANG Wen-wu. Research on control technology in laser processing [J]. Internal combustion engine and accessories,2018(1):121-122.
[6] 吉进刚. 激光技术在金属材料加工工艺中的应用研究[J]. 工程技术:全文版:00210-00210.JI Jin-gang. Application of laser technology in metal materials processing [J]. Engineering technology: full-text version :00210-00210.
[7] 林树忠, 孙会来. 激光加工技术的应用及发展[J]. 河北工业大学学报, 2004, 33(2):77-82.LIN Shu-zhong, SUN Hui-lai. Application and development of laser processing technology [J]. Journal of hebei university of technology,2004, 33(2):77-82.
[8] 张玉华, 陆茵. 关于激光打标的原理及发展的研究[J]. 自动化与仪器仪表, 2014(5):33-34.ZHANG Yu-hua, LU Yin. Research on the principle and development of laser marking [J]. Automation and instrumentation, 2014(5):33-34.
[9] 杨皓天, 万腾, 刘瑶. 机械制造中使用激光加工的应用介绍[J]. 农机使用与维修2017(11):15-15.YANG Hao-tian, WAN Teng, LIU Yao. Application of laser processing in mechanical manufacturing [J]. Agricultural machinery use and maintenance 2017(11):15-15.
[10] 赵建智, 陈明华, 赵作福,等. 激光-电弧复合焊接中激光脉冲对电弧正-负半波作用[J]. 新型工业化, 2016, 6(3):7-12.ZHAO Jian-zhi, CHEN Ming-hua, ZHAO Zuo-fu, et al. Laser pulses in laser - arc composite welding [J]. New industrialization, 2016,6(3):7-12.
[11] 刘伟苓. 回转体零件数控雕刻机控制系统的研究与设计[D]. 山东:山东理工大学, 2014:6-10.LIU Wei-ling. Research and design of the control system of CNC carving machine for rotary parts [D]. Shandon:Shandong university of technology, 2014:6-10.
[12] 冯硕春. 长轴类零件的数控加工设计研究[J]. 科技风, 2009(16):195-197.FENG Shuo-chun. Research on numerical control machining of long axis parts [J]. Technology wind, 2009(16):195-197.
[13] 卢杰. 光纤激光打标机的组成原理及其应用[J]. 激光杂志, 2013, 34(2):41-42.LU Jie. Composition principle and application of optical fiber laser marking machine [J]. Laser magazine, 2013, 34(2):41-42.
[14] 康卫. 激光打标机的原理及维修[J]. 半导体技术, 2010, 35(7):640-643.KANG Wei. Principle and maintenance of laser marking machine [J]. Semiconductor technology, 2010, 35(7):640-643.
[15] 赵群, 王超, 杨进华. 激光振镜扫描图形失真分析及校正方法研究[J]. 长春理工大学学报(自然科学版), 2012, 35(4):63-65.ZHAO Qun, WANG Chao, YANG Jing-hua. Study on distortion analysis and correction method of laser beam scanning images [J]. Journal of changchun university of technology (Natural Science Edition), 2012, 35(4):63-65.
