格里森小齿轮和奥利康大齿轮互配计算设计与加工方法
2018-03-07李奉平
李奉平
( 长春一汽天奇精锐工具有限公司,吉林 长春 130011 )
0 引言
电动工具用齿轮传动在手持式钻类产品中一般采用平行互配啮合,园林工具类有大于90°互配啮合,砂磨类一般为90°互配啮合,其中,90°互配啮合大多采用弧齿锥齿轮。目前我国还没有制定弧齿锥齿轮基本齿廓标准,通常沿用美国格里森(Gleason)制圆弧齿锥齿型或瑞士奥利康(Oerlikon)制外摆线齿锥齿型来加工弧齿锥齿轮。格里森圆弧齿锥齿轮加工为逐个铣齿,加工效率与齿数相关,奥利康外摆线齿锥齿轮加工为连续切齿,加工效率与齿宽相关。在小齿的加工上,格里森制弧齿锥齿轮比奥利康制摆线锥齿轮的加工效率高约30%,而在大齿的加工上,奥利康制摆线锥齿轮比格里森制弧齿锥齿轮加工效率高约13%。假设格里森制小齿与奥利康制大齿进行加工互配,不仅可以均衡加工速度,还能明显提高生产效率,降低成本,提高经济效益。本文对格里森制小齿与奥利康制大齿互配计算设计及加工方法进行描述。
1 加工特点
1.1 奥利康制圆弧齿锥齿轮
采用延伸外摆线特点,节锥齿线为延伸外摆线,轮齿为等高齿,大端与小端齿高相等,即轮齿的节锥角、外锥角、根锥角均相等,且三点不相交于锥顶。加工时机床调整方便,计算简单,使用范围与传动性能和圆弧齿锥齿轮基本相同。
1.2 格里森制圆弧齿锥齿轮
齿轮节锥线为圆弧线,轮齿为收缩齿,大端向小端逐渐降低。格里森制齿轮与奥利康制齿轮相似之处是外锥角、节锥角、根锥齿三点均不相交于锥顶,节锥角与奥利康制相等,但外锥角、根锥角与奥利康制不同。格里森制齿轮副的顶隙沿齿长保持大端与小端相等,其特点与等顶隙收缩齿相等,齿宽中点两个侧面的螺旋角接近相等,利于双重双面法加工,提高生产效率。
在加工方法及设备上,弧齿锥齿轮以格里森制采用圆弧收缩齿,用间歇分齿法展成锥齿轮。摆线齿锥齿轮有奥利康和克林根贝(Klingelnberg)两种齿,其共同特点是齿轮为长幅外摆线等高齿,采用连续分度双面法铣齿。三种齿制是由生产弧齿锥齿轮铣齿机企业根据各自铣齿机和刀具特点来制定。在发展过程中,这三种齿制取长互补,互有渗透,又保持各自的独立性。如两种摆线齿锥齿轮采用了相同的基本齿廓,而奥利康制铣齿机采用了回转式刀倾机构。目前,三种齿制的铣齿机趋同趋势,如格里森公司开发的G-MAXX型、各类型号铣齿机及奥利康公司开发的S25、S35、C22、C28等铣齿机既可加工圆弧齿锥齿轮,又可加工摆线齿锥齿轮。数控技术的发展及普及使数控铣齿机的应用日趋广泛,相对于传统的机械铣齿机,数控铣齿机使机床的刚性有所增加,加工精度和生产效率也有较大提高。
2 几何计算
2.1 奥利康齿坯计算
奥利康齿坯的几何计算数值见表1。
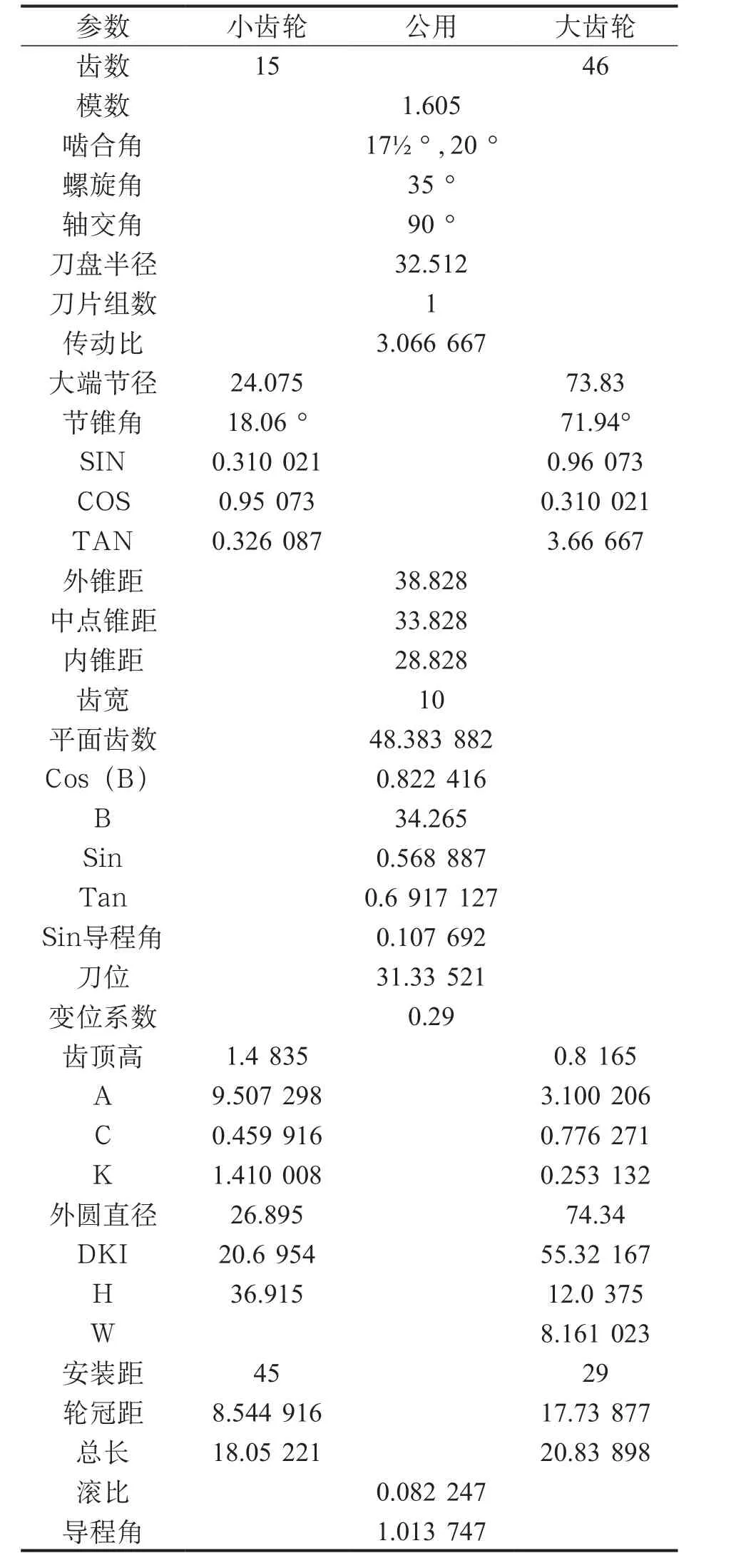
表1 奥利康齿坯的几何计算数值
奥利康制齿轮在铣齿加工时若发生刀盘干涉,需加大刀盘半径再进行重算,其刀盘干涉还与刀倾角相关,切齿调整时应考虑刀盘干涉对刀倾角的限制。
摆线齿轮加工方法采用连续分度法,刀盘有zo(刀齿组数),每组至少有加工齿凹面的外刀和加工齿凸面内刀的两个刀齿,刀盘转过一组齿冠轮和轮坯各转过一个齿为连续分度,其特点是节省间歇分齿辅助时间,但刀盘的转速与轮坯的转速有关,受到一定的约束。
2.2 格里森齿坯计算
格里森齿坯的几何计算数值见表2。
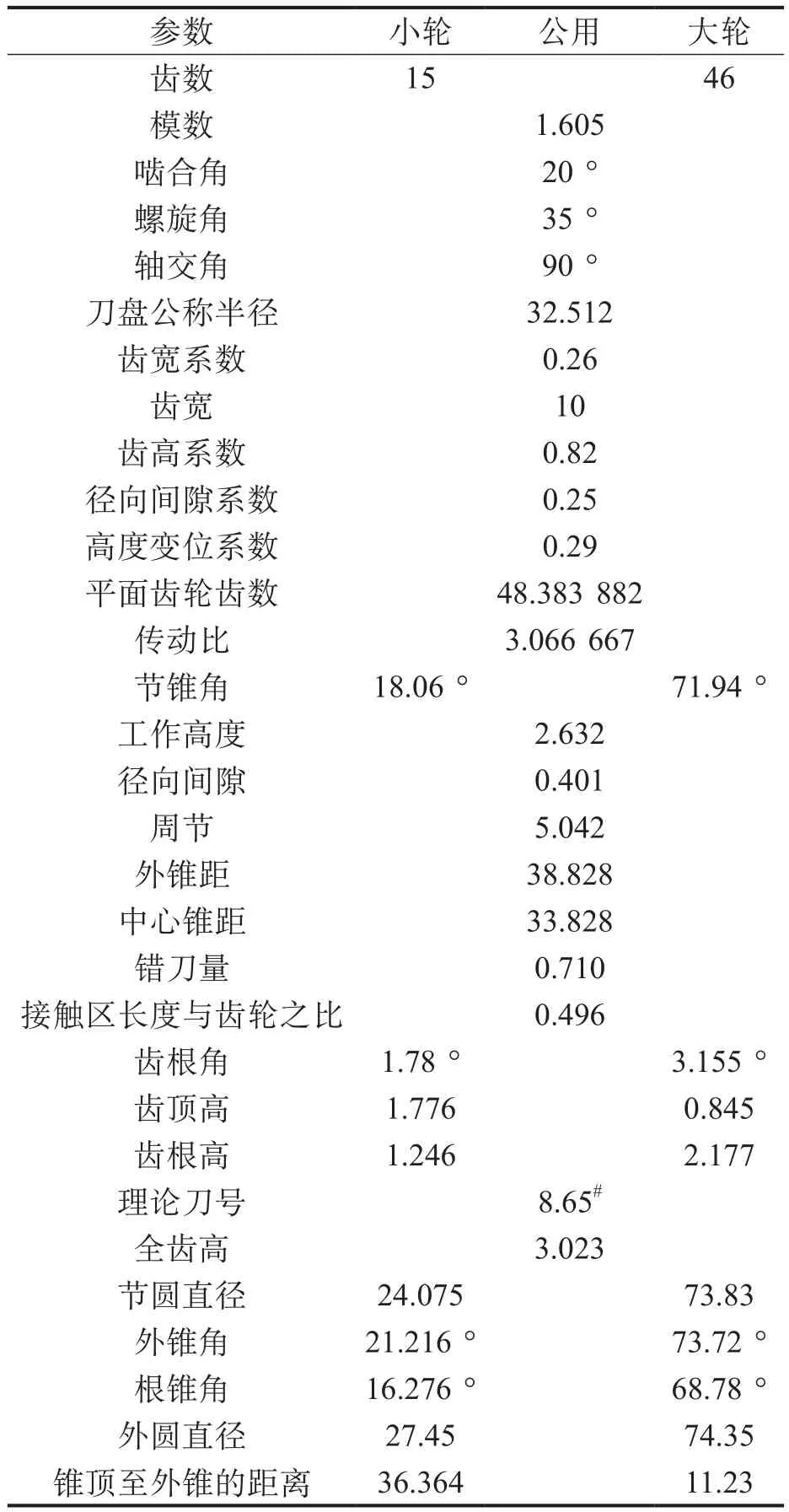
表2 格里森齿坯的几何计算数值
格里森齿轮加工采用间歇分齿法,其过程是加工每一轮齿时,刀具切入,展成切齿,完成一齿加工后刀具与轮坯脱开,摇台返回,再进行分齿,再次切入加工另一齿。采用间歇分齿法便于磨齿工序。铣刀盘直线刀刃形成的刃锥面与冠轮分度平面的交线为圆弧齿线,以此加工出弧齿锥齿轮。
3 参数调整
3.1 奥利康铣齿参数
奥利康机床铣齿参数调整见表3。
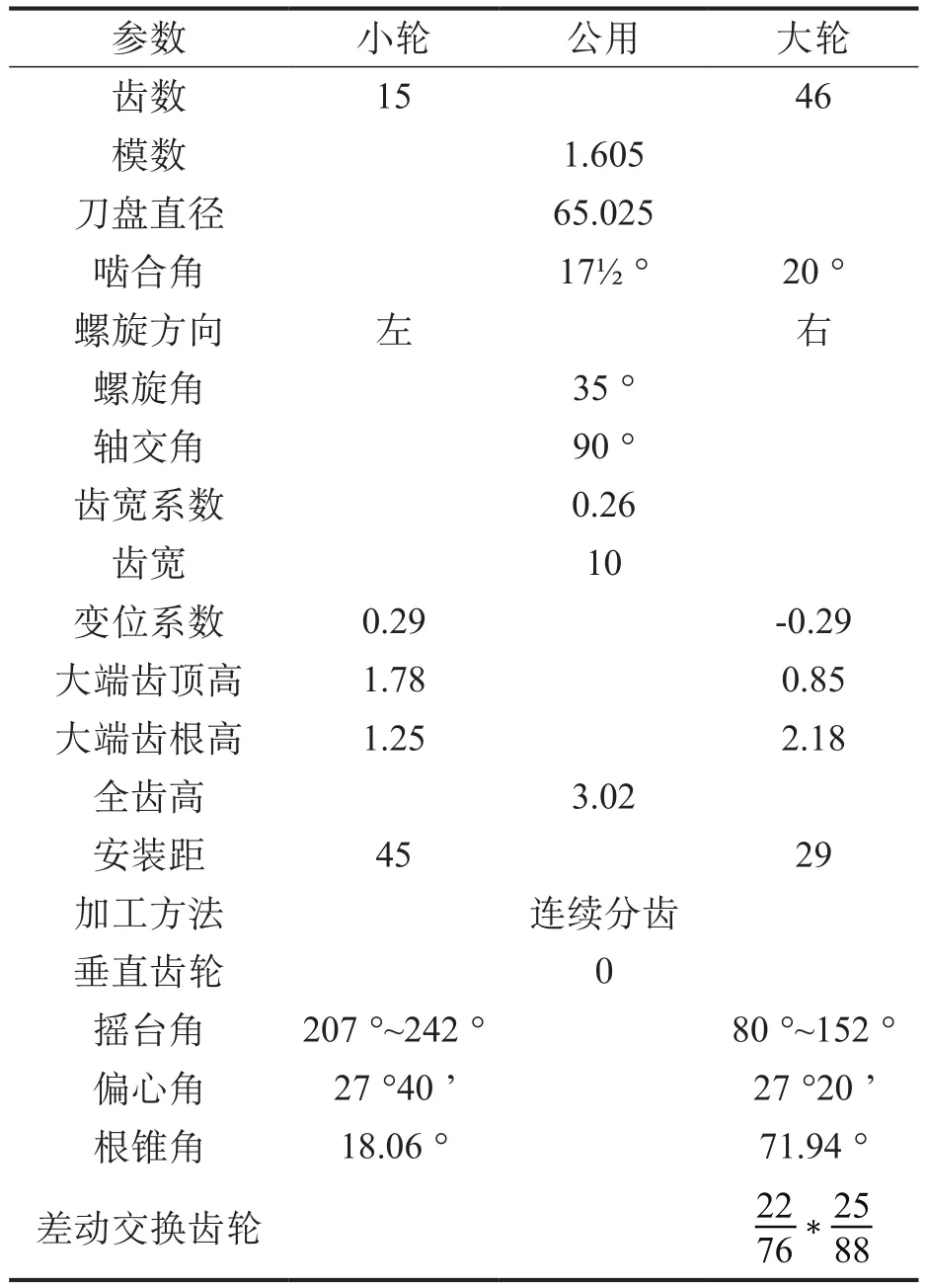
表3 奥利康机床铣齿调整参数
奥利康铣齿机在加工长幅外摆线齿(简称“等高齿”)时,延伸外摆线齿铣齿刀盘除自转之外,刀盘上半径为Eb(滚圆半径mm)的滚圆在冠轮半径为Ey(基圆半径mm)的基圆上作纯滚动,刀刃上半径为ro(ro>Eb)的一点在冠轮分度平面上形成长幅外摆线齿形。
3.2 格里森铣齿参数
格里森机床铣齿参数调整见表4。
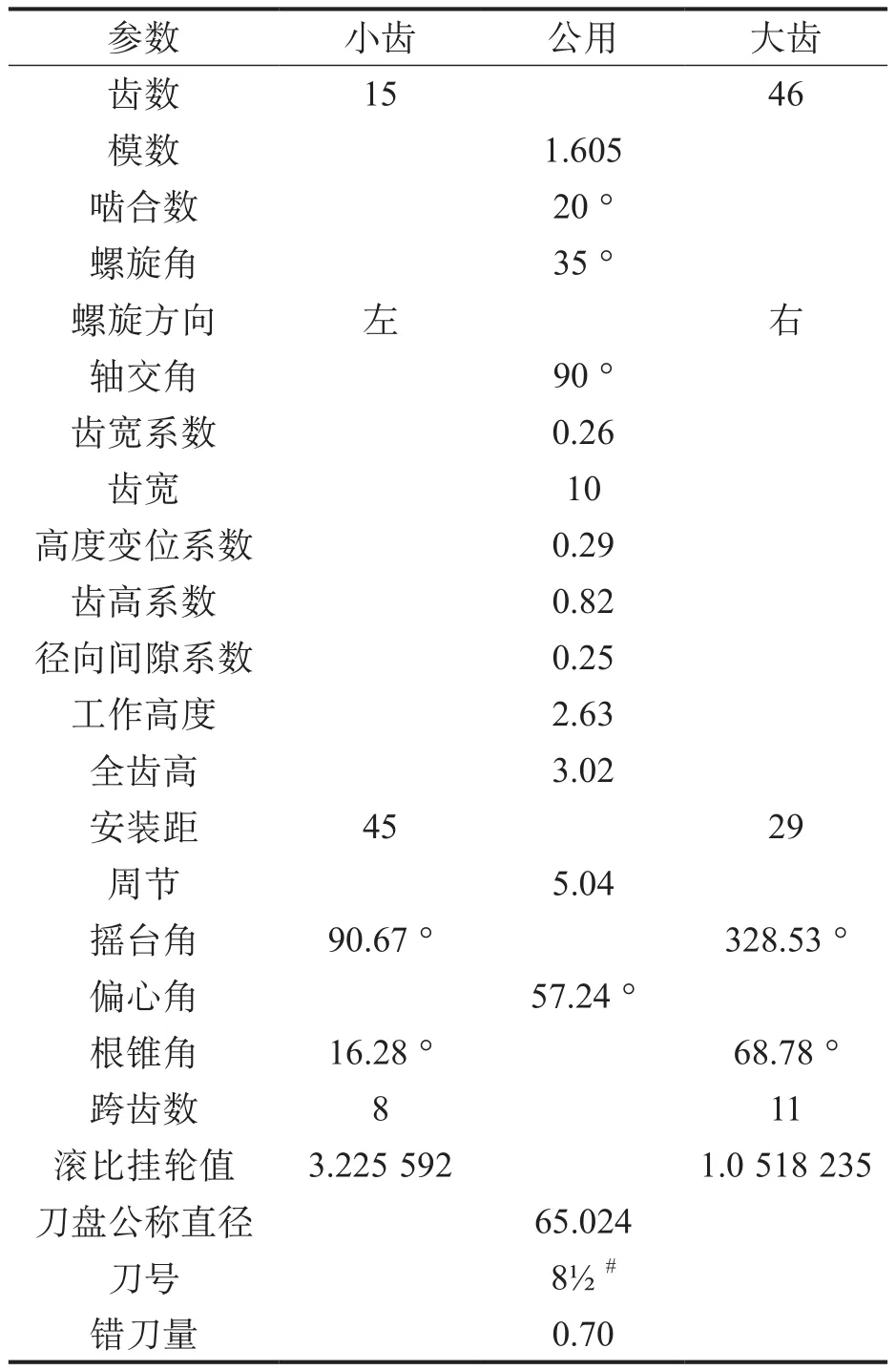
表4 格里森机床铣齿调整参数
格里森机床铣齿加工齿面时,对于精度较低的锥齿轮可用成形法加工,但对精度较高的锥齿轮一般用范成法加工,即由一个作为刀具的产形轮与轮坯作切齿啮合,以刀刃作切削运动形成的产形面,包络出被加工齿面。
收缩齿制铣齿机主要有上海第一机床厂生产Y2212型铣齿机、天津精诚机床有限公司生产的YH603数控弧齿锥齿轮铣齿机。等高齿制铣齿机主要有上海第一机床厂生产的HI-003延伸外摆线锥齿轮铣齿机,适用加工模数≤2.5的齿轮。
等高齿与收缩齿互配仅适用于小模数弧齿锥齿轮。模数≤2.5的小齿轮采用收缩齿,为复合双面法加工的弧齿锥齿轮。大齿轮采用等高齿,采用延伸外摆线加工,在切削过程中,以假想平面齿轮与被切削齿轮做无隙啮合。
4 互配计算
对两种齿型加以设计计算以及理论分析,用实际加工验证装配等一系列优化过程为切入点,验证两种齿形是可匹配的。
图1与图2分别为大小齿轮加工图。大齿轮采用等高齿,小齿轮采用收缩齿。大齿轮采用HI-003型铣齿机加工,齿轮参数确定在计算栏中省略多项计算,利用简明优化后计算互配齿轮传动几何参数,将原有的设计方法中近似多组的公式改换成精确实用公式,将二种计算方法改造成一套二机使用的整体计算,改造后的计算方法同样便于电算。对与小齿轮互配过程中的多项参数进行改进,如改变刀片压力角、刀盘直径数值,大齿轮内刀盘和外刀盘由分体改成整体,并选用与小齿轮相同的刀盘直径,采用了与小齿轮近似或相同外锥角、轮冠距、外圆直径、高度变位系数、根锥角齿坯设计,关键是对大小齿轮的轮冠距、外锥角和根锥角进行匹配。
图1中等高齿小轮理论计算值为8.5 449 mm,大轮轮冠距理论计算值为17.73 877 mm。图2中小轮轮冠距理论计算值为8.64 mm,大轮为17.77 mm,其变位系数选择与收缩齿相等为0.29。根锥角等高齿小轮为18.06°,大轮为21.94°,收缩齿小轮为16.28°,大轮为68.78°。
理论计算两者小轮相差1.24°,大轮相差3.16°,可调整齿面接触区进行适当修正。因大轮角度相差太大,故改变偏心角以弥补,采用机床水平轮位做辅助补偿。经调整,小齿轮小端齿顶与大齿轮小端齿顶仍存在啮合干涉现象,需进一步修整大小齿轮齿坯外锥角。等高齿小轮外锥角为18.06°,大轮为71.94°,格里森小轮外锥角为21.22°,大轮为73.72°,故小轮相差3.16°,大轮相差1.78°。因大齿轮小轮不与小齿轮大轮互配,可通过改变大小轮的外锥角及轮冠距高低解决该问题。
大小齿轮经过多次啮合相配、调整、装机、测试及验证后,如图1所示,最终将等高齿大轮外锥角增大至74°10′,变化2.23°;轮冠距确定为17.695 mm,降低0.044 mm;外圆直径为74.12 mm,减小0.216 mm。如图2所示,格里森小轮外锥角为19°34′,减小1.65°;轮冠距确定为8.47 mm,降低0.17 mm;外圆直径26.98 mm,减小0.47 mm。同时根据齿面接触区调整状况对内锥角再作适当修正。由此,大齿轮改变了刀盘直径、刀片压力角、变位系数、外锥角、根锥角、齿坯轮冠距、外圆直径,小齿轮改变了外锥角、根锥角、轮冠距、外圆直径,促使大小齿轮实现了互配。
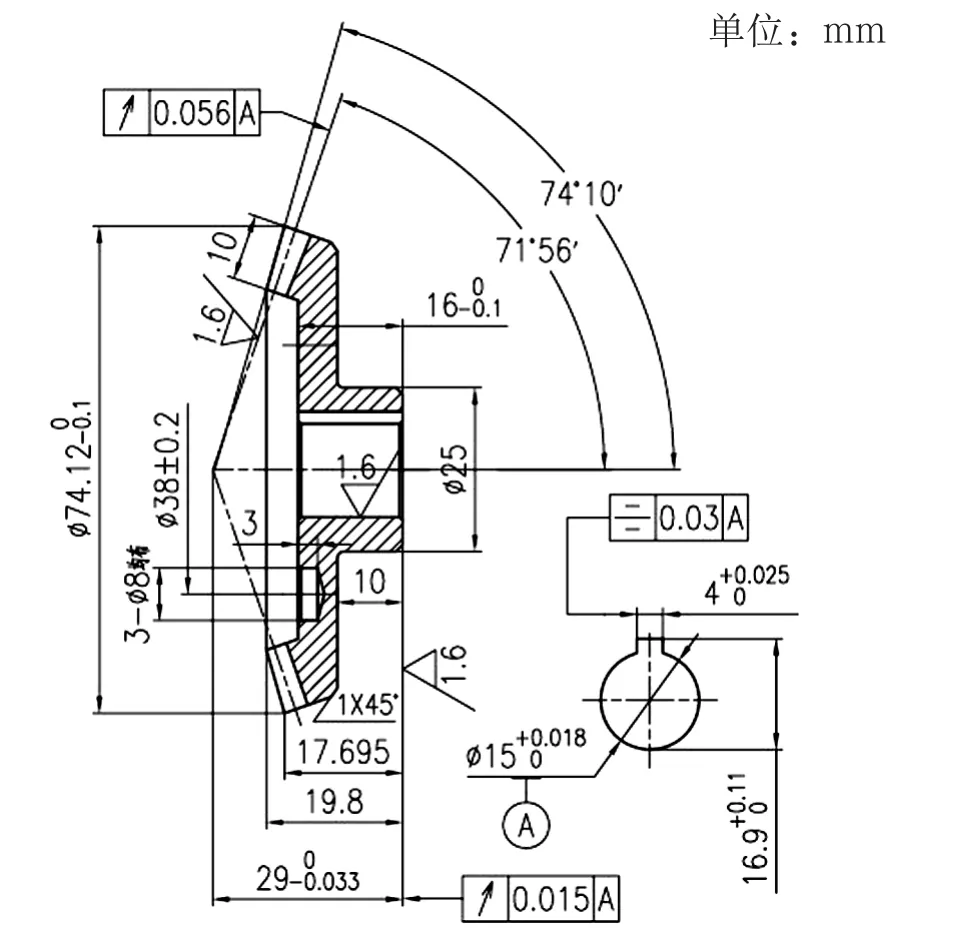
图1 大齿轮加工图
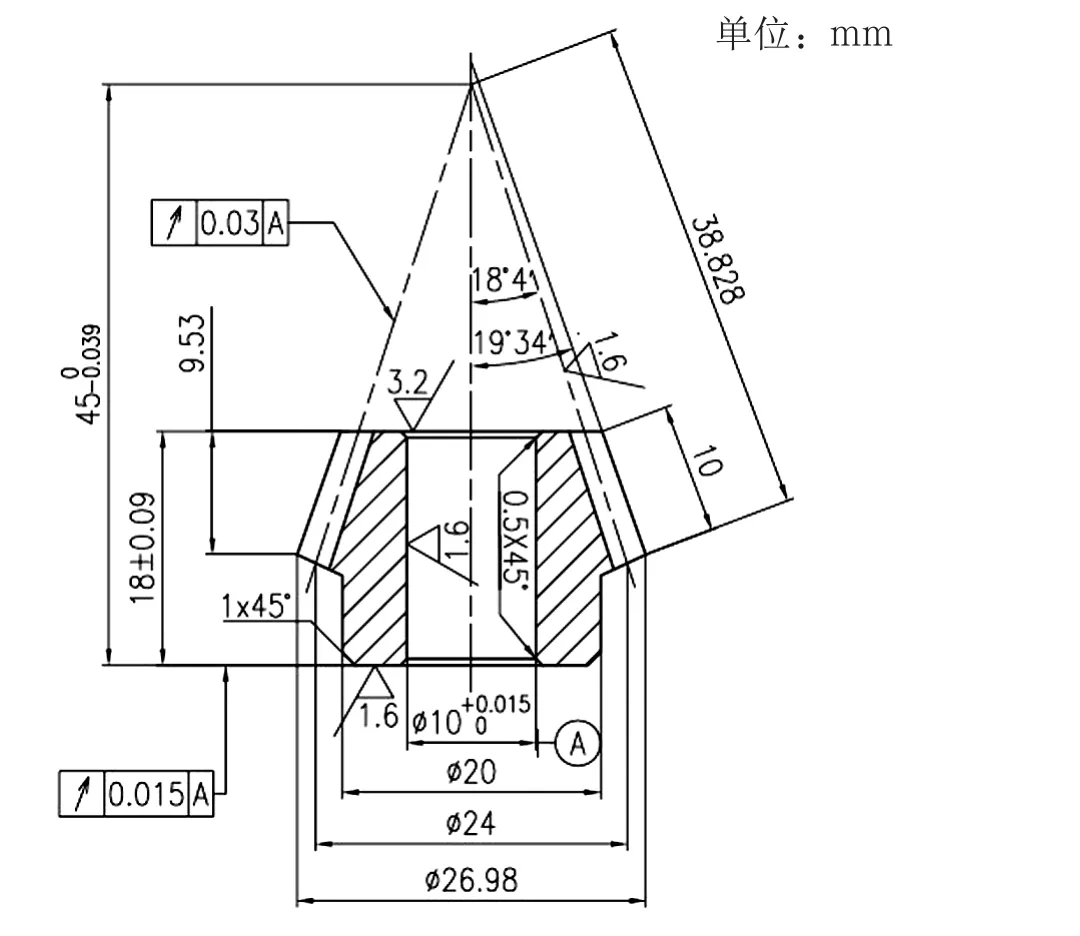
图2 小齿轮加工图
5 结语
综上,格里森小齿轮与奥利康大齿轮在加工的过程中,改变加工参数,通过多次的互配试验,可达到啮合运动精度要求,应用在相应的电动工具产品中,互配啮合良好,质量稳定,生产效率和经济效益显著。
[1]朱孝录.齿轮传动设计手册[M].北京:化学工业出版社,2005,01.
[2]鞠国强,王刚.格里森弧齿锥齿轮接触区的修正与调整[J].现代制造技术与装备,2014,03(220):54-56.
[3]苏建新,聂少武.基于奥利康锥齿轮理论模型的齿形误差分析[J].机械设计与制造,2015(8):77-78.
