海洋非粘结型柔性软管制造装备现状分析
2018-03-05余荣华袁鹏斌秦林肖
余荣华,袁鹏斌,秦林肖
(1.上海海隆石油管材研究所,上海 200949;2.海隆石油工业集团有限公司,上海 200949)
1 引言
海洋非粘结型柔性软管由于其特殊结构,在海洋工程中的应用日益增多,将成为深海开发的必需管道。我国海洋非粘结型柔性软管的生产和相关技术才开始起步,目前主要针对于浅海应用。国内海洋非粘结型柔性软管的相关制造装备研制相对落后,与国外先进装备和技术相差较远。为加快我国深海油气资源开发技术的自主创新、实现核心装备技术的国产化并且打破技术封锁和商业垄断,介绍了海洋非粘结型柔性软管的结构功能,重点论述非粘结型柔性软管的制造装备现状,分析了国内外制造装备的差距及发展方向,为国内海洋非粘结型柔性软管的制造装备设计和设备生产提供参考[1]。
2 海洋非粘结型柔性软管的结构
海洋非粘结型柔性软管[2-3]包括管体和接头。管体主要包括:骨架层、内衬层、抗压铠装层、耐磨层、抗拉铠装层、中间层(多层、多结构,可选)和外包覆层,如图1所示。

图1 软管结构图Fig.1 The Structure of Flexible Pipe
3 海洋非粘结型柔性软管成型制造设备和工艺
3.1 骨架层互锁铠装机
骨架层互锁铠装机为同心旋转体,主要由放带装置、成型装置、铠装头、支撑驱动系统及支架系统组成,如图2所示。旋转体由前后两组轴承座支撑,交流变频电机由减速器减速带动一组齿轮驱动骨架层互锁铠装机同心旋转。放带装置位于旋转体转盘后部,两组储带盘直接套装在装夹轴上,由放带张力恒张力磁滞控制,张力大小可调。成型装置安装在旋转体的转盘上,有6对或更多呈一线分布式主动成型滚轮,每对成型滚轮的间隙根据金属带材的厚度可以单独微调。铠装头安装在旋转体的转盘上,6组滚压轮均匀分布,每组滚压轮的位置沿机体主轴的径向、轴向位置单独可调,根据所绕管材的直径调整每组滚压轮的径向位置,根据所绕管材的节距调整每组滚压轮的轴向位置,6组滚压轮沿轴向形成一个完整的节距。旋转体带动5组滚压轮,对模芯圆周6点滚压互锁成型管材和螺旋推出。根据所绕管材的直径,配置管材模芯胎具。文献[4]的骨架层成型机的主要参数,如表1所示。
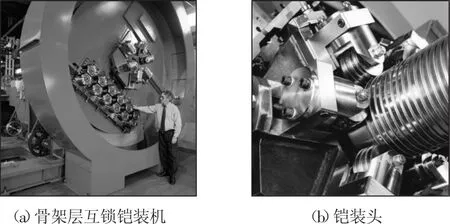
图2 骨架层成型机Fig.2 Carcass Machine
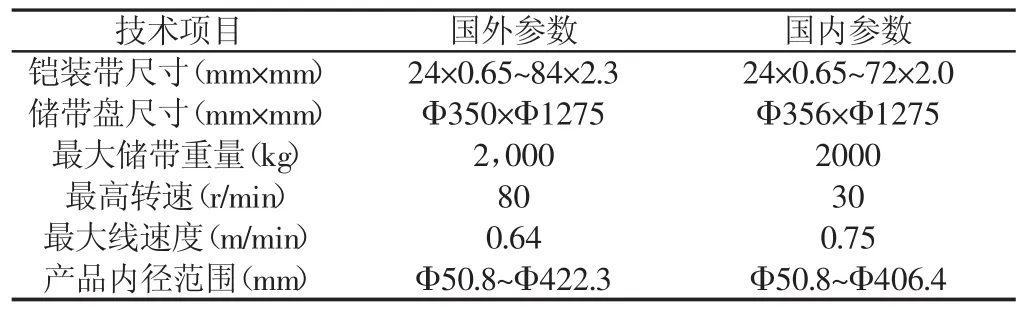
表1 骨架层成型机的参数(Bartell)Tab.1 Parameters of Carcass Machine(Bartell)
骨架层的制造过程主要为:将储带盘套装在装夹轴上,由恒张力磁滞控制铠装带材被动放带,铠装带材通过导带装置由转盘后部进入转盘前部到主动成型装置。铠装带材通过多对主动成型滚轮挤压逐渐由平带成型为近S型结构,近S型结构的金属型材进入铠装头的6组滚压轮。6组滚压轮逐渐将金属型材滚压互锁成与管体轴线成近88.5°的螺旋管。
3.2 抗压铠装层成型机
抗压铠装机以空心旋转体为主轴系统,从后到前依次有导电机构、后支承架、转向机构、钢带盘、前承压盘、牵引机构、成型机构等。整个空心旋转体由后支承架和前承压盘支承,整个旋转体上机构装置的动力系统由导电机构将电力提供。同心旋转体的转动由交流变频电机经过减速后直接驱动转动体。抗压铠装机三维模型,如图3所示。实际设备,如图4所示。抗压铠装机有异形钢带盘2套或4套,主轴对称分布,每个异形钢带盘采用一台交流变频电机通过减速机构驱动主动放带,端轴式电机夹紧和放松异形钢带盘,放带时保持恒定的放带张力。异形钢带从钢带盘放出沿主轴系统向后经过对应的摇摆式转向机构,该转向机构布置有半圆形分布的导辊,可以使异形钢带180°转向。同时转向机构可以摆动实现异形钢带从钢带盘放出时自动排线。异形钢带经过摆杆式转向机构180°转向后沿主轴系统向前进入到一一对应的牵引机构,每套牵引机构由上下多组主动导辊组成。每套牵引机构由交流变频电机通过减速器减速后带动主动导辊牵引异形钢带向前行进。在牵引机构的出口处,有成排圆弧形分布的转向导辊组成的成型机构将2套或4套异形钢带换向互锁不断缠绕成管。Bartell公司的抗压铠装层成型机的主要参数,如表2所示。
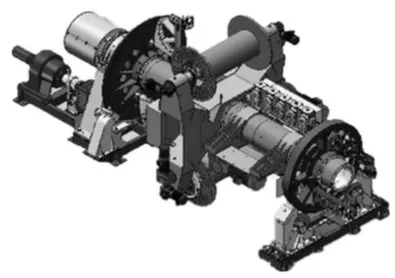
图3 抗压铠装机三维模型Fig.3 3D Model of Pressure Armor Machine

图4 抗压铠装层成型机Fig.4 Pressure Armor Machine

表2 抗压铠装层成型机的参数(Bartell)Tab.2 Parameters of Pressure Armor Machine(Bartell)
3.3 抗拉铠装层成型机
抗拉铠装层由两层或四层、成对缠绕、方向相对的扁钢丝螺旋缠绕而成[5]。抗拉铠装层制造设备由两台旋转方向相反的抗拉铠装机组成,如图5所示。抗拉铠装机为空心整体框架转动绞体,转动绞体一端由传动齿轮箱体支承并提供旋转动力,另一端由双承压托轮支承。转动绞体圆周8等分,10列排列,共放置有80个钢丝盘。钢丝盘前6列和后4列8等分相互错为22.5°,便于钢丝盘内扁钢丝走丝路线顺畅。扁钢丝与管子缠绕的切入角通过调节承压盘处的导轮角度实现。转动绞体最前端设置有绞合模具,绞合模具同转动绞体同步旋转,扁钢丝缠绕角度的调整通过调整固定在绞合模拉杆上的左右丝杠调节。
钢丝盘的放丝由端轴式电机夹紧或放松,并有气动锁紧保护装置。每个扁钢丝放丝有单独的张力气动摩擦控制,转动绞体设有16个压力传动器,用于检测和显示钢丝盘扁钢丝实际张力并反馈该信号给进口气动比例阀控制器控制比例阀输出气压(张力气缸气压),来实现从满盘至空盘钢丝单线放线张力恒定。安装新钢线盘采用侧下方方式。侧下方上盘装置主要由线盘托架、导向支架、传动机构和独立电控系统等组成。安装新钢线盘和拆卸空钢线盘时采用单独慢速回转定位电机来定位转动绞体的状态,液压安装和拆卸钢线盘,安装新钢线盘带有电气互锁保护,即转动绞体定位后,安装新钢线盘才能启动,拆卸空钢线盘完成到位后,转动绞体才能启动。Bartell公司的抗拉铠装层成型机的主要参数,如表3所示。
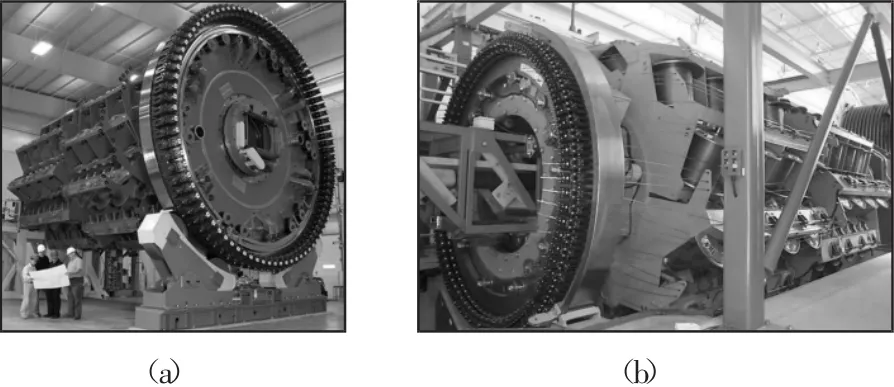
图5 抗拉铠装层成型机Fig.5 Tensile Armor Machine

表3 抗拉铠装层成型机的参数(Bartell)Tab.3 Parameters of Tensile Armor Machine(Bartell)
3.4 耐磨层及中间层缠绕机
耐磨层由聚合物带缠绕而成,耐磨层采用薄带缠绕机,共有4盘聚合物带盘,缠绕角度可调,角度范围(60~85)°。聚合物带盘规格(内径×外径)为:国内设备Φ(100×600)mm,国外设备 Φ(75×900)mm。聚合物带盘张力机械摩擦控制,张力大小可调。交流变频电机通过同步带传动带动4盘聚合物带盘整体旋转。
中间层采用厚带缠绕机,共有2个储带盘,180°对称分布。储带盘规格(外径×内径×宽度):国内设备 Φ(1250×300×340)mm,国外设备Φ(1200×600×1200)mm。储带盘通过行车吊装直接套装到缠绕机储带盘固定轴上,然后储带盘外盘用螺母锁紧,设有防松后退保护。放带过程通过张力机械摩擦控制,带有机械反馈机构保证满盘到空盘张力恒定。缠绕角度可在(70~90)°可调。每套中间层缠绕机交流变频电机单独驱动,可以实现2套缠绕机正反向缠绕,如图6所示。

图6 耐磨层及中间层缠绕机Fig.6 Anti-Wear Layer Machine and Intermediate Layer Machine
3.5 内衬层和外包覆层挤塑机
挤塑机由齿轮箱、螺杆机筒、挤出模、加热和冷却系统、机架装置等组成。挤出模又称挤出机机头。塑料在经过螺杆和料筒后成为熔融态,再通过挤出机机头,经过挤出模的定型而生产出产品。
4 国内外制造设备的现状分析
文献[6]、美国GE的Wellstream、美国NOV旗下的某公司[7]是全球海洋非粘结型柔性软管的生产制造领导企业,占全球市场的95%。国内只有一两家企业具备浅海非粘结型柔性软管的生产能力。国外公司的海洋非粘结型柔性软管十几套生产设备主要由美国某公司设计和制造。某公司主要研发生产电缆生产设备和软管生产设备。该公司在软管专用设备方面实力最为雄厚,具有较完整的技术设计基础,以订制设备加工为主,在全球最先研究软管制造设备,设备性能领先优势巨大。此外与某公司相关联的公司—加拿大某公司和巴西某公司也具有一定的软管设备制造能力。软管生产线的挤出设备主要由芬兰某公司生产。国内合肥神马科技集团有限公司是中国电线电缆装备制造行业的领军企业。在线缆设备生产和研究的基础上给国内海王星海上工程技术有限公司提供抗拉铠装机,为欧亚管业股份有限公司提供一套海洋柔性软管生产设备。国内由于开展海洋非粘结型柔性软管的研究及生产较晚,制造设备和技术与国外相差较远。目前,国内外制造装备的差距及发展有如下几点。
4.1 骨架层互锁铠装机
国外设备制造厂针对超深海的非粘结型软管的结构发展,S型互锁钢带尺寸已有140mm×3.5mm超厚钢带设计,互锁钢带尺寸厚、强度高,钢带弯曲性能差,储带盘不能放置在旋转体转盘后部,新型设计将储带盘放置在旋转体转盘上,由于旋转体转盘中心为空心模具,储带盘只能放置偏离旋转体转盘中心一侧,这样将需要解决旋转体转动时储带盘由于放带重量不断减小而引起整个旋转体重心变化的问题。国内由于骨架层生产较少,铠装头模具系列化还需要不断设计、模拟分析和实验测试,生产的骨架层存在表面划伤、毛糙、不平整及铠装节距不均匀等问题。
4.2 抗压铠装机
国内只有一两家企业生产浅海非粘结型软管的抗压铠装层,简化为几组平薄钢带缠绕层,而金属异形机构互锁的抗压铠装机几乎为空白。国外已生产出同时缠绕2组、3组、4组相同结构或不同结构的抗压异形材,结构涉及Z型、C型、T型,还有复杂的X异形结构、K异形结构等[8]。
4.3 抗拉铠装机
国外针对大尺寸规格的软管,已具有生产可同时放置有120个钢丝盘,并可同时缠绕120个扁钢丝的抗拉铠装机。抗拉铠装机也可进行碳纤维复合材料丝的缠绕[9]。国内抗拉铠装机尺寸较小,钢丝放线张力控制目前存在一定问题,扁钢丝缠绕时存在扁钢丝间距不均匀、部分扁钢丝会发生重叠、扁钢丝在缠绕过程中应力大导致扁钢丝存在扭曲不平等问题。
4.4 新型海洋非粘结型柔性软管的制造装备
Technip公司开发了集束生产管IPB(Integrated Production Bundle)[10],IPB作为深海动态立管,是典型软管和脐带管的综合,IPB将气举和电加热放在了同一个管子里,电缆和隔离物以SZ的形式组装在标准软管核心的周围。新型的软管结构需要开发新的制造装备来应对产品的开发研究和生产制造。
5 结语
(1)海洋非粘结型柔性软管典型管体主要包括:骨架层、内衬层、抗压铠装层、耐磨层、抗拉铠装层、中间层(多层、多结构,可选)和外包覆层。各层在软管中的作用和任务不同,可依据实际要求设计各层,各层结构需要不同的成型制造装备和工艺来进行生产。(2)海洋非粘结型柔性软管的制造装备国内外相差较大,国内提供的制造装备以生产浅海软管为主,而国外提供的制造装备还可以生产深海、超深海的非粘结型柔性软管。国内外柔性软管的制造装备主要在骨架层互锁铠装机、抗压铠装机、抗拉铠装机、新型海洋非粘结型柔性软管的制造装备等方面存在明显差距,需研究国外制造设备寻求差距的解决方案为提高国内的制造装备提供依据。(3)新型海洋非粘结型柔性软管制造装备的发展方向是需要开发新的制造装备(如集束生产管IPB等)来应对软管产品的开发研究和生产制造。
[1]Sullivan M O.Meeting the Future Challenges of Flexible Pipe Technology-Advances in Industry Standards[R].OTC 20027,2009.
[2]Fernando U S,Graham S G,Davidson M.Flexible Pipe Body and Method of Producing Same:US,0276931 A1[P].2013.
[3]Thygesen M,Ostergaard R S,Olsen K S.Flexible Pipe and a Method of Producing a Flexible Pipe:US,0266887 A1[P].2012.
[4]Ceeco Bartell.http://www.ceecobartell.com/[DB/OL].
[5]Vaz M A,Rizzo N A S.A finite element model for flexible pipe armor wire instability[J].Marine Structures,2011(24),275-291.
[6]Technip flexible pipe.Flexible Pipe.[EB/OL].
[7]NKT flexible.NKT technical Brochure.[EB/OL]
[8]Rytter J,Rishj N J,Glejb l K.A Novel Compression Armour Concept for Unbonded Flexible Pipes[R].OTC 14059,2002.
[9]Mark Kalman,Liang Yu,Mike Seymour.Qualification of composite armor materials for unbonded flexible pipe[R].OTC23185,2012.
[10]Technip flexible pipe.Integrated production bundle(IPB).[EB/OL].
