甲醛回收塔加碱降酸防腐蚀工艺技术改造
2018-01-12
三聚甲醛工艺技术在我国属于一个新兴高新技术,河南能源化工集团开封龙宇化工有限公司4万t/a三聚甲醛项目采用的是目前国际上较为领先的香港富艺国际工程公司的专有工艺技术,整个工艺设计与项目施工由中国五环工程有限公司EPC总承包,整套三聚甲醛装置具有工艺技术先进、能耗低、控制自动化程度高等优点。
其利用浓度为60%甲醛溶液在浓度为98%浓硫酸作为催化剂的情况下,在压力5kPa(g)、温度100 ℃的专有三聚甲醛反应器中通过甲醛聚合生成三聚甲醛,其中甲醛生成三聚甲醛的转化率为25%,故在反应器出口物料中含有大量未反应完全的甲醛,而甲醛回收系统(系统核心设备为甲醛回收塔C-280)的作用是将在三聚甲醛反应器中未完全反应的稀甲醛溶液进行回收提浓后再送入三聚甲醛反应器中进行重新利用。因此,甲醛回收系统运行稳定与否对整个三聚甲醛装置的稳定运行起着重要作用。
而近几年,在三聚甲醛装置实际运行过程中发现,由于原始工艺技术设计缺陷,导致甲醛回收系统中核心设备——甲醛回收塔,其顶部和底部采出物料中甲酸含量偏高,达到1%左右,而实际所要求甲醛回收塔顶部和底部采出物料中甲酸含量为0.5%左右。由于甲酸对不锈钢等材质具有非常强烈的腐蚀性,故导致与甲醛回收塔相关联的设备和管道腐蚀较为严重,整个三聚甲醛装置经常因甲醛回收系统中相关设备和管道出现泄漏而停止运行,无法保证“安、稳、长、满、优”运行。因此,解决甲醛回收塔相关设备和管道的腐蚀问题较为急迫。
针对甲醛回收塔顶部和底部采出物料中甲酸含量偏高导致设备腐蚀的问题,我们进行了较为深入的研究,并提出了相关工艺技术改造措施。利用酸碱中和原理设计了一套甲醛回收塔加碱降酸系统。通过向甲醛回收塔底部加入一定量的NaOH溶液(碱液),中和甲醛回收系统中由于高温自氧化所产生的大量甲酸,从而将甲醛回收系统中甲醛回收塔顶部和底部采出物料中的甲酸含量控制在工艺设计所要求的范围内,避免了甲醛回收塔相关设备和管道腐蚀,有效降低了甲醛回收塔附属设备和管道泄漏问题而导致整个三聚甲醛装置停车的次数,增加了甲醛回收系统运行的稳定性与可靠性。
1 甲醛回收系统工艺流程
经过冷却后,三聚甲醛反应器中未反应的甲醛气体变为温度60 ℃、浓度8%的稀甲醛溶液,进入到稀甲醛储槽T-288内,而后通过稀甲醛输送泵P-288升压至1.1 MPa(g),并经甲醛进料预热器E-288管侧预热至90 ℃后送至甲醛回收塔C-280内,其工艺操作条件为0.55 MPa(g)、顶部151 ℃、底部160 ℃。从顶部出去的浓度45%、温度151 ℃、压力0.55 MPa(g)甲醛气体经能源回收器E-282壳侧与E-282管侧内的90 ℃气体进行换热,从而将其热量进行回收,产生S4(0.4 MPa(g)、132 ℃)蒸汽送至三聚甲醛反应器底部再沸器E-211,作为三聚甲醛反应器R-210加热热源,经换热后的甲醛气体通过甲醛回收塔塔顶冷凝器E-283将其冷却至90 ℃后进入甲醛回收槽V-283内,而后通过V-283氮气将其压送至甲醛界区,通过甲醛界区浓缩器S-130浓缩至60%甲醛后,再作为原料送至三聚甲醛反应器内去生成三聚甲醛。塔底含有200 mg/L甲醛的水溶液(温度160 ℃、压力0.55 MPa(g)),经甲醛进料预热器E-288壳侧将进料甲醛预热后,通过废水塔底冷凝器E-T203管侧与壳侧30 ℃冷却水(WC)换热后被冷却至60 ℃进入废水缓冲池T-203后,通过废水输送泵P-203送至污水处理装置。C-280底部温度控制160 ℃,热量由底部再沸器E-281提供,加热蒸汽为S12(12 MPa(g)、205 ℃)。顶部温度控制151 ℃,依靠甲醛塔回流泵P-283调节回流量,控制顶部温度。V-283槽顶设有安全阀PSV-V283,当V-283压力高时安全阀打开泄压以保证V-283压力正常。同时V-283设有一套压力自动调节系统,当压力低时,补氮阀打开向V-283内补氮气,当压力高时,放空阀打开将气体排放至废气回收塔C-200。甲醛回收系统工艺流程见图1。
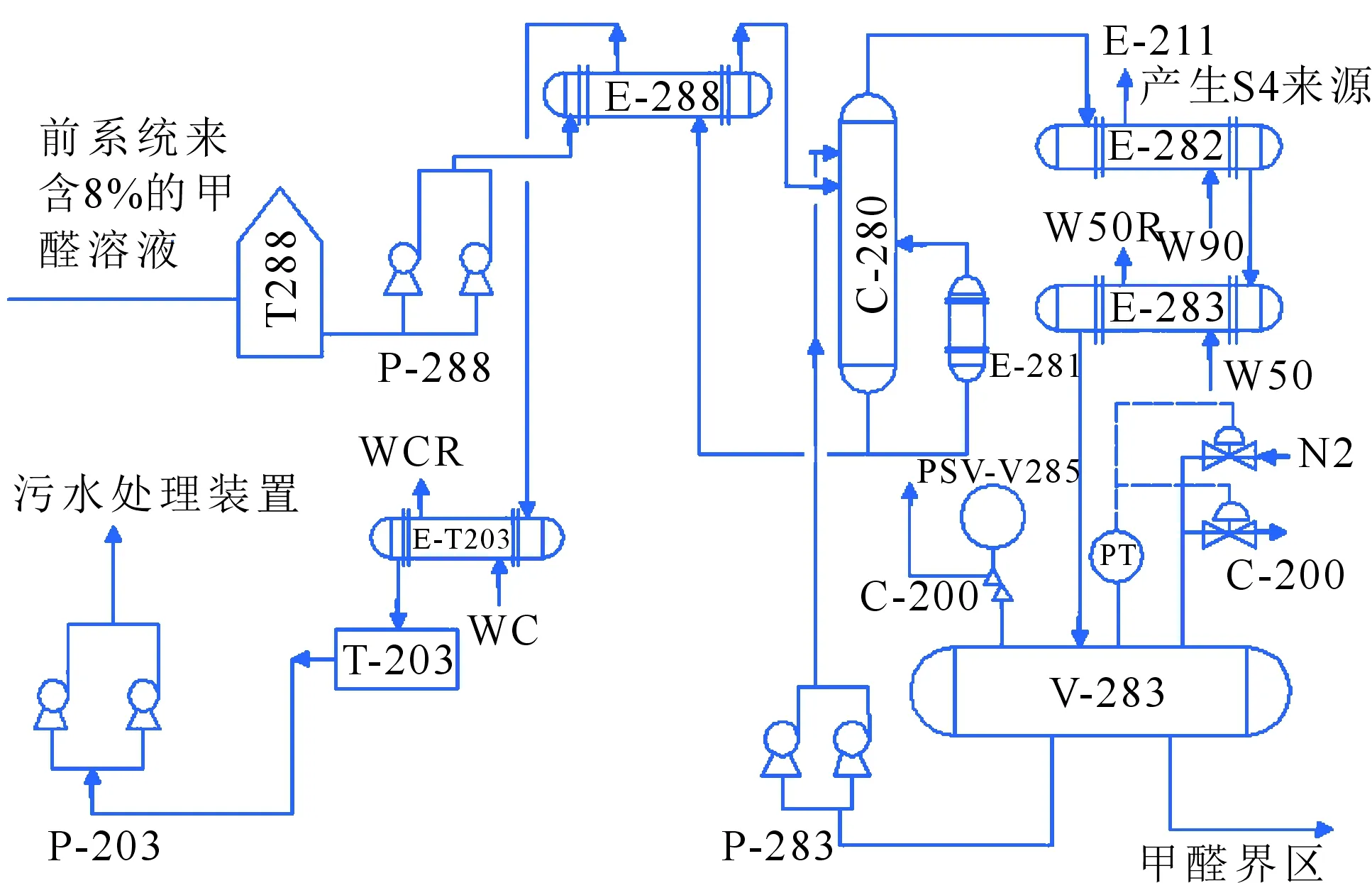
图1 甲醛回收系统工艺流程注:P-283—稀甲醛输送泵;T-288—稀甲醛储槽;E-288—甲醛进料预热器;C-280—甲醛回收塔;E-281—甲醛回收塔塔底再沸器;E-282—能源回收器;E-283—甲醛回收塔塔顶冷凝器;PSV-V283—甲醛回收槽安全阀;V-283—甲醛回收槽;P-283—甲醛回收塔回流泵;E-T203—废水塔底冷凝器;T-203—废水缓冲池;WC-冷却水;WCR-冷却水回水;S12—1.2 MPa(g)蒸汽;CD12—1.2 MPa(g)蒸汽冷凝液;S4—0.4 MPa(g)蒸汽;CD4—0.4 MPa(g)蒸汽冷凝液;C-200废气回收塔;W90—90 ℃热水;E-211—三聚甲醛反应器底部再沸器;W50—50 ℃热水;W50R—50 ℃热水回水
2 加碱降酸的理论依据
2.1 甲醛回收系统中甲酸产生的机理
甲酸(化学式HCOOH,分子式CH2O2,分子量46.03)俗名蚁酸,是最简单的羧酸,在常温下是一种无色而有刺激性气味的液体,熔点8.6 ℃,沸点100.8 ℃,其酸性很强,具有强烈的腐蚀性。在三聚甲醛装置中甲酸生成机理主要有以下两种。
(1)甲醛自氧化反应:

甲醛本身是一种还原性很强的物质,所以在有氧存在的情况下非常容易发生自身氧化反应,生成甲酸。
(2)康尼查罗反应(岐化反应):

不含α-氢的醛在NaOH溶液中生成醇和酸,而在甲醛回收系统中进料组成为8%的稀甲醛溶液,其pH值为中性。因此,在甲醛回收系统中甲酸的主要产生机理是由于高温甲醛在甲醛回收塔中自身氧化生成。
2.2 加稀碱液理论依据
因此,在甲醛回收塔C-280内加入多少NaOH溶液去中和甲酸存在着一个最佳pH控制点,既能中和部分甲酸,将甲酸含量控制在工艺要求指标内,降低设备和管道腐蚀速率,又不会因为加入过量NaOH溶液导致甲醛过度转化生成甲酸,消耗本应回收的甲醛,增加NaOH溶液消耗。
2.3 甲醛回收塔加碱降酸理论数据计算
通过近几年甲醛回收塔C-280系统中甲酸含量数据分析对比,可知甲醛回收塔C-280 塔顶和塔底甲酸(HCOOH)含量始终在1%以上,而工艺设计中要求甲酸含量为0.5%左右,实际运行中甲酸(HCOOH)含量较原始工艺设计增加了1倍左右。由于NaOH是促进康尼查罗反应的催化剂,在中和甲酸的同时又会促进新甲酸生成,因此要将系统中所产生的甲酸完全中和在理论上是不可能的,技术改造目的是将甲醛回收塔C-280系统中的甲酸降至0.5%。
根据工艺设计,甲醛回收塔C-280塔底采出流量按30m3/h计,塔底甲酸浓度为1%,15%浓度NaOH(液碱)溶液的密度为1.165g/cm3。经过计算,若要将甲醛回收塔C-280塔底甲酸降至0.5%,需要消耗NaOH 130.4 kg/h,折合成15%浓度NaOH溶液为0.75m3/h。在实际技术改造中,以45%浓度NaOH溶液和脱盐水(WP)为原料配制成15%浓度NaOH溶液。采取连续配碱方式向甲醛回收塔C-280塔内加入NaOH溶液,二者加入比例(以体积流量计算)为0.26:1。对NaOH溶液浓度进行稀释是因为碱浓度越低越容易与物料中甲酸进行充分混合和接触,有利于甲醛回收塔出料溶液pH值的稳定性。
3 加碱降酸工艺技术改造方案
为保证向甲醛回收塔内加入碱液(NaOH溶液)的稳定性和连续性,新设计一套甲醛回收塔塔内加碱(NaOH)降酸工艺控制系统,通过液碱出料泵P-239,根据一定稀释比例,将液碱储槽T-239内浓度45%NaOH溶液与脱盐水(WP)在稀碱液混合器M-239内混合调制成浓度15%稀NaOH溶液后,储存在稀碱液储槽V-238内,再通过稀碱液输送泵P-238将浓度15%NaOH溶液输送至甲醛回收塔C-280底部。
选择将碱加入到C-280底部溶液内,是因为甲醛回收系统中的甲酸主要是甲醛在高温条件下自氧化生成。甲醛回收塔C-280操作条件为塔压0.55 MPa(g)、塔顶控制温度151 ℃、塔底控制温度160 ℃,故将NaOH溶液加入到温度较高的塔底部溶液内有利于中和甲酸。
在稀碱液输送泵P-238出口管线上设置在线NaOH浓度监测计AH-V238,AH-V238和液碱出料泵P-239出口管线流量调节阀FV-239相连,根据P-238出口液碱浓度高低调整P-239出口液碱流量调节阀FV-239开度,同时,脱盐水流量调节阀FV-238根据液碱出料送泵P-239出口液碱量进行同向同比例调节,以保证稀碱液储槽V-238内NaOH溶液浓度始终稳定在工艺要求的15%。在甲醛回收塔C-280的底部出料管线又设置了出料溶液在线pH值监控计,pH-C280通过流量调节阀FV-280来控制向甲醛回收塔C-280塔底部的加碱量。根据实际操作经验总结,甲醛回收塔C-280底部出料pH值控制在5.5~6时,即可保证甲酸在所要求的工艺控制范围内。当出料溶液pH值升高时,关小稀碱液出料泵P-238出口流量调节阀FV-280,减少甲醛回收塔C-280底部加碱量,当出料溶液pH值降低时,开大稀碱液出料泵P-238出口的流量调节阀FV-280,增大甲醛回收塔C-280底部加碱量以保证甲醛回收塔C-280底部加碱量稳定。工艺流程技术改造见图2。
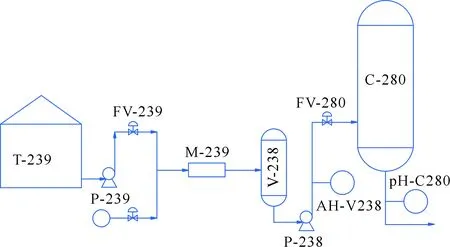
图2 加碱降酸工艺流程简图注:T-239—液碱储槽;P-239—液碱出料泵;FV-239,P-239—出口流量调节阀;FV-238—WP出口流量调节阀;M-239—稀碱液混合器;V-238—稀碱液储槽;P-238—稀碱液输送泵;AH-V238—NaOH浓度监测计;pH-C280—pH值监控计;WP—脱盐水;FV-280,P-238—出口流量调节阀;C-280—甲醛回收塔
4 加碱后可能出现的问题及对策
4.1 加碱量偏低
加碱量偏低(流量过小或浓度过低)会导致甲醛回收塔产生的甲酸没有被完全中和,起不到大幅度降低系统中甲酸的作用,不能达到有效减缓甲醛回收塔附属设备和管道腐蚀的目的。所以当加碱量偏低时,甲醛回收塔C-280底部出料管线上设置的出料溶液pH在线监控计pH-C280显示数值会偏小,此时要根据pH-C280显示数值及时开大稀碱液输送泵P-238出口管线上设置的流量调节阀FV-280,将加碱量调至正常值。
4.2 加碱量偏高
加碱量偏高(流量过大或浓度过高)会导致生成高分子“糖”(高分子多聚物),其被蒸发到填料层中会粘附在填料表面,造成填料流通切面减少,上下填料间阻力增大,填料层出现液泛,塔压差升高,顶部气体带液,整个塔都陷入到紊乱的状态下无法进行正常的操作。所以,加碱量偏高不但不会降低甲醛回收塔采出物料中的甲酸,还会消耗大量NaOH溶液和甲醛。因此,当加碱量偏高时,甲醛回收塔C-280底部出料管线上设置的出料溶液pH在线监控计pH-C280显示数值会偏大。此时,要根据pH-C280显示的数值及时关小稀碱液输送泵P-238出口管线上设置的流量调节阀FV-280,将加碱量调至正常值。
4.3 促进康尼查罗反应
NaOH溶液在中和甲酸的同时也会和溶液中甲醛反应生成甲酸钠,从而损失部分甲醛,减少甲醛回收塔所回收的甲醛数量,但这是不可避免的,因为从化学反应机理上来说,NaOH在中和甲酸的同时又会促进甲醛转化生成甲酸。所以,在日常工艺操作中一定要严格控制好加碱量,在降低甲醛回收塔产生甲酸的同时,根据甲醛回收塔C-280底部出料管线设置的出料溶液pH在线监控计pH-C280显示的数值,尽可能减少甲醛回收塔C-280塔内的加碱量,从而在中和甲酸的同时尽可能降低甲醛NaOH溶液的消耗,使甲醛回收塔C-280回收的甲醛量尽可能多,从而提高三聚甲醛装置运行的经济性。
4.4 甲醛回收塔顶部回收甲醛中钠离子过高
为降低甲酸向甲醛回收塔C-280内加入了NaOH溶液,所以从甲醛回收塔C-280塔顶采出的甲醛物料中会含有钠离子。但如果回收甲醛中含有的钠离子过多,当其进入到三聚甲醛反应器后不但会导致三聚甲醛合成反应副产物增多,降低甲醛转化三聚甲醛的收率,影响三聚甲醛反应器中催化剂的活性导致反应速率降低,同时还会生成过多的甲酸钠堵塞甲醛回收塔C-280填料。根据近一年多的工艺操作实践,回收甲醛中的钠离子应控制在小于0.08%,如果大于0.08%将会影响三聚甲醛反应器运行效率。因此,当分析数据中钠离子的含量大于0.08%时要及时减少甲醛回收塔C-280塔底部加碱量,防止影响三聚甲醛装置的稳定连续运行。
5 加碱后实际效果评价
改造后的系统已实际运行一年多,整个加碱降酸系统和甲醛回收塔C-280运行比较平稳,未出现一例由于甲醛回收塔C-280附属设备和管道被甲酸腐蚀泄漏而引起三聚甲醛装置停车检修的情况。甲醛回收塔C-280加碱前后数据对比情况见表1。

表1 C-280加碱前后数据对比表
注:C-280加碱前后数据对比取统计平均值。
由表1可知,塔底pH值由加碱前的2.3升至加碱后的5.8,塔底甲酸含量明显降低,从加碱前最高1.1%降至加碱后最低0.44%,C-280塔顶甲酸含量从加碱前最高1.05%降至目前0.47%。加碱后明显降低了甲醛回收塔C-280塔底塔顶出料中的甲酸,故能有效降低甲酸对设备和管道腐蚀,同时加碱后甲醛回收塔顶部和底部出料中甲酸钠含量明显升高,这说明碱和甲酸进行了充分反应,加碱能有效去除甲酸。
6 结语
本文通过对三聚甲醛装置中甲醛回收系统在实际运行中出现的甲酸含量偏高导致相关设备和管道腐蚀泄漏的问题进行了认真分析和研究,并利用酸碱中和原理设计了一套加碱降酸系统,通过甲醛回收塔C-280塔底部加入氢氧化钠溶液进行中和甲酸的工艺技术改造措施,有效解决了甲醛回收系统因甲酸高导致设备腐蚀的问题,保证了甲醛回收系统高效、稳定运行,进而保证了整个三聚甲醛装置安、稳、长、满、优运行。
[1] 陈鹏.聚甲醛装置甲醛回收系统技术总结[J].化肥设计,2013,51(1):51-52,55.
