基于模糊PID的染色机温控系统设计
2017-12-29邵虹帏朱凌云
邵虹帏,朱凌云
(东华大学 信息科学与技术学院,上海 201620 )
基于模糊PID的染色机温控系统设计
邵虹帏,朱凌云
(东华大学 信息科学与技术学院,上海 201620 )
温度是染色过程中最重要的工艺参数之一,如果控制精度不高就容易产生色差、色花现象,影响到织物的染色质量。针对染色机智能控制系统中的温度控制难点,在高温高压气流雾化染色机中采用模糊PID控制算法来改进染机温度控制系统的各项性能,通过对染色机工作过程中吸收与散热之间动态平衡过程的研究,建立相应的数学模型。基于所建立的模型采用传统PID控制算法和模糊PID算法进行对比验证,得出模糊PID算法在染色机温度控制系统中的稳定性和精确性有明显的优势。
染色机 温度控制 动态平衡 模糊PID
在染色机温度控制系统中,染色工艺对温度的变化有特定的需求,不同的染色工艺需要不一样的工艺曲线,因此设计的温度控制器需能够精确控制染缸内染液的温度快速地上升或者下降。通常控制器是通过PID控制来调节染液温度的,但是由于其中存在积分环节,不能很好地使染液温度快速上升或者下降。染色机内染液的容量比较大,存在较大的热惯性,其温度变化系统是一种纯滞后、时变、非线性、参数比较复杂的系统,很难建立精确的数学模型。采用“Fuzzy+PID”复合的控制算法可以很好地解决该问题,模糊控制算法以染色流程中工作人员的操作经验和专家对于控制系统的知识储备为基础,建立相应的控制规则和控制量表,用控制语言来取代定量分析。模糊PID复合控制算法可以实现模糊控制与PID控制的优劣互补,既能利用模糊控制实现良好的动态特性,又能利用PID控制算法达到最佳的静态性能。根据工艺曲线在不同时段的温度变化,可以在模糊控制与PID控制之间来回切换:在温度上升或者下降阶段,温度变化较大时使用模糊控制;温度变化较小时,使用PID控制,这样可以减小系统的稳态误差和提高控制精度。
1 染色工艺流程
染色机的温度控制是工艺流程中重要的一个环节,布料的上染速率,尤其是布料的初始瞬染速率均由染液的温度来调控,因此对染液温度的控制精确度直接会影响到布料的质量。对染液温度的控制主要包括两部分:一是染液温度的上升和下降精度;另一个是整个染缸内温度的均匀程度。针对高温高压气流染色机, 染液温度是指循环染液的温度,每次通过管道的染液量相对较少,所受影响也相对较少,采用染液的快速循环流动就可以解决染缸内染液温度的均匀性。所以染色工艺流程中需要解决的难点是精确控制染液温度的上升或下降。高温高压雾化染色机染缸的温度控制流程如图1所示,染缸的温度主要由热交换器和鼓风机同时调节,热交换器从入水口注入的制热或制冷染液与鼓风机从入气口注入的高速气流在喷嘴口处相遇,并混合形成雾状微细液滴后喷向缸体织物,缸体内的温度受来自热交换器的染液和鼓风机所产生的高速气流影响,同时经过喷嘴形成气雾在缸体染色并带动织物运动。缸体内1个染色周期结束后,染液流经过滤器通过热交换器重新循环利用。
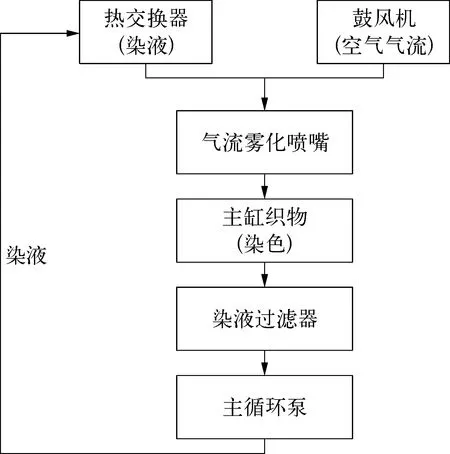
图1 雾化气流染色机工作原理
2 温度控制器设计
温度是染色过程中重要的工艺参数之一,也是自动控制系统中难以控制的参数之一。温度控制的关键是设计1个符合控制对象的温度控制器,在高温高压染色机温度控制系统中,由于染色机染缸的热容量较大,系统存在较大的热惯性,染色机温度系统实际是一种纯滞后、时变、非线性的复杂控制对象,难以获得精确的数学模型,这样也就难以设计最佳的控制器。因此为了方便研究,在不影响染色机温度控制系统的实际工作原理前提下,建立1个易于研究,切合实际的数学模型是必要的。
2.1 控制对象的模型建立
根据上述介绍的染色工艺流程,控制对象的输入是热交换器内蒸汽的流速v,v由热交换器和鼓风机共同调控,输出是染缸内染液的平均温度t,查阅相关染整行业的文献,假设输出蒸汽为160℃的饱和蒸汽,输送管道蒸汽的恒定流速为2 m/s,蒸汽阀门的开度为f0,最大为100%,则:
(1)
蒸汽在圆形直管内做强制湍流时管道会吸收一部分热量,管道内的传热系数α0为
(2)
式中:λ——导热系数;d0——管道内径;ρ——流体密度;μ——流体运动黏度;cp——比热容;当蒸汽经过管内被冷却时n取0.3,当冷水在管内被加热时n取0.4。
在染色机中的染液和鼓风机中的空气气流自然对流时也会损失一部分染液的热量,染液的传热膜系数α1为
(3)
式中:C——液体同时加热面材质组合的关系系数;d1——管道外径;β——常数,由蒸汽和冷水的比热容和流量所决定;g——重力加速度;Δt为蒸汽和冷水的温差;C和n主要由气泡葛拉晓夫数Gr和液体的普朗特数Pr的乘积GrPr的范围确定;n为常数。
综上所述染液的总传热系数α总由两部分决定:一是管道内的α0,另外一部分是管道外自然对流的α1,因此染液的α总为
(4)
式中:R=热流体的冷却度/冷流体的加热度;b——管道的壁厚。
使用待定系数法,求解染液的α总,给定1个恒定的温度,输入取不同的v值代入求出α总;然后给定1个输入量v,取不同的物性参数求取α总,最后得到α总与t及v(v取0~2 m/s)的近似表达式为
α总=(1 030+1.18t)(1+0.11v)
(5)
通过上述分析可知:在系统工作时,染缸外壁的温度要高于环境温度,染液的热量损耗主要是以对流和辐射两种联合方式散失于周围环境中,热损失量用对流-辐射联合传热系数方法估算,即:
Qw=αtSw(tw-t0)
(6)
Qw=8.55(t-25)+0.005(t-25)2
(7)
忽略最后一项,可近似为:
Qw=8.55(t-25)
(8)
控制对象在任意时刻,染液一边吸收蒸汽热量,同时有小部分热量由对流-辐射两种联合方式散失于周围环境中,假设染色机染缸的载重为1 500 kg,根据能量守恒定律,则控制对象的数学模型的微分方程如式(9):

(9)
建立控制对象后,便是设计控制器,由控制对象模型可知,高温高压气流雾化染色机的温度控制模型是一个非线性、参数比较复杂的系统。在染色过程中,主要是控制染缸内染液的温度执行1条按时间变化的工艺曲线如图2所示,所以控制器的作用就是在给定输入的情况下调节染缸内染液的温度按照给定的温度曲线变化,这样才能达到染整所需要的工艺效果。

图2 染色工艺曲线
染色阶段的温度工艺公式:
(10)
式中:f(tm)——在tm时刻染色机缸内的温度;ti(i=1,2,3,4)——某时刻的临界温度;k——某时刻温度升高或者下降的速率,一般取0~2 ℃/min,这样温度变化不至于过快影响染色效果。
2.2 温度控制器设计
根据上述的分析及建立的模型可知,在高温高压气流雾化染色机中,温度具有非线性、强耦合、时变和大迟滞等特性。传统的PID 控制方法结构简单、工作稳定、鲁棒性较强,但是对于静态与动态性能之间的矛盾、环境温度的变化及空间热源干扰等方面的影响还未能很好地加以解决。近年来模糊控制技术在这方面提供了新的解决方法,并逐渐被应用于实践中。因此,可以采用模糊控制和PID控制算法相结合的方法来设计温度控制器。
模糊控制系统的理论基础是模糊集合论、模糊语言变量和模糊逻辑推理,它是一种具有反馈通道的闭环结构控制技术。其组成核心是智能型的模糊控制器,模糊控制系统的基本结构与原理如图3所示。
模糊控制器通常由精确量的模糊化、模糊控制算法和解模糊3部分组成。模糊控制不依赖于精确的数学模型,是在总结操作经验基础上依据系统的动态信息和模糊控制规则进行推理获得控制量的一种控制方式,是一种非线性控制。模糊控制器主要包括以下4部分:
1) 模糊化。模糊化的主要作用是选定模糊控制器的输入量,并将其转换为系统可识别的模糊量,具体包括:对输入量进行满足模糊控制需求的处理;对输入量进行尺度变换;确定各输入量的模糊语言取值和相应的隶属度函数。实现模糊化有多种不同的方法,使用较多的是单值化,它将输入量ζ转化为1个二值的或具有式(11) 所示隶属度的确切单变量模糊集。
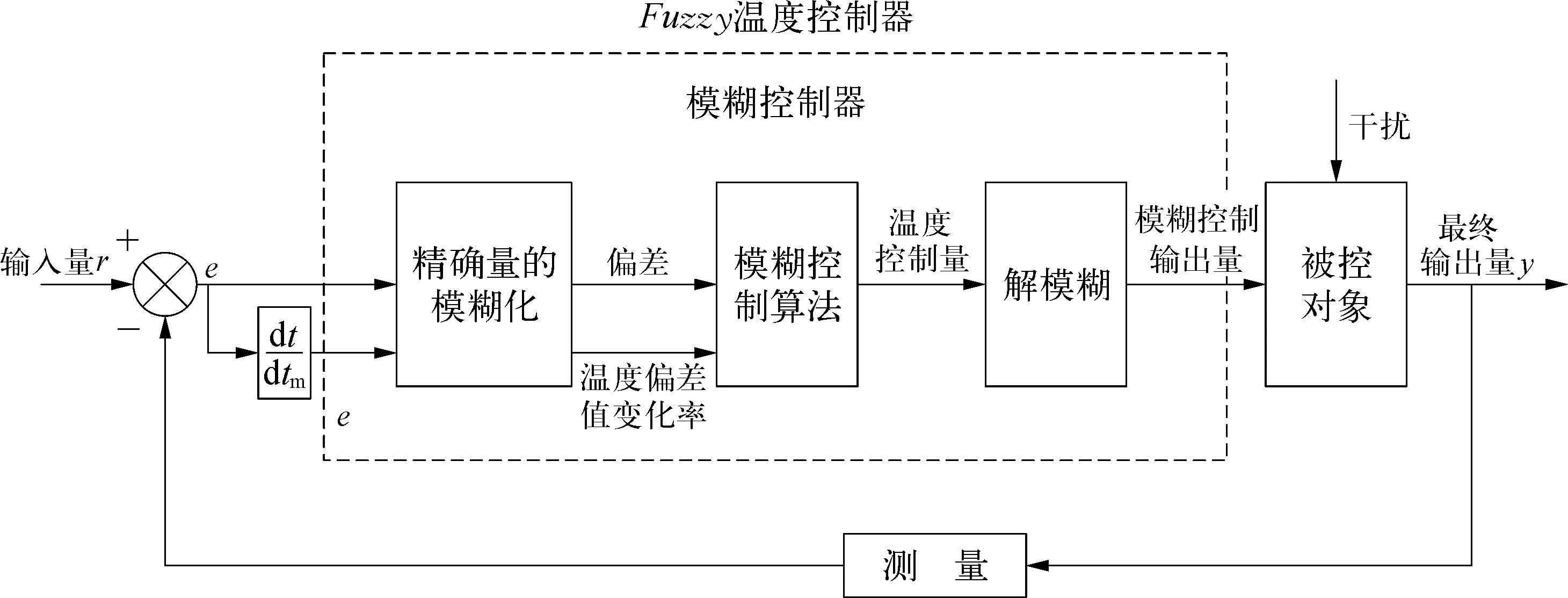
图3 模糊控制系统结构示意
(11)
2) 模糊规则库。根据人类专家的经验建立模糊规则库,模糊规则库包含众多控制规则,是从实际控制经验过渡到模糊控制器的关键步骤。模糊规则库主要是由资料库及规则库组成,用以描述控制系统的领域知识。资料库中存放的是输入输出模糊语言变量及其隶属函数资料。规则库是一组以 IF-THEN 的形式表达系统输入与输出的关系,包含语言变量所描述的一系列模糊控制规则。
3) 模糊决策。 运用模糊数学理论对模糊控制规则进行推理计算,从而根据模糊控制规则对输入的一系列条件进行综合评估,以得到1个定性的用语言表示的量,即模糊输出量。模糊推理机是模糊控制器的核心,它具有模拟人的基于模糊概念的推理能力。目前模糊推理有十几种方法,大致分为直接法和间接法两大类。目前常用的有Zadeh的模糊推理算法和Mamdani的模糊推理算法。
4) 解模糊化。 将推论完成的模糊输出量,经过运算转换成实际系统能用于控制的清晰量。首先将输出的模糊控制量按照一定的规则变换成为同一论域内的1个精确量,然后对这个精确量进行尺度变换变成实际的控制量。
本文采用Mamdani推理型模糊控制器,控制器为双输入、单输出结构。控制器的双输入为给定的染液温度值与采样值的偏差E和温度偏差值的变化率EC,单输出为温度控制量U。它们的论域均为{PBPMPSZONSNMNB}(PB——正大,PM——正中,PS——正小,ZO——零,NS——负小,NM——负中,NB——负大)。
温度控制器的控制原则:当E较大时,U的变化应使E减小为目的;当E较小时,应该适量减小E。例如:当E为正大或者正中时,如果EC为正,说明E正在不断增大,为了使E迅速减少,应将U迅速减少,取负大。当E为正、EC为负, 说明系统本身已经有减少E的趋势, 为尽快消除E且又不超调, 应取较小的U。设系统采样周期为15 s,由于高温高压气流雾化染色机在运行时,总会受到蒸汽温度、压力波动等的影响,所以在仿真时加入了随机干扰信号和常数干扰信号。输入量的域x的范围是[-6,6]。根据E和EC当前值为依据来调整控制量,U作为输出的控制量,分别给E和EC乘以0.6 min/℃和6 min/℃,将其处理为同一的论域元素,输入量和输出量的隶属函数如图4所示。

图4 输入量和输出量隶属函数曲线
利用专家经验和染色工艺的相关资料库可以使用模糊语言归纳手动制订控制策略,建立模糊控制器的控制规则。模糊条件语句见表1所列。 其控制规则如下:
1) IFE=PBandEC=PBTHENU=NB;
2) IFE=PBandEC=PMTHENU=NB;
3) IFE=PBandEC=PSTHENU=NM;
...
49) IFE=NBandEC=NBTHENU=PB.
由模糊推理得出控制量的隶属函数如图5所示。
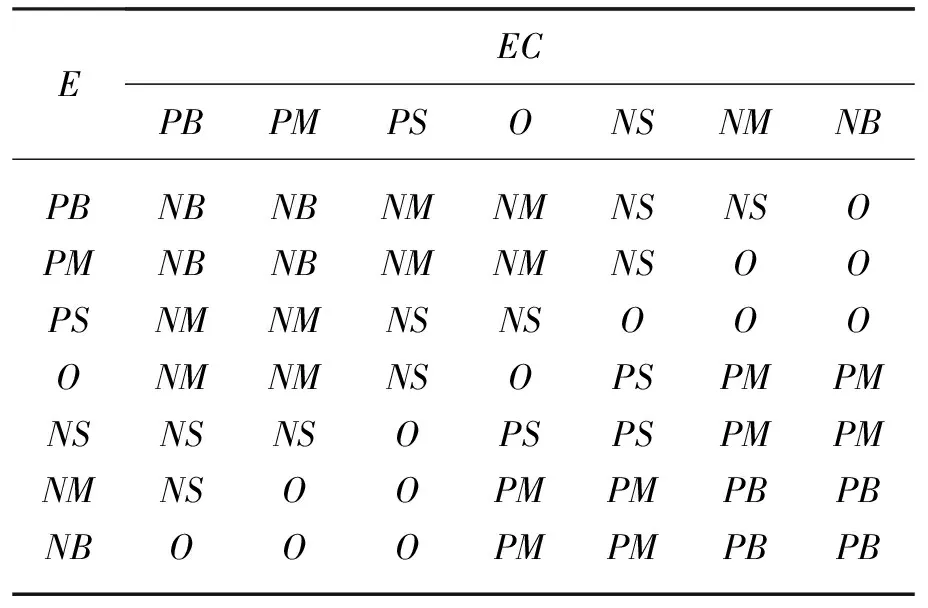
表1 模糊控制器控制规则
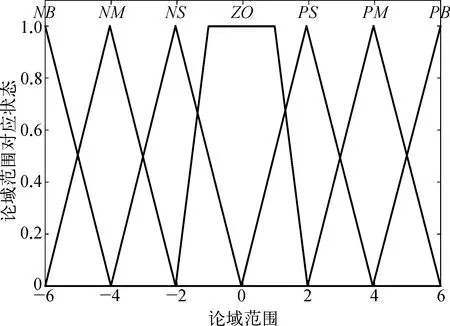
图5 输出量(控制量)隶属函数曲线
2.3 结果分析
对采用传统PID算法的控制器与本文设计的模糊PID算法设计控制器进行仿真比较,从图6中可以清晰地看到与PID控制相比模糊PID控制反应时间快,上升时间约为1.8 s,并且能快速达到稳态值,最大超调量约为5%,稳态误差为2%,而PID算法控制器效果远不如模糊PID控制器效果。因为模糊PID算法是将模糊控制与PID结合在一起,用过程的运行状态来确定PID的控制器参数,用PID算法来确定控制作用。当温差较大时采用模糊控制,响应速度快,动态性能好;当温差较小时采用控制,使其静态性能好,满足了系统精度要求。
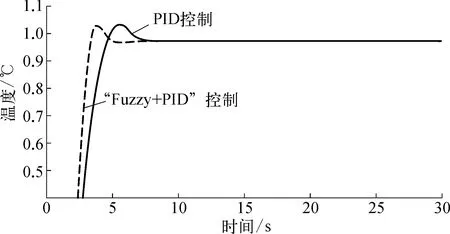
图6 阶跃响应曲线
3 结束语
本文主要研究了在高温高压气流雾化染色机的温度控制系统中采用模糊PID的复合控制方法来实现对染色机染色过程中温度的控制。根据实际的工艺要求,在工艺曲线处于上升或下降阶段采用Fuzzy控制,在保温阶段,当温度偏差小于1 ℃一段时间后采用PID控制直至下一个上升或下降阶段。这样使得系统具有良好的动态响应和静态性能,防止在保温阶段由于温度上下波动而引起染色不均。但是,模糊控制模型需要利用专家的先验知识进行近似推理,其模糊模型一旦建立很难适应变化的情况,并且模糊控制所依赖的控制规则往往依赖于专家经验,专家经验的正确与否直接影响温度控制效果。所以模糊PID控制算法在染色机温度控制中虽然可以起到很好的控制效果,但是缺乏在线自学习的能力,一旦环境温度发生变化,其控制效果就会下降,系统达到稳定的时间也相对较长,稳态精度也相对较差。因此,可以考虑采用神经网络去构造模糊系统,形成模糊神经网络控制器(FNNC),根据输入输出样本自动生成和调整模糊系统的设计参数,提高系统的自学习和自适应能力。
[1] 胡玉汞.基于PLC的中样高温染色机控制系统的改造[J].染整技术,2008,14(09):90-92.
[2] 杨卫东.高温高压染色机控制系统研发与开发[D].南京:南京理工大学,2006.
[3] 吴楚珊.高温高压气流雾化染色机控制方法研究[D].广州:华南理工大学,2011.
[4] 谢水英.新型染布机综合控制系统设计[D].重庆:电子科技大学,2009.
[5] 郭清华.基于模糊控制的染色机温度控制系统的实现[J].毛纺科技,2006(12):43-46.
[6] 沃晓丹.染色机温度控制系统设计[D].哈尔滨:哈尔滨理工大学,2013.
[7] 杨壮豪.新型溢流染色机控制系统[J].机电工程,2008,25(01):63-65.
[8] 陈立秋.染整工业自动化[M].北京:中国纺织出版社,2005:205-230.
[9] 邓朝霞.电炉炉温模糊控制系统研究[J].机械与电气,2006,1(01):65-68.
[10] Fang Kangling, Shen Zhongjie.A Neural-fuzzy Control in Resistance Furnace[J].IEEE Intelligent Processing System,1997,35(16):200-204.
[11] CHIN Tenglin,CEORGE Lee C S.Neural-network Based Fuzzy Logic Control and Decision System[J].IEEE Transaction on Computer,1991,40(12):1320-1336.
DesignofTemperatureControlSystemforFuzzyPIDBasedDyeingMachine
Shao Hongwei, Zhu Lingyun
(College of Information Science and Technology,Donghua University, Shanghai, 201620, China)
s:Temperature is one of the most important process parameters in dyeing process.If the control accuracy is low, it is easy to produce chromatic aberration and dyeing defect.Quality of dyeing fabric is influenced and becomes poor.To the key technical problems of temperature control of intelligent control system for dyeing machine, fuzzy PID control algorithm is adopted to improve performances of temperature control system in high temperature and high pressure airflow dyeing machine.Through study of dynamic balance process of heat absorption and loss in dyeing machine operation, a corresponding mathematical model is established.Based on established model, the result with traditional PID control algorithm and fuzzy PID algorithm are compared and verified.It is concluded fuzzy PID algorithm has obvious advantages in stability and accuracy of dyeing machine temperature control system.
dyeing machine; temperature control; dynamic balance; fuzzy PID
稿件收到日期:2017-07-24,修改稿收到日期2017-09-15。
邵虹帏(1993—),男,在读硕士研究生,主要研究方向为智能控制及其检测。
TP273
B
1007-7324(2017)06-0028-05