硫磺制酸装置的品质
2018-01-10丁华
丁 华
(兴化宏伟科技有限公司,江苏兴化 225715)
综述与专论
硫磺制酸装置的品质
丁 华
(兴化宏伟科技有限公司,江苏兴化 225715)
硫磺制酸装置的品质体现在环保、安全、持续、经济4方面,增加SO2气浓、提高转化率是减小对环境影响的关键,以吨酸产品排放SO2和酸雾量较为合理。增加尾气洗涤会降低硫酸装置安全性,催化剂装填定额不能反映硫酸装置的先进性,装置的经济性与装置品质并非一定相关。高气浓、高转化率、长周期运行、不加尾气吸收是高品质硫磺制酸装置的标志。
硫酸生产 硫磺制酸 二氧化硫 酸雾 安全 品质
我国硫酸产能超100 Mt/a,而SO2排放只占全国SO2总排放量的0.3%左右。硫的转化率已达到99.9%,在所有工业中是名列前茅的。硫酸工业并非是大气污染SO2的主要来源。
从1746年第一套工业化制酸装置运行以来,硫酸工业已走过了270多年的历程,前半程是湿法制酸,后半程是干法制酸。安全、环保、持续、经济是硫酸工业技术发展的四大主题,最显著的进步就在环保方面。
硫酸技术发展的标志是制酸SO2气体浓度不断地提高,从湿法制酸的φ(SO2)3%到干法一转一吸的φ(SO2)5%,然后是一转一吸加尾气吸收将φ(SO2)提高到8%,二转二吸是φ(SO2)10%,现在是φ(SO2)11.5%~12.0%。随着SO2气体浓度的不断提高,硫酸技术登上了一级又一级台阶,且不断地减轻对环境的影响。
1 环保
1.1 SO2排放
硫磺制酸排放尾气中污染物是未转化的SO2、未吸收及未除去的酸雾。我国GB 26132—2010《硫酸工业污染物排放标准》中表5规定:硫酸工业尾气排放中SO2质量浓度是400 mg/m3(标准状态下的体积,下同)、硫酸雾质量浓度30 mg/m3;在表7中规定硫磺制酸装置吨酸产品基准排气量的上限值是2 300 m3;且在4.2.9条款中规定:若吨酸产品基准排气量超过该上限值,则须将实测的排放浓度换算成基准气量下的排放浓度。但标准中未说明若吨酸产品基准排气量低于该上限值,则也可将实测的排放浓度换算成基准气量下的排放浓度,而基准气量对应的初始φ(SO2)只有8.67%,实际φ(SO2)在10.0%~11.5%,其吨酸产品排气量远低于该上限值。
初始φ(SO2)为8.67%,10.5%和11.5%条件下的尾气排放气量、排放SO2浓度与总转化率的对应关系见表1[1]。

表1 初始φ(SO2)为8.67%,10.5%和11.5%条件下的尾气排放气量、排放SO2浓度与总转化率的对应关系
注:1)尾气排放SO2浓度相等;
2)尾气排放SO2量相等。
由表1可见:尾气SO2排放浓度与总转化率及初始SO2浓度相关。在总转化率相同的条件下,初始SO2浓度越高尾气中SO2浓度越高,但吨酸产品排放SO2量是相同的。相反,如要求尾气中SO2浓度相同,随着初始SO2气浓的升高总转化率必须急剧增加,这时吨酸SO2排放量是大幅下降的。在排放SO2质量浓度为400 mg/m3时,基准气浓的吨酸排放SO2量是0.92 kg;当φ(SO2)增加到10.5%时则只能排放0.74 kg,减少了20%;当φ(SO2)为11.5%时,排放量只能是0.66 kg,减少了近28%。如果允许吨酸排放SO20.92 kg,即基准气浓下尾气ρ(SO2)是400 mg/m3,则初始φ(SO2)10.5%时尾气ρ(SO2)是500 mg/m3,初始φ(SO2)11.5%时对应的尾气ρ(SO2)是558 mg/m3。
总转化率相同吨酸排放SO2量相等,但是随着气浓的提高,转化的难度显著增加。这是因为SO2气浓提高时O2浓度随之下降、平衡线下移[2]。在基准气浓吨酸排放0.92 kg时,SO2总转化率是99.859%,对应的未转化率是0.141%。而“3+1”4段转化每段出口都达到平衡的最大总转化率是99.979%,即最小未转化率是0.021%,折合距离平衡线的推动力是0.120%;当初始φ(SO2)增加到10.5%时,在相同的各段进口温度下距离平衡线的推动力是0.100%,达到总转化率的难度为1.2倍;而当初始φ(SO2)是11.5%时转化难度为1.7倍。如果要求排放SO2浓度相等,那么初始φ(SO2)10.5%时的转化难度就是1.7倍,初始φ(SO2)11.5%时的转化难度上升到3.8倍。该难度仅仅是指化学热力学方面的,加上化学动力学影响,实现总转化率的难度就更大。能够在初始φ(SO2)11.5%的条件下运行,不仅取决于催化剂的进步,特别是含铯催化剂的应用,还包含整个硫酸技术的提高。
国际上,美国环境保护署在1974年规定每生产1 tw(H2SO4)100%硫酸,允许排放2 kg的SO2和0.075 kg酸雾[以w(H2SO4)100%计],要求记录尾气SO2浓度、进转化器SO2浓度、产量以及折算的吨酸气量。目前美国多数州仍采用2 kg SO2的标准,只有少数州将该值降低到1 kg,没有在线监测排放酸雾的要求。美国不对制酸原料进行区分,不限制尾气SO2排放浓度,这为硫酸技术发展提供了广阔空间,特别有益于SO2气浓的提高。
1.2 硫酸雾
通常所说的硫酸雾包含两部分:酸气(气态SO3和气态硫酸)、酸雾。硫酸是挥发性物质,酸液面上有与之平衡的SO3及硫酸,其分压且随酸温升高而增大。据前苏联研究,不同酸温下w(H2SO4)为98.3%硫酸的SO3和气态硫酸气液平衡数据见表2。
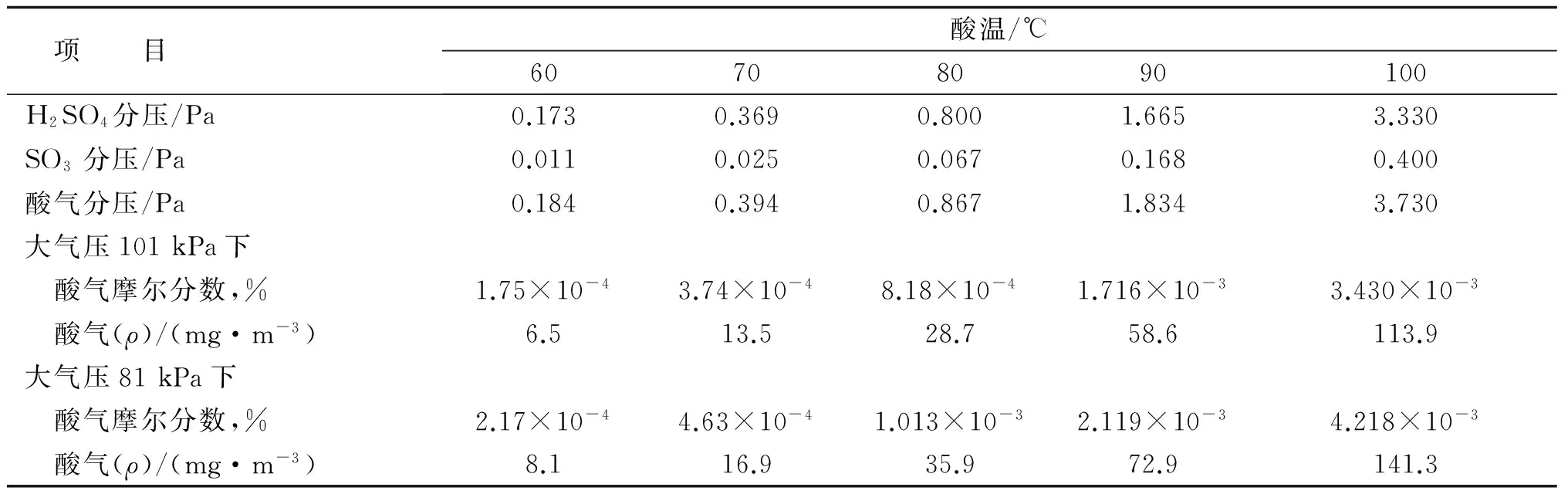
表2 不同酸温下ω(H2SO4)为98.3%硫酸的SO3和气态硫酸气液平衡数据
由表2可见:在70 ℃时SO3和气态硫酸平衡分压之和是0.394 Pa;当大气压力是101 kPa时,二吸塔出口酸气质量浓度是13.5 mg/m3[以w(H2SO4)100%计,下同]。如果硫酸装置在昆明,该数值就升至16.9 mg/m3,增大了25%。吸收塔是气液逆流接触,气体进塔其初始数值远大于此,即使是绝对干性气体进塔也会因酸的受热蒸发而得到水[3]。该数值是与吸收塔进口酸完全平衡的热力学数据,而吸收是不可能达到完全平衡的,实际数值还会大些。酸气是不可能被除雾器除下的,减少酸气量只能靠减少气量。
酸雾分为2种:化学酸雾和机械雾沫,两者不相关、且各自有单独的粒径分布。机械雾沫是由于分酸器分酸及酸在塔中流动过程中产生的,粒径较大容易除去,目前的除雾器基本可以达到100%去除。化学酸雾是气体进塔前或在进塔初期产生的,一旦气温低于露点就产生,且雾粒大小及分布与气体降温速率相关,降温速率越快雾粒越小、数量越多。与进塔气温平衡的SO3及硫酸分压很高,通常气体进塔不是被吸收而是先被冷却降温到平衡分压以下才开始吸收,伴随气体冷却过程的是酸的蒸发、气体中水分增加、露点飙升。减少酸蒸发在于降低传热强度、降低塔底气液温差。塔底气液温差对酸雾的产生非常关键,特别对硫磺制酸装置更是如此。因为转化器进口水分较多,进塔气温的降低是受露点限制的,只能提高出塔酸温、增加出塔酸浓。而提高出塔酸浓又受进塔酸浓的限制,只有降低液气比,既提高了出塔酸温又增加了出塔酸浓。高温吸收技术的实质在于高出塔酸温:低进塔气温、高进塔酸温、低喷淋密度,使出塔酸温、酸浓更高。可见,化学酸雾是露点、气温、酸温三者之间博弈的体现,工艺上主要与塔底气液温差、塔底酸浓以及气体中的水分含量相关。粒径分布既取决于吸收工艺也与具体塔结构有关,0.1 μm数量级的颗粒很多,就目前的纤维除雾器而言,能够除去的比例并不高,出塔气体中的酸雾质量浓度通常在20 mg/m3。
现在生产常用的酸雾分析取样方法是采用6连球,甚至2个6连球:第一个6连球是干棉花、第二个是被水湿润棉花球。酸雾会在干棉花球中被挡下、SO3和气态硫酸与湿棉球中水结合生成酸雾而被挡下;再加上鼓泡通过后续的水洗瓶或碱洗瓶,认为气体中的SO3和气态硫酸以及酸雾被全部拦截下来了,水洗瓶出口气体不带酸性。其实未必如此,吸收塔除雾器出口气体中酸雾粒径很小,除雾器玻璃纤维直径不比棉花丝粗多少、且缠绕得很紧空隙率不比棉花球中大;除雾器未除下来的酸雾棉花球未必能挡下,湿棉球水与SO3生成的酸雾粒径更细,被挡下的概率更小;鼓泡通过水洗瓶时气泡中的酸雾只有撞到液膜才被洗下来,其概率很低。即使欧美国家采用的3级滤块、2级洗涤也未必能够彻底拦下,而环保标准是基于该取样分析方法而制定的。如果采用新的取样分析方法测得的酸雾量有可能远超过该数值,那么环保标准就该相应改变。
美国环境保护署的允许排放酸雾75 g是基于欧美国家气液平衡数据,其酸气平衡分压比表2中的小10 ℃左右,即80 ℃下的SO3与气态硫酸分压总和相当于表2中70 ℃的数据。目前国际上通常采用80 ℃左右的上塔酸温,是基于除雾器出口总酸雾量最少的经验值。减少气量不仅相应减少酸气量而且增大酸雾碰撞几率,因此提高SO2气浓是降低硫酸雾量最有效的手段。
2 安全
硫酸既是挥发性物质又是腐蚀性介质,酸浓越低腐蚀性越大。腐蚀是安全之敌,水是腐蚀之源。从湿法制酸跨入干法制酸,极大地提高了腐蚀控制的有效性,在环保和安全方面都是质的飞跃。
随着进气SO2气浓的提高,焚硫及转化过程中过剩的热量越来越多,移除热量的方式对装置的安全影响很大。即使在干法制酸初期也是采用熔盐来间接移热,转化段间换热设备也都是放在转化器内。后来发现水泄漏到炉气中烟囱会冒大烟,这才改用锅炉、蒸汽过热器以及锅炉给水省煤器直接移热。
这种看烟囱判断装置是否正常运行的方法已超过百年的历史。烟囱冒烟意味着蒸汽或水泄漏、或者酸浓不对,当时是看烟囱来操作的;烟的大小、长短、浓淡出现的次序都是装置异常的症状。
随着SO2气浓提高,一转一吸转化率下降,尾气中SO2增多,后采用增加尾气吸收的方法解决。尾气吸收多数是湿法工艺,有些装置尾气吸收一运行,烟囱就冒烟。这使装置安全的判据立即消失,不能及时发现锅炉、过热器和省煤器泄漏,产生设备报废的大事故增多。70年前的二转二吸工艺迅速被采用,其关键因素是安全。
现在的硫酸浓度测量仪较为准确,但蒸汽或水泄漏还不能准确地在线测量,仍须看烟囱。看烟囱不仅需要且仍然是较为准确的方式,特别在开车时刻。尽管二转二吸装置总转化率已达到99.6%以上,比一转一吸提高了一个数量级,增加尾气吸收后烟囱仍然会冒烟,这已显现出对装置安全的影响。我国不少硫酸装置锅炉报废、省煤器报废都是因为没能尽早发现,已泄漏了几天甚至数月了。因此,尾气吸收是以降低装置安全性为代价,即使是二转二吸工艺,增加尾气吸收后对装置的安全威胁仍然是很大的。
3 持续
硫酸装置两次大修之间的连续运行时间是评价装置品质的重要标志之一,国际上连续运行周期已提高到5年以上。即使对与磷酸配套的硫酸装置,在磷酸装置停车大修期间也不停产或停而不修,因为打开硫酸装置就意味着水的进入、腐蚀增大。
硫酸装置长周期运行除了依靠装备及仪表的可靠性提高、材料耐腐蚀性增强外,催化剂装填量也很重要。6年运行周期的装置初始装填量要比2年运行周期的多得多,但不一定多于2年运行周期装置的初始装填量加上两次筛分后补充的总量。图1是催化剂床层高度与转化率关系的示意。
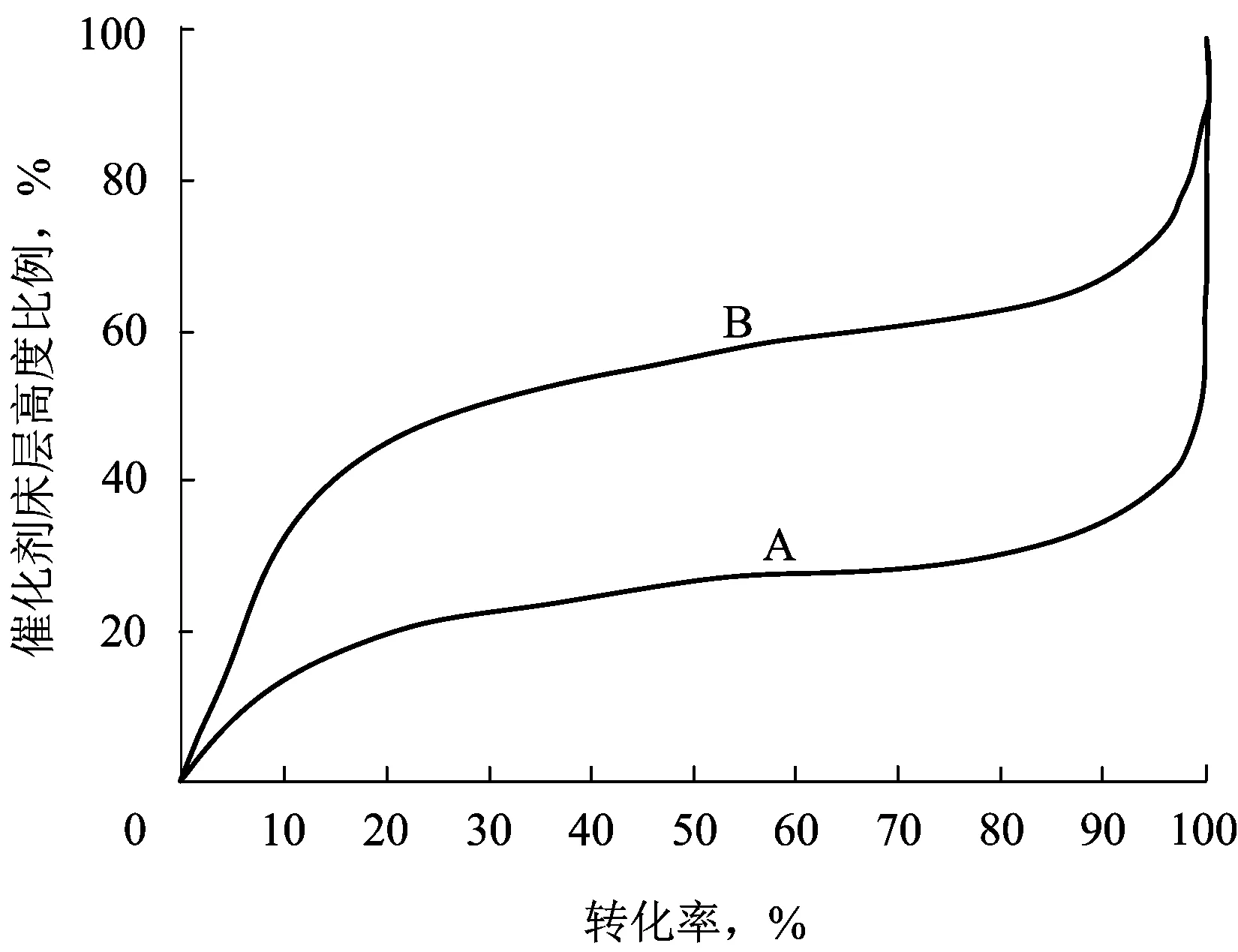
图1 催化剂床层高度与转化率关系
图1中A线是装填初期不同床层高度下的转化率,B线是在相同进口温度下运行周期结束时的转化率,只有达到两个转化率相同才说明初始装填量是足够的。图1可见:A线几乎一半的催化剂都处在床层出口温度下,而钒是挥发性的(温度越高,挥发得越快),因此就希望始终沿B线操作,对于新催化剂通过降低进口温度来实现。适当降低进口温度;转化率反而是提高的。
催化剂装填定额不能反应装置的品质。国际上不用装填定额来评判催化剂或者硫酸装置的优劣,因为催化剂装填量受气浓、总转化率、运行周期三者的影响都很大,此外还受空气质量、硫磺质量、转化器气流分布等因素影响。我国对装填定额和催化剂初始投资的考量,很大程度上缩短了连续运行周期。
4 经济
装置建设投资并不一定是投资越多效益越差,往往相反,是高投入高效益,特别是随着维修人力成本的增加更是如此。在对装置做技术经济评价时,折旧率和大修费用不应该是固定的比例,否则永远是投资越低效益越好。比如6年筛分1次催化剂和6年筛分3次,即使不考虑停产损失,其6年内催化剂的总费用也不低;高硅不锈钢硫酸冷却器及酸管道寿命是阳极保护不锈钢的数倍,且前者运行费用为零;不锈钢换热器也是碳钢换热器寿命的数倍。
硫酸生产是低增值工业,硫酸装置的经济效益是相对的,相同装置在不同的地方其经济效益可以有天壤之别。硫磺制酸有硫酸和蒸汽2个产品,SO2气浓提高蒸汽产率增加,气浓相同热量回收率是基本相同的,差异仅在于进塔气温、上塔酸温及系统保温而已。硫磺、硫酸和蒸汽的价格极大地影响装置的效益,所以装置的经济性不一定对应于装置的先进性。
5 结语
硫磺制酸装置的品质体现在环保、安全、持续、经济四方面,增加SO2气浓、提高转化率是减小对环境影响的关键,以吨酸产品排放SO2和酸雾量较为合理。尾气吸收以降低装置安全性为代价,催化剂装填定额不能反映硫酸装置的先进性,装置的经济性与装置品质并非一定相关。高气浓、高转化率、长周期、不加尾气吸收是高品质硫磺制酸装置的标志。
200多年的硫酸技术发展史就是硫酸装置减少
尾气排放的历史。起初是减少排放直接增加酸产量,现在再想大幅减少尾气量和尾气中SO2及酸雾是很难的。SO2转化是可逆反应,必须保持足够的O2含量才能取得理想的转化率,不像燃料燃烧是不可逆反应、尾气中φ(O2)2.5%已经很高了。即使没有尾气吸收,硫磺制酸的硫回收率也比燃煤锅炉尾气吸收后的硫除去率高。不同的原料、不同的工艺过程,不应该用一个简单的尾气SO2浓度来进行比较。
[1] 丁华.硫磺制酸的二氧化硫浓度[J].硫酸工业,2014(1):4-8.
[2] 丁华.硫磺制酸转化率的影响因素[J].硫酸工业,2013(6):4-7.
[3] 丁华.碟式分酸器在硫磺制酸装置中的应用[J].硫酸工业,2015(6):56-60.
磷石膏100%利用有多远
目前我国磷肥企业基本都采用的是湿法磷酸工艺,这种工艺的副产品之一就是磷石膏,每生产1 t磷酸产生4.5~5.0 t磷石膏。我国的磷石膏主要集中在湖北、云南、贵州、四川、安徽5省,占到全国总量的82.25%。据中国磷复肥工业协会统计,2016年,全行业磷石膏产生量为76 Mt,同比下降5%;磷石膏利用量27.70 Mt,同比增长4.5%。由于资源化利用技术瓶颈,我国磷石膏累计堆存量超过200 Mt。
中国磷复肥工业协会副秘书长王臣表示:“目前,加强磷石膏利用主要需解决三大难题,一是基础性研究问题,这需要国家加大在磷石膏资源化利用上的研究,鼓励相关科研院所、高等院校更多地进行磷石膏应用方面的研究,为磷石膏的利用提供更多可行的出路。二是需要国家加大对磷石膏应用鼓励政策,特别是跨行业的政策支持,给予磷石膏下游行业的建材、水泥等行业一定政策倾斜,鼓励下游企业更多使用和消化磷石膏产品。三是需要相关部门尽快制定磷石膏产品相关标准。磷石膏应用困难,很大一部分原因是缺乏相关标准,导致下游企业对于磷石膏产品不敢用。只有国家出台相关标准,并辅以一定鼓励政策,才能激发更多的下游用户安心、放心使用磷石膏产品。”
此外,多家磷肥企业也呼吁,针对磷石膏利用这一难题,国家应该给予有力度的税收支持。比如,将磷石膏综合利用生产的产品纳入政府采购目录,扩大磷石膏综合利用减免税目录;制定磷石膏“以奖代补”政策,出台相关的激励性措施,鼓励和支持在市政工程、公路交通、保障性住房建设等工程项目中使用磷石膏建材产品及新材料。磷石膏水泥建材的应用当前受运距影响很大,需要有关部门帮助降低磷石膏建材物流运输成本,解决其运输难题,确保产得出、运得出、用得好。
Qualityofsulphur-burningacidplant
DINGHua
(Xinghua Hongwei Technology Co., Ltd., Xinghua, Jiangsu, 225715, China)
The quality of the sulphur-burning acid plant is reflected in environmental protection, safety, sustainability and economy. Increasing the concentration of SO2gas and conversion rate is the key to reducing the impact on the environment. It is reasonable to calculate discharged SO2and acid mist pertonne sulphuric acid. Increasing the exhausted gas scrubbing will reduce the safety of the sulphuric acid plant. The amount of catalyst loading does not reflect the advanced nature of the acid plant. The economy of the device is not related to quality of the plant. Higher gas concentration, higher conversion rate, longer cycle operation and no tail gas washing are signs of high quality sulphuric acid plant.
sulphuric acid production; sulphur-burning acid plant; sulphur dioxide; acid mist; safety; quality
2017-08-04。
丁华,男,兴化宏伟科技有限公司总经理,从事硫及硫酸工业技术的研究和咨询。电话:18020106866;E-mail:dinghua87@126.com。
TQ111.16
B
1002-1507(2017)11-0001-05
(http://www.ccin.com.cn/ccin/9481/9483/index.shtml)
