浅谈民用航空薄壁结构件加工方法与应用
2018-01-19江宏志
江宏志
(沈阳飞机工业(集团)有限公司,沈阳 110850)
1 航空薄壁结构件
薄壁结构是由薄板、薄壳和细长杆件组成的结构,能以较小的重量和较少的材料承受较大的荷载。薄壁结构件区别与板金挤压敲击成型零件,现代飞机的设计为了极大程度减轻飞机重量并且保证飞机的结构强度,薄壁结构件应用越来越广泛。本文以A320翼肋数控加工为例进行研究与分析,如图A320翼肋最薄处腹板、侧壁、缘条厚度均不到1mm,侧壁与缘条均为双曲结构,加工中容易变形,轮廓度公差+0.38mm~-0.127,加工中不易于保证,切削速度过快容易导致电导率超差,影响加工效率和质量。
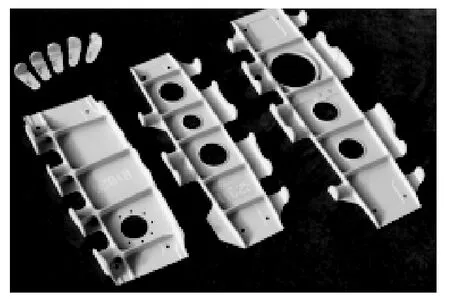
图1 A320翼肋产品图
2 航空薄壁结构件加工难点分析
对A320翼肋薄壁件数控加工的难点进行如下分析:
(1)零件表面质量问题,如零件表面粗糙度问题;
(2)零件行状、位置尺寸问题,如消除零件加工过程中内应力的影响因素,内外形轮廓度 +0.38mm~-0.127的保证,薄壁零件腹板±0.1mm公差的保证,切断零件带刀问题;
(3)切削效率提高带来的切削热问题:如电导率值37.6%~42.0%IACS的保证。
3 问题分析及解决方案
3.1 零件表面质量问题
要求:粗糙度达到▽3.2
分析:零件加工完成后,腹板面或侧壁出现粗糙度达不到要求的情况。
解决方案: (1)保证零件排刀Dr<D-2r;(2)保证精加工零件外形所选刀具长度L>Da;(3)合理的切削参数。切削参数的选择需要综合考虑,对于不同的刀具材料加工不同的零件材料时选用的切削参数不同。另外,对于不同的加工目的,选取的切削参数也不同,粗加工是为了去除大部分余量,因此,切削参数要尽可能的选取上限值,精加工为了保证零件的尺寸,则需要选取合适的加工参数。
铣切加工中经常使用的参数如下:
Vc—铣削速度(m/min)
Dc—铣刀直径(mm)
N—铣刀转数(r/min)
Fz—每齿进给量(mm/z)
Vf—进给速度(mm/min)
Z—铣刀齿数
Ae—切削宽度(mm)
Ap—切削深度(mm)
这些参数中相互关系为:Vf=Fz×N×ZVc=π×Dc×N/1000
对于铝合金的加工,主轴消耗的功率P与主轴扭矩M与切削参数的相互关系如下:根据刀具样本提供的切削参数,通过计算得出如下表:

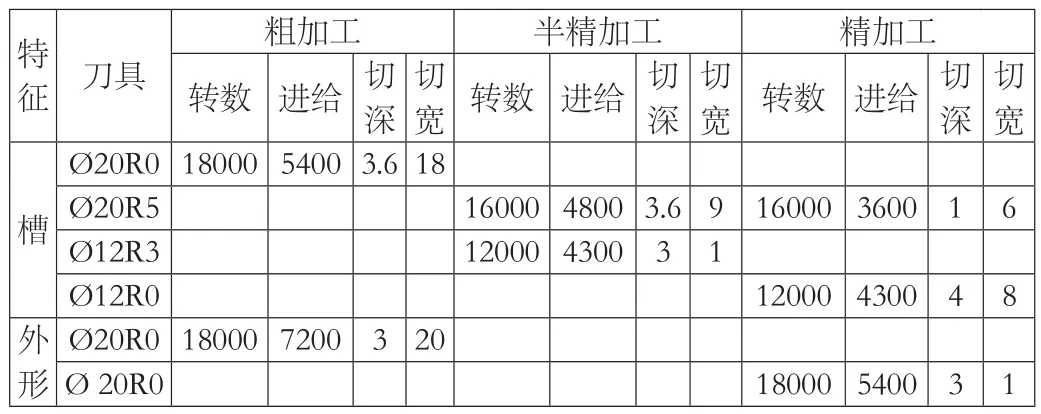
表1
3.2 零件形状、位置尺寸问题
要求:内外形均匀释放应力;切削过程没有让刀现象。
分析:单面切削加工量过大,导致零件应力释放,产生变形;薄壁腹板按照常规精铣腹板,会出现将腹板带起或无切削量现象。
解决方案:1用POCKETING模块进行编写内外形程序;采用内外形分层切削,尽量避免单边直接切削到量; 2留1.5-2.5mm余量分一层进行精铣腹板加工;采用“横向撕纸法”进行切断,如右图切断留有0.10mm,依然保持连接强度,而没有出现撕裂情况出现。

图2 局部零件刀具切削轨迹图
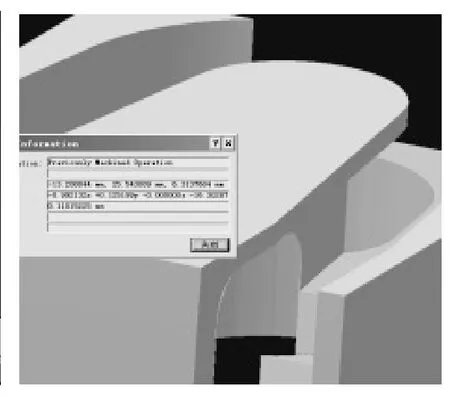
图3 局部零件切削演示图
3.3 切削效率提高带来的切削热问题
要求:零件加工后超声波探测不超过规定范围。
分析:由于清理铝屑不及时,由于冷却液没有完全喷洒在切削局部,导致零件切削局部过烧等现象。
解决方案:改为立式高速加工,转变为卧式高速机床加工,卧式高速机床在零件加工过程中,由于重力作用,铝屑不会出现堆埋现象,冷却液完成可以充分带走切削热,从而满足规范要求。
4 结束语
通过对A320翼肋项目薄壁结构件问题进行分析,并充分利用车间本身的资源,根据不同的刀具计算切削参数,并且采用完全无真空吸附的方式加工薄壁零件,其中解决了在高速切削过程中零件受切削力作用带起零件,切断零件时难以将零件与毛坯分离等问题,实现零件正常切削和辅助加工并行操作,提高2-3倍的加工效率。