数控加工中心之加工零件位置度不稳定现象解决方案
2018-03-11陆勇韩伟文/图
陆 勇 韩 伟 文/图
随着现代化加工的发展,数控加工中心得到了广泛的应用。我公司在加工过程中出现了工件表面2个定位销孔位置度超差现象。对此现象,笔者和单位技术人员一起努力,查阅相关资料,分析出了多种导致位置度超差的原因,并进行逐个验证排查,最终对加工程序进行优化,采用自动补偿,成功解决了这一问题,为单位生产提供了保障。
1.加工问题描述
机加工车间生产线上精加工机床加工发动机缸体表面2个非常重要的定位销孔出现了位置度超差(图1),而且时好时坏,针对此现象,立项解决,否则将对生产造成影响。

图1 三坐标报告显示销控位置度超差
2.加工问题分析
对于工件表面位置度超差的问题,根据加工信息,现场操作人员的反馈,与现场各技术人员对同类型的问题进行比较和研究,查阅了同期的相关问题杂志,经过现场会议商量,估计出可能出现这种情况的原因有以下几点:
(1)现场环境温度对加工的影响;
(2)加工程序的修改(相关运动刀具的加工程序);
(3)刀具本身的结构问题;
(4)零点偏置程序。
3.检查现场环境温度对加工的影响
在加工的过程中,环境温度一直在20~24°之间,达到加工所要求的环境温度,当天共计加工10件,查看报告,其中定位销孔位置度超差件有近8件,询问德国工程师,初步判断,可能是加工温度导致,机床Y轴的位置在温度不同的情况下可能会有相应的变化,特别在早上加工的第一件,Y轴的位置会出现很大的波动,建议新增热机程序:

从热机程序上将Y轴充分地移动,将Y轴进行很好预热。经测试,尺寸有所好转,但加工依旧不是很稳定。
4.工件加工程序优化
检查相关刀具,加工刀具信息如下:

针对刀具加工及CMM检测报告,并根据测量值,绘制出我们的加工孔实际和理论位置如图4。

图2 Φ9.7钻头

图3 Φ10铰刀
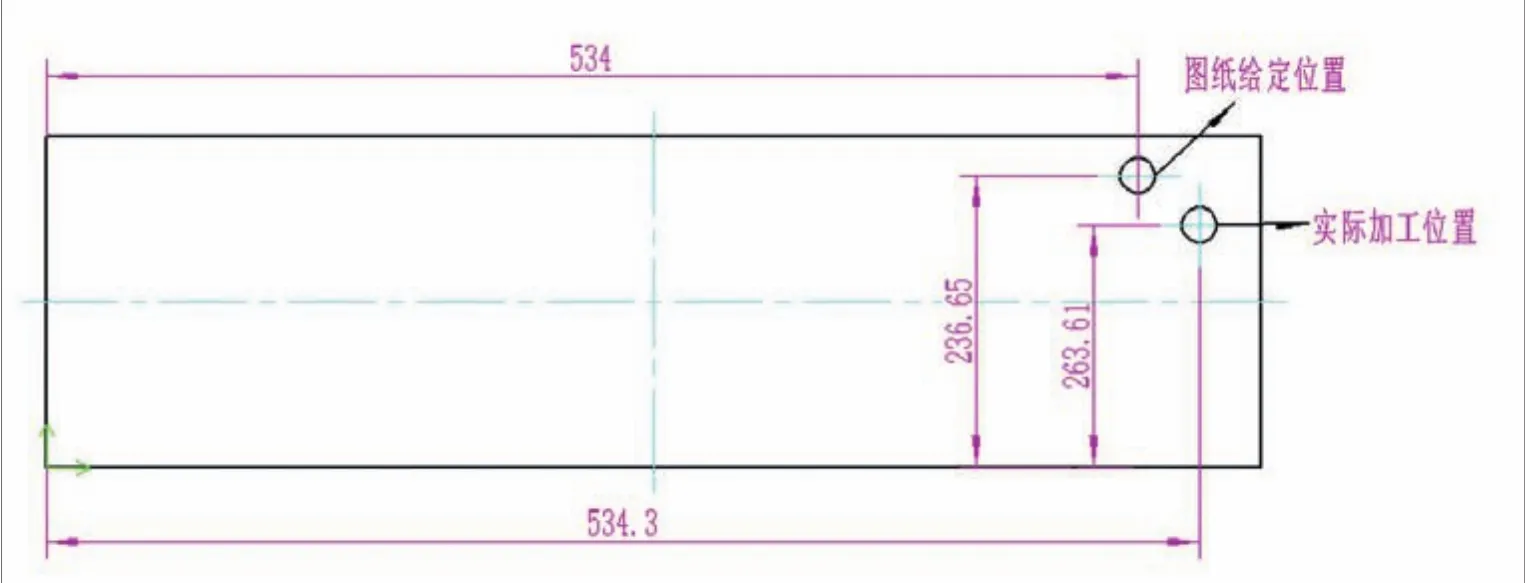
图4 加工孔实际和理论位置


将程序修改之后,我们试加工了几件问题工件,部分结果比较好,部分依旧超差,结果还是不稳定。
5.零点偏置修改
排除了加工程序修改之后,我们陷入了思索,并且查询了很多相关的资料和文献,到底是什么原因导致了缸孔划伤现象,考虑到机床在加工之前一般需要调用相关的坐标系,是否是坐标系出现了错我,于是我们将机床的零点偏置程序调出,如下:


图5 缸孔位置图
由于修改的是G54和G509的零点偏置,我们所要考虑的是G54和G509的相关坐标系整体进行偏移,这样的话对该坐标系下其余的加工孔(图5中的6个缸孔)位置度就要进行观察,是否都是在范围内。
试生产一件,检测结果在公差范围内,所以从该处考虑方向是比较正确的,但是随之加工中还是出现个别的件位置度接近上公差的现象,让我们再次陷入沉思,虽然看似解决了该问题,但是温度问题是否是我们一直忽略的地方,于是我们和HELLER工程师一起再次讨论,添加一套温度补偿程序。
6.添加温度补偿方案,问题排除
(1)我们将机床主程序添加对应的补偿程序,如下:

(2)如果前置条件为1,那么机床采用温度补偿程序对应的主程序添加如下:
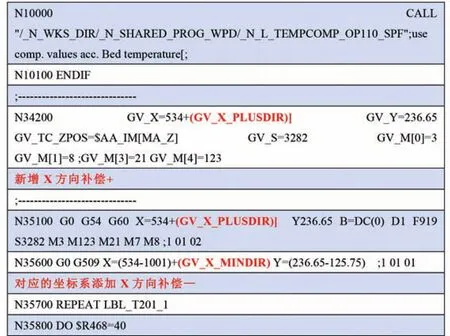
(3)对应的补偿程序如下:

使用机床自生的温度传感器,检测外界环境温度,根据经验值设定机床补偿的数据,进行实时补偿,保障每一件的加工精度。
在此,非常感谢现场的技术人员以及德国HELLER公司的技术人员对此次问题的解决的支持,在此次的过程中对我本人有着很大的提升,伴随着生产的进行,会出现很多的加工问题,对机床程序分析是数控加工中必不可少的,这就需要我们从多方面的去学习和掌握这种方法。尽管在这方面会有专业的技术人员来进行,但是作为一名合格的数控加工中心的操作人员,这些是必须会的东西,在以后的加工中,可能会有当加工有规律形状和和尺寸不同的新型工件时,只需要对部分程序的更改和更换,而不要对整个新工件加工编制一个程序,大大的节省了所消耗的工时,机床在执行这类程序时所要求的条件运行方面则或更加的轻松、反应更迅速,大大提高了加工效率,充分发挥出了数控机床的性能。