铸造技术路线图(续前)
——数字化、网络化、智能化
2018-01-28许庆彦,熊守美,周建新等
1.2.4 高性能铸铁多尺度宏微观组织耦合数值模拟技术
1.2.4.1 现状
铸铁在我国国民经济乃至世界制造业中占有极其重要的地位,是工业生产中最为广泛的一种铸造金属材料,在一般的机械制造、冶金矿山、石油化工、交通运输和国防工业等各部门中发挥着基础性的作用。虽然现代铸铁面临来自各方面的挑战,但是等温淬火球墨铸铁、球墨铸铁、蠕墨铸铁及高强薄壁灰铸铁和各种性能(如抗磨,减磨、耐蚀等)铸铁仍还会有较大的发展虽然处于高速发展中的我国,铸铁将以比世界平均水平高得多的速度增长。但是我国高性能铸铁所占比例远低于工业发达国家,而且性能相比较差,如可锻铸铁产量虽然位居前列,但绝大多数为黑心可锻铸铁,白心可锻铸铁和珠光体可锻铸铁产量不高。因此实现铸造大国向强国的转变,高性能铸铁性能研究较为重要[18]。
材料性能最终取决于其组织形态,因此研究铸铁的性能需重点考察铸铁组织(石墨+基体组织),特别是高性能的铸铁材料。如铸铁的性能很大程度上与石墨的数量、大小、分布和形态相关,尤其是石墨的形态。当基体为珠光体的铸铁,石墨由粗片状(灰铸铁)向球状(球墨铸铁)转变时,则抗拉强度、伸长率以及冲击韧性分别有大幅度的提高。又如:把铸件加热到奥氏体化温度,获得均匀的奥氏体组织之后,再将铸件淬入盐浴,并在盐浴中等温停留,奥氏体在等温停留过程中析出铁素体组织,从而形成等温淬火球磨铸铁。再如:石墨形态由蠕虫状与团球状以不同比例混合后,其力学-物理性能介于灰铸铁和球铁之间的蠕墨铸铁。因此,如何定量化研究与分析组织形态的是控制与提升铸铁性能的一条重要途径。数值模拟是实现定量化组织形态分析的重要方法与手段,具有实验适应性强、可重复性高、成本低等特点[19]。因此在“十三五”期间,需要重要研究高性能铸铁凝固与热处理等铸造工艺过程组织演变的数值模拟。
1.2.4.2 挑战
高性能铸铁多尺度宏微观组织耦合数值模拟技术,主要是为了掌握高性能铸铁石墨与基体组织在凝固及热处理等铸造工艺的组织演变规律,从而达到定量化控制与提升铸铁材料性能的目的。对于等温淬火球铁,需要进行铸铁热处理高碳奥氏体及针状铁素体组织形成过程数值模拟研究;对于球墨铸铁,需要进行在球化剂与孕育剂作用下石墨球化形貌形成的数值模拟;对于蠕墨铸铁,则需要进行在蠕化剂作用下,蠕虫状石墨形成的多尺度数学模型及微观组织数值模拟。以这三种典型高性能铸铁为研究对象进行突破,掌握其规律后并推广至其余高性能铸铁组织演变过程的数值模拟中,从而形成高性能铸铁的多尺度宏微观组织耦合数值模拟的系统技术。
1.2.4.3 目标
(1)预计到2020年,要达到的目标:实现等温淬火球墨铸铁的多尺度宏微观组织耦合数值模拟技术,掌握其凝固与热处理等铸造工艺过程的组织演变规律。
(2)预计到2025年,要达到的目标:实现蠕墨铸铁的多尺度宏微观组织耦合数值模拟技术,掌握其凝固与热处理等铸造工艺过程的组织演变规律。
(3)预计到2030年,要达到的目标:实现高强灰铸铁的多尺度宏微观组织耦合数值模拟技术,掌握其凝固与热处理等铸造工艺过程的组织演变规律。
1.2.5 网络化智能化铸造工艺、生产、质量集成技术
1.2.5.1 现状
铸造企业网络制造模式指铸造企业按照敏捷制造的思想,采用信息化技术,对企业订单、设计、生产和销售等资源进行灵活高效地整合,对产业链上下游企业进行协同集成,提高企业市场快速反应和竞争能力的新模式。具体来说,铸造企业推行网络制造就是推行信息化建设,加强两化融合。而当前随着近日李克强总理与默克尔总理签署了《中德合作行动纲要:共塑创新》,网络制造已经开始走入强调智能制造的工业4.0时代:整个生产流程都由软件来控制,包括人机整合、机器与外部机器整合、生产流程与外部合作伙伴整合等[20]。
当前铸造行业网络制造和信息化的现状总体为:
1)铸造企业信息化实力薄弱;
2)上下游企业信息集成与协同管控较少;
3)生产质量数字化管控与ERP普及率仍有待发展;
4)整体上进入发展阶段,且近几年呈现蓬勃发展态势;
5)少数铸造企业对工艺生产质量进行了全面流程化管控,实现了单件全生命周期追溯。
我国铸造企业的网络制造和信息化建设呈现以下发展趋势:
1)工艺PDM与管理ERP的集成,并与生产质量系统形成协同,做到相互驱动和约束;
2)关键件、重要件做到单件化生产和质量的数字化管理,关键生产过程全过程数字化监控和管理;
3)智能化管理技术与智能化铸造装备;
4)车间设备数据集成与车间在线化管控技术;
5)产业链网络协同集成制造与大数据分析技术。
1.2.5.2 挑战
网络化智能化铸造工艺、生产、质量集成技术,主要解决铸造生产流程中实时现场信息如何处理与后期如何分析的问题,从而达到互联互通网络协同和网络化智能化铸造的目的。实现该过程则需要从多个方面进行研究,在与硬件结合方面:智能化铸造装备技术和软硬件双向数据集成技术研究,铸件信息现场识别技术与设备;在铸造工艺方面:搭建铸造工艺知识库,铸造工艺生产质量的数字化管理与协同技术;在管理方面:铸造生产数据柔性化分析理论和系统技术,铸造全业务流程集成化和产业链集成化系统技术。在以上技术逐个突破的基础上,开发出网络化智能化的铸造工艺、生产、质量集成的软硬件技术平台,整体实现铸造生产流程软硬件信息智能化集成及柔性化分析[21]。
1.2.5.3 目标
(1)预计到2020年,要达到的目标:突破传统铸造生产流程软硬件信息交流的技术难点,通过搭建柔性化信息处理分析技术系统,构建一个互联互通网络协同和网络化、智能化的铸造集成的软硬件技术平台。
(2)预计到2025年,要达到的目标:做到产业链网络、企业价值链网络、数字化管理系统与车间设备软硬件网络三个方面的集成,实现智能化铸造和智能化管理。
(3)预计到2030年,要达到的目标:促进产业结构升级,打造若干个铸造4.0示范工厂,提升行业整体实力。
1.2.6 建立完善的铸造材料物性参数数据库以及
先进的物理实验平台
1.2.6.1 现状
材料物性参数是数字化铸造的直接依据,对建模与数值模拟结果的准确性和可靠性起决定性作用。当前阶段铸造过程数值模拟中应用到的材料性能参数可以划分为充型凝固模拟用性能参数、热应力分析用力学性能参数以及微观组织模拟用性能参数等[22]。具体说来,铸造过程模拟用的物性参数包括:材料本身的物理参数,如密度等;与传热有关的热物性参数,如导热系数、比热、热焓(结晶潜热)等;和收缩有关的参数,如体积收缩系数和线收缩系数;和液态流动有关的参数,如粘度、表面张力等;和力学性能有关等参数,如杨氏弹性模量、剪切弹性模量、塑性硬化模量、泊松比、屈服应力、断裂应力等;和组织变化有关的参数,如相变温度、溶质扩散系数、相图等;以及和电磁有关的参数,如电导率等。
铸造过程涉及金属材料、造型/制芯材料、涂料等多种材料,这些材料有着本质的不同。这些材料既有金属又有非金属,既有固体材料、又有散体材料,还有液体材料。在铸造过程中铸件、铸型或辅助材料的温度和状态都发生很大的变化。材料参数还和模拟尺度有关系。例如某些材料的弹性模量,在宏观尺度中可认为其各向同性;而在介观尺度,则表现为明显的各向异性[23]。另外,随着模拟计算的深入,涉及多尺度、多物理现象的耦合等,精度要求不断提高,因此材料性能参数与对材料内在特性的知识已经不能满足铸造过程凝固模拟的需求,甚至阻碍了模拟的进一步发展。但获得准确且完整的物性参数仍然十分困难,这是当前影响铸造过程数字化的重要因素之一[24]。
为了顺利发展数字化铸造技术,并进行工艺设计集成来保证铸件质量以及达到寿命的预测,迫切需要建立标准化的关键材料性能数据库,用来存储关于加工工艺和微观组织的关系、微观组织的信息、微观组织和材料性能的关系等,用来支持计算模型的开发和验证。
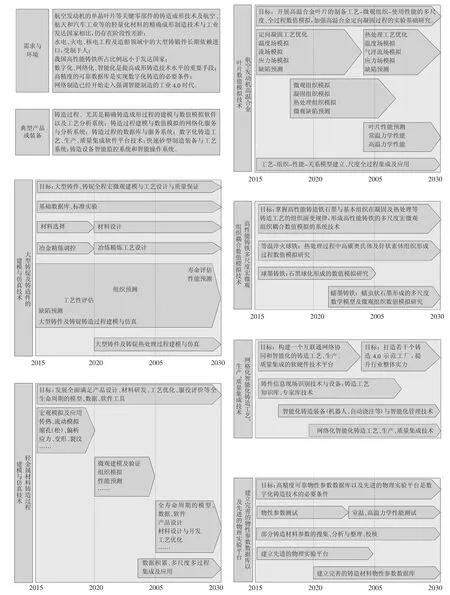
图1 数字化、网络化、智能化技术路线图
1.2.6.2 挑战
我国在数字化铸造方面的相关配套基础薄弱,如没有专门的数据库、没有材料数据热力学计算软件,在该方面是完全空白,完全依赖国外软件如JmatPro、Thermo-Calc、Pandat等。材料的性能参数一般在各种手册和文章中均可以找到一些,但往往是不全面的、不完整的。同时对于同一参数不同来源的数值有时差距很大,甚至相互矛盾。因此如何搜集和整理这些参数并且进行可靠性验证十分重要。数据的可靠性可以通过相似材料的相互对比来进行校核。通过实验与计算、以及文献检索和校核等多种方法可以获得铸造材料的物性参数,并通过数据库技术实现数据的共享、检索、引用,为数字化铸造奠定坚实的基础。
1.2.6.3 目标
(1)预计到2020年,要达到的目标:建立标准化的铸造过程信息分类方法,并以此为基础建立开放的铸造材料数据库。
(2)预计到2025年,要达到的目标:建立先进的实验平台,为获得精确的材料物性参数提供技术支持,并为数字化铸造技术提供实验验证平台。
(3)预计到2030年,要达到的目标:以信息学技术研究材料不同物理量之间的内在联系,建立完善的铸造数字化、网络化、智能化应用的数据库,面向铸造行业全面开放。
1.3 技术路线图
数字化、网络化、智能化技术路线图见图1.
[1] 柳百成,等.集成计算材料工程(ICME)在高端成形制造行业应用[J].中国工程院咨询报告,2014.
[2] 中华人民共和国国务院.国家中长期科学和技术发展规划纲要(2016-2020 年 ).http://www.most.gov.cn/mostinfo/xinxifenlei/gjkjgh/200811/t20081129_65774.htm
[3] 国家制造强国建设战略咨询委员会、中国工程院战略咨询中心.《中国制造2025》解读--省部级干部专题研讨班报告集[M].北京:电子工业出版社,2016.
[4] The future of Manufacturing.https//www.gov.uk.
[5] 柳百成.数字化制造需要新思维[J].中国经济和信息化,2014(6):18-19.
[6] 国家制造强国建设战略咨询委员会、中国工程院战略咨询中心.智能制造[M].北京:电子工业出版社,2016.
[7] Tu Wutao,Zhang Xiong,Shen Houfa,et al.Numerical simulation on multiple pouring process for a 292 t steel ingot [J].China Foundry,2014,11(1):52-58.
[8] 沈旭,周建新,廖敦明,等.华铸CAE铸造模拟软件新进展及其在大型铸钢件上的应用[C]//铸造学术年会,2013.
[9] B.C.Liu,J.W.Kang,T.Y.Huang.Stress analysis and deformation prediction of a heavy hydraulic turbine blade casting during casting and heat treatment[J].Materials Science and Technology(United Kingdom),2012,28(7):808-811.
[10] 柳百成,熊守美,荆涛,等.先进成形制造技术及全流程建模与仿真发展趋势[C]//高端成形制造技术及多尺度全流程建模与仿真工程前沿研讨会,2012.
[11] John Allison,Mei Li,C.Wolverton,et al.Virtual aluminum castings:an industrial application of ICME[J].JOM,2006,58(11):28-35.
[12] Baicheng Liu,Qingyan Xu,Tao Jing.Advances in multi-scale modeling and simulation of casting and solidification processes[C]//High-level International Symposium on"Cutting-edge Technology of Digital Design and Manufacturing",Beijing:2011.
[13] 许庆彦,陈瑞,柳百成.铝合金铸件制造全流程和多尺度建模与仿真[C]//第二届全国有色金属结构材料制备/加工及应用技术交流会,洛阳:2016.
[14] 李嘉荣,熊继春,唐定中.先进高温结构材料与技术[M].北京:国防工业出版社,2012.
[15] Qingyan Xu,Hang Zhang,Xiang Qi,et al.Multiscale modeling and simulation of directional solidification process of turbine blade casting with MCA method[J].Metallurgical and Materials Transactions B,2014,45(2):555-561.
[16] 许庆彦,闫学伟,唐宁,等.高温合金叶片定向凝固过程多尺度建模与仿真[C]//第六届海内外中华青年材料科学技术研讨会,重庆:2015.
[17] Daniel G.Backman,Daniel Y.Wei,Deborah D.Whitis,et al.ICME at GE:accelerating the insertion of new materials and processes[J].JOM,2006,58(11):36-41.
[18] 李平,李锋军.高性能灰铸铁材质控制技术与应用[M].煤炭工业出版社,2009.
[19] 沈旭,廖敦明,周建新,等.铸造CAE技术及其在铸铁件生产上的应用[C]//.中国铸造活动周论文集,2014.
[20] 延建林,孔德婧.解析"工业互联网"与"工业4.0"及其对中国制造业发展的启示[J].中国工程科学,2015,17(7):141-144.
[21] REN Yu-Fu,JING Tao,XIONG Shou-Mei.Internet-based post-processing technology for casting CAE system [C]//Proceedings of 6th Pacific Rim International Conference on Modeling of Casting&Solidification Process,Taiwan:August 8-11,2004:437-444.
[22] 熊守美,许庆彦,康进武.铸造过程模拟仿真技术[M].北京:机械工业出版社,2004.
[23] 柳百成,荆涛,等.铸造过程模拟仿真与质量控制[M].北京:机械工业出版社,2001.
[24] 李文胜,刘艳,周守航,等.大型铸钢件热物性参数确定及在凝固模拟中的应用[J].铸造技术,2010:31(11):1393-1395.
编写组
组 长:许庆彦
成 员:熊守美,周建新,沈厚发,康进武,殷亚军,计效园,闫学伟
