铝合金锻造成形工艺与设备
2018-01-17张长龙曹喻镔中机锻压江苏股份有限公司
文/张长龙,曹喻镔·中机锻压江苏股份有限公司
铝合金锻件的特性及应用趋势
铝合金锻件的特性
⑴密度小,只有钢锻件的30%,铜锻件的34%。
⑵比强度大、比刚度大、比弹性模量大、疲劳强度高,宜用于轻量化要求高的关键受力部件,其综合性能远远优于其他材料。
⑶内部组织细密、均匀、无缺陷,其可靠性远高于铝合金铸件和压铸件,也高于其他金属铸件。
⑷铝合金的塑性好,可加工成各种形状复杂的高精度锻件。
⑸铝合金锻件有良好的耐蚀性、导热性和非磁性,这是钢锻件无法比拟的。
⑹表面光洁、表面处理性能良好、美观耐用。
铝合金锻件(图1)的一系列优良特性为它代替钢、铜、镁、木材和塑料提供了良好的条件。
铝合金锻件应用趋势

图1 铝合金锻件
随着我国交通运输业向现代化、高速化方向发展,交通运输工具的轻量化要求日趋强烈,以铝代钢的步伐越来越快。特别是轻量化程度要求高的飞机、航天器、铁道车辆、地下铁道车辆、高速列车、货运车、汽车、舰艇、船舶、火炮、坦克以及机械设备中的重要受力部件和结构件。近几年来市场上大量使用铝及铝合金锻件和模锻件替代原来的钢结构件,如飞机结构件几乎全部采用铝合金模锻件;汽车(特别是重型汽车和大中型客车)轮毂、保险杠、底座大梁(图2),坦克的负重轮和炮台机架,直升机的动环和不动环,火车的气缸和活塞裙,木工机械机身,纺织机械的机座、轨道和绞线盘等都已应用铝合金模锻件来制造。而且这些趋势正在大幅度增长,甚至某些铝合金铸件也开始采用铝合金模锻件来代替。
铝合金锻件产业存在较大的发展空间。

图2 汽车上铝合金锻件
铝合金锻造工艺特性及锻造缺陷
铝合金锻造成形微观分析
铝合金中由于存在大量的强化相和过剩相,其铸态组织中呈现多相混杂的状态,在某些铝合金铸态组织中还常常存在共晶混合物。这些物质通常又硬又脆,且呈网状分布于晶界。通过热塑性变形可以使铝合金铸态组织得到较大改善,性能得到较大提高。流线的分布情况对铝合金的性能有很大影响,流线不顺、涡流和穿流都使铝合金的塑性指标、疲劳强度和抗腐蚀性能明显降低。
因此,锻造成形时,应当使流线方向与零件最大受力方向一致。影响铝合金再结晶温度的主要因素有:合金成分、压力加工前的均匀化规范、压力加工方式(应力状态)、变形温度、变形速度、变形程度和最终热处理等。铝合金的晶粒尺寸对力学性能有较大影响,铝合金锻件中的粗晶显著降低强度极限和屈服极限,降低零件的使用性能和寿命。
因此,锻造铝合金时需注意控制晶粒度,既要考虑零件的变形也要考虑材料的改性。
铝合金锻造特点
⑴塑性较低。
铝合金的塑性受合金成分和锻造温度影响较大。合金化程度越高,铸锭和锻材宏观偏析越严重,塑性越低。设备一次行程允许变形程度只有普通钢的50%或更低,锻造过程容易开裂,变形温度、变形程度、变形速度要严格控制,要尽量避免拉应力状态下变形。
⑵流动性差。
铝合金质地很软,外摩擦系数较大,所以流动性较差,模锻时难于成形。
⑶锻造温度范围窄。
铝合金的锻造温度范围一般都在150℃以内,少数高强度铝合金的锻造温度范围甚至不到100℃。由于铝合金的锻造温度范围很窄,所以一般都采用能精确控制加热温度的带强制循环空气的箱式电阻炉或普通箱式电阻炉进行加热,温差控制在±10℃范围以内。
⑷导热性良好。
铝合金由于导热性好,加热时内应力小,且易于均匀热透。挤压坯料在不产生锻造裂纹的条件下,不必进行保温,但铸造坯料加热时需要保温。
⑸始锻温度和终锻温度要严加控制。
始锻温度一般取上限,这样有利于提高合金的塑性和流动性,让金属易于成形。但有些合金始锻温度太高,将引起强度下降。为了保证适当的终锻温度,提高合金的塑性和流动性,改善合金的成形条件,用于锻造和模锻的工具或模具需要进行预热。终锻温度高有利于保持挤压坯料的挤压效应,能得到具有未再结晶组织和力学性能高的锻件。终锻温度过低,容易产生大晶粒,使锻件的力学性能大大降低,合金的塑性和流动性急剧下降,容易产生表面和内部裂纹。
⑹应变速率敏感。
铝合金对变形速度十分敏感,铸坯通常要在压应力状态下低速地进行开坯,往往经过开坯的铝合金坯料模锻时,也需要在液压机或螺旋压力机上进行。
铝合金锻造容易产生的缺陷
⑴过烧。
由于铝合金的锻造温度范围窄,其锻造加热温度,尤其是淬火加热温度很接近合金的共晶熔化温度,容易发生过烧。所以在锻件和模具加热以及锻件淬火加热时,必须十分注意温度上限,严格遵守工艺操作规程,否则会引起锻件过烧。锻件过烧后,表面发暗、起泡,一锻就裂。
⑵裂纹。
由于铝合金的塑性和流动性较差,很容易产生表面和内部裂纹。坯料加热不充分、保温时间不够、锻造温度过高或过低、变形程度太大、变形速度太高、锻造过程中产生的弯曲、折叠没有及时消除、再次进行锻造,都可能产生表面裂纹(图3)。
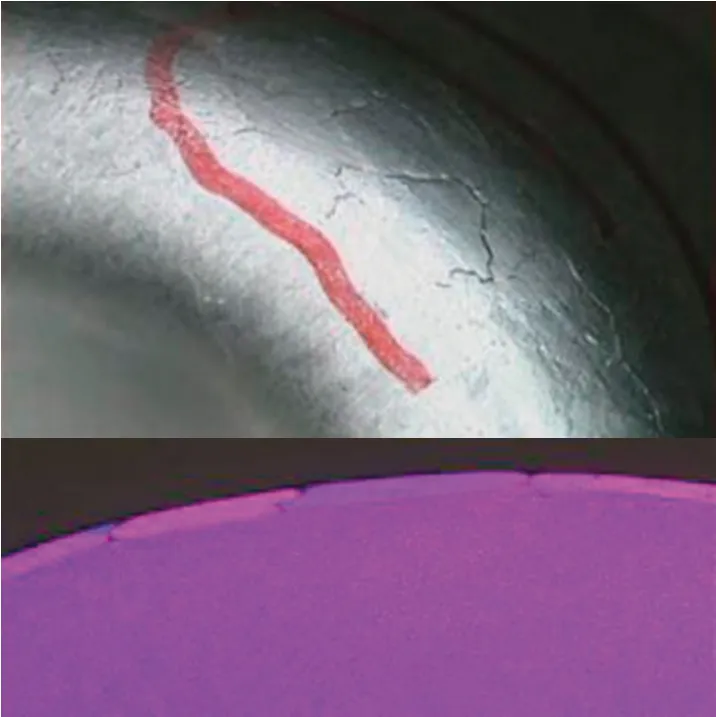
图3 表面裂纹
⑶大晶粒。
锻铝和硬铝很容易产生大晶粒,它们主要分布在锻件变形程度小而尺寸较厚、变形程度大和变形激烈的区域以及飞边区附近。加热和模锻次数过多,加热温度过高,终锻温度太低也会产生大晶粒。
⑷折叠和流线不顺(包括涡流、穿流)。
折叠是造成铝合金模锻件废品的一个主要缺陷,约占整个废品率的70%~80%。它是由于模锻时金属对流或流向紊乱,形成某些金属的重叠,最后压合成为折叠。这类废品,以工字形断面的锻件最为严重,并且不易消除。
⑸粘模、起皮和表面粗糙。
铝合金因质地很软,外摩擦系数大,最容易粘模。这不仅会引起锻件起皮,使锻件表面粗糙,有时甚至因不能脱模而中断生产。
铝合金锻造工艺特性及锻造缺陷
铝合金锻造工艺参数要求
⑴加热要均匀并充分保温。
坯料要进行充分的高温均匀化处理,消除残余内应力和晶内偏析,提高金属塑性。锻造加热时,要保证在规定的加热温度进行加热并充分保温;避免在高温下长时间加热,减少模锻次数,力求一火锻成。温度过高,容易形成粗晶,温度过低,锻件将产生加工硬化,
⑵锻造工具和模具预热。
由于铝合金的锻造温度范围很窄,如果锻造工具和模具没有预热,或预热温度不够也会引起锻件产生裂纹。用于锻造和模锻的工具要充分预热。加热温度最好接近锻造温度,一般为200~420℃,以便提高金属的塑性和流动性。
⑶锻造变形速度要控制。
铝合金由于流动性差,不宜采用变形激烈的锻造工序(如辊压),并且变形程度要适当,变形速度要越低越好;初始锻造时,开始要轻击,打碎粗晶环,然后逐渐加重打击;锻造操作时要注意防止弯曲、压折,并要及时矫正或消除所产生的缺陷。滚圆时,压下量不能小于20%,并且滚圆的次数不能太多。变形程度过大或过小都将导致组织不均匀,从而降低锻件性能。
⑷终锻温度要保证。
解决铝合金大晶粒的有效措施是采用等温模锻工艺,即将模具加热至(并保持)接近合金的实际变形温度,在液压机慢速的条件下成形。在合适的变形温度和变形程度条件下,可保证模锻后获得完全再结晶的组织,经固溶处理后可得到细小晶粒。
⑸保证锻件均匀变形。
要改进模具设计(图4),合理选择坯料,保证锻件均匀变形,锻件各断面的变化要尽量平缓。对于形状复杂和具有工字形断面的锻件,应采用多套模具、多次模锻,使坯料由简单的形状逐步过渡到复杂的形状,以保证金属流动均匀,充填容易,纤维连续。对断面变化较大的锻件,如果没有制坯模,则需用自由锻制坯,使坯料各断面的金属量分配合理,以防止金属变形不均,流动紊乱。改变锻件的分模面,采用反挤成形。保证金属流动条件好,锻件组织结构均匀,成品率高。

图4 3D模具设计
⑹模具与润滑。
降低模膛表面粗糙度到Ra0.4μm以下,采用良好的工业润滑剂,涂抹润滑剂要均匀。
铝合金锻造设备要求
⑴下料。
铝合金大多采用锯床下料,也有用圆盘锯、带锯;剪切下料只适合在将棒料横放的带飞边的模锻场合;闭式锻造对下料精度要求较高,应使用车床下料。目前国际上也有采用高速剪切下料的报道,高速剪切速度可达6~8m/s,甚至更高,可获得较好的断面质量。
⑵加热。
铝合金常用的加热设备是电阻炉,为保证加热温度均匀性,加热炉一般带有强制空气循环装置、温控装置,炉膛温度均匀性不超过±20℃,最好控制在±5℃。
⑶模具预热。
模具温度不但影响可锻性,还是锻造成败的关键因素。铝合金导热率高,为防止热量过快散失,必须把模具同接触的工具预热至较高的温度,通常5CrNiMo为200~300℃,H13锻模为250~400℃。锻模预热最好在加热炉内进行,也可以用喷灯、电热管、导热油加热,要求加热均匀,避免触及模具的工作表面,避免表面局部温度过高而退火。
⑷制坯和预锻。
由于铝合金锻造温度范围窄,不宜在模锻设备上进行复杂的制坯工序。大批量生产时,制坯往往在铝合金成形专用辊锻机、专用楔横轧机上进行,有时也可以通过挤压、镦头方式进行。专用制坯设备有别于普通设备主要体现在模具温度、变形速度的控制。
⑸模锻。
铝合金锻造对变形速度较为敏感,速度越快,加工硬化越严重,变形抗力也越大,可锻性降低。同时,在较大的变形速度下,由于热效应,会产生过热或过烧。因此,铝合金尤其是高合金化的铝合金在模锻时,首选变形速度较慢的液压机,其次是机械压力机、螺旋压力机(图5),最好是成形速度可控的高速伺服压力机。

图5 高能螺旋压力机
⑹切边。
铝合金切边有冷切、热切之分,高合金化的铝合金往往采用热切。
铝合金锻造理想工艺及设备
等温锻造
铝合金始锻温度为450~480℃,终端温度为360~400℃,锻造温度区间较小,保持模具和坯料处于同一恒定温度。锻造温度均匀不随时间变化的锻造过程称为等温锻造。
等温锻造时通常采用较低的变形速率,可提高金属的塑性并降低变形抗力。
等温锻造优势如下:
⑴由于模锻金属变形抗力和模锻压力的降低,减小了模具系统的弹性变形;
⑵减小变形温度的波动,从而使锻件几何尺寸得到稳定。铝合金和高温合金对变形温度很敏感,如果变形温度较低,变形后成为不完全再结晶的组织,在固溶处理后易形成粗晶或晶粒粗细不均的组织,致使锻件性能达不到技术要求。在等温锻造条件下,锻造具有薄的腹板、高肋和薄壁零件时,坯料的温度得到保持控制;
⑶减小锻件内的残余应力,锻件在冷却和热处理时可减少变形;
⑷由于模具温度的控制和保护润滑涂层的使用,减小了热金属与周围介质发生的相互作用,结果减薄了缺陷层的厚度而改进了锻件的表面质量。
采用等温锻造加工得到的锻件,组织均匀、机械性能优良、锻件无回弹、尺寸稳定、材料利用率高、表面质量好。
热模锻造
模具温度越高,模具寿命越低。为了提高模具寿命,可采用模具温度稍低的热模锻造。锻件与模具温差一般可取200~400℃,与常规锻造相比,可以降低变形抗力及成形设备吨位。一般的铝合金零件在低的变形速度下成形也可获得均匀的组织。
锻造设备
就铝合金锻造成形工艺而言,液压机是铝合金锻造较为理想的设备。目前国内外铝合金模锻件主要围绕航空飞行器的大型锻件需求,大型精密模锻液压机已经受到重视。随着铝合金应用范围的扩大,特别是汽车、轨道交通等民用产品的中小型铝合金锻件应用扩大,传统工作频率低、生产效率低的普通液压机,难以适应大批量民用铝合金产品生产的需求。图6所示为铝合金锻造生产线。表1为几种铝合金模锻成形设备的比较。

图6 铝合金锻造生产线
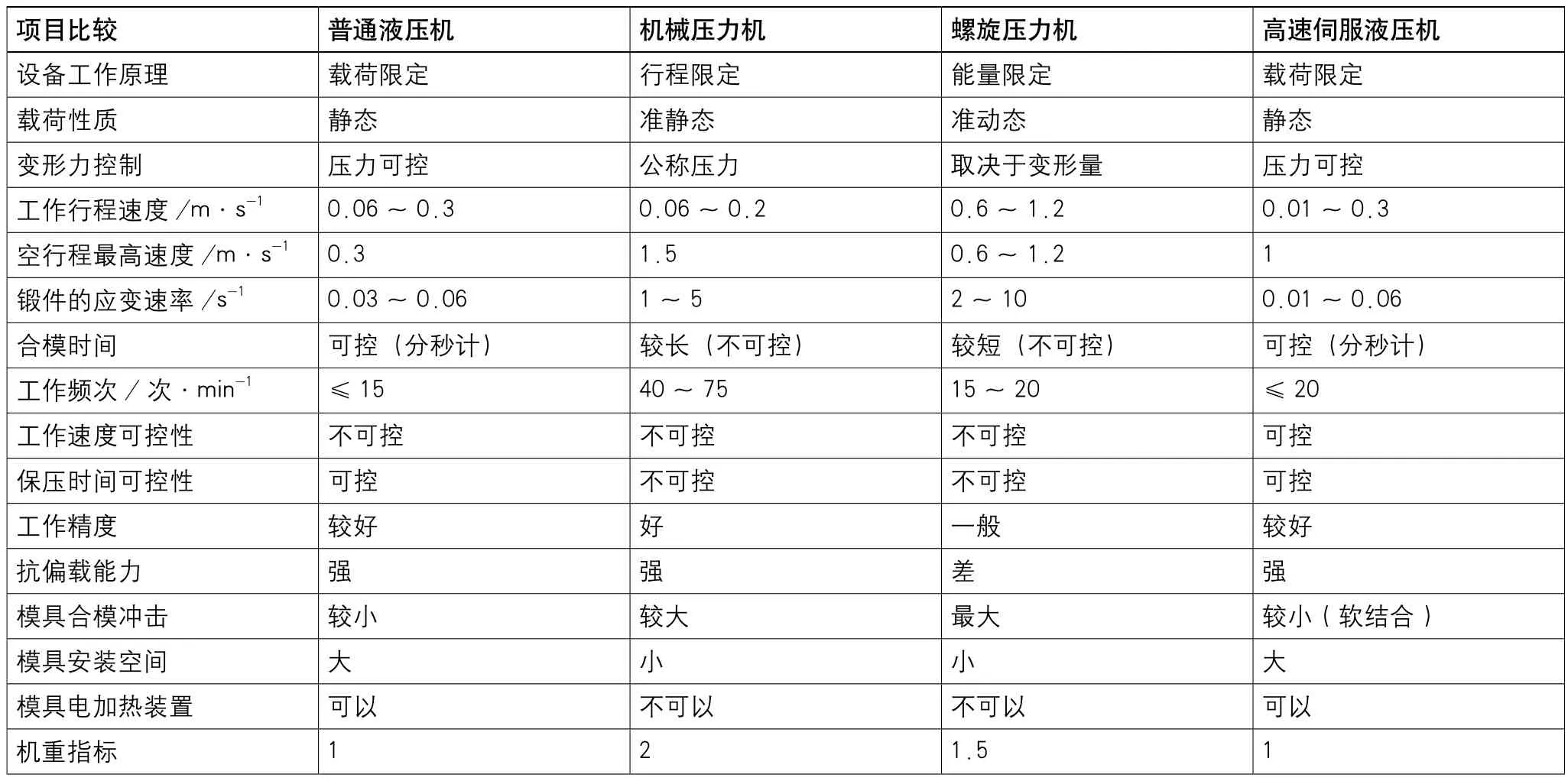
表1 几种铝合金模锻成形设备的比较
中机高速伺服液压机对民用铝合金产品的适应性
⑴提高空行程速度,可提高工作频率。高速伺服模锻液压机(图7)空行程速度可达1m/s,其他普通液压机空行程速度一般不超过0.3 m/s。
⑵高速伺服模锻液压机可实现工作过程速度的伺服控制,实现铝合金锻造变形过程的伺服控制。成形过程任意点的变形速度均可依据工艺要求设定,变形速度可调范围更广。
⑶高速伺服液压机可实现模具软结合,避免硬性冲击。方便采用电加热保持模具的温度控制,有利于铝合金锻造成形温度的控制。
⑷在高速伺服液压机基础上,公司正在研发适应铝合金成形的专用多向锻造或复动成形压机,实现铝合金复杂零件在一次合模条件下完成多次镦挤成形,保证铝合金零件在三向压应力下镦挤锻造成形,减少成形工序与工步,便于锻造过程自动化的实现。
⑸高速伺服液压机具有模具的自动夹紧、定位、温控加热及顶料装置。

图7 高速伺服模锻液压机
⑹配备机器人,实现自动上下料及模具的自动润滑。
