CM节点埋弧横焊试验及应用
2017-12-29马春梅郑小慧毛文全江泽新
马春梅, 李 豹, 郑小慧, 毛文全, 江泽新
(广船国际有限公司, 广东 广州 511462)
CM节点埋弧横焊试验及应用
马春梅, 李 豹, 郑小慧, 毛文全, 江泽新
(广船国际有限公司, 广东 广州 511462)
讲述采用埋弧横焊方式焊接船体CM(Construction Monitoring)节点。使用不同直径的埋弧焊丝进行试验,从工艺性能及力学性能方面进行讨论。结果表明,采用Φ4.0 mm的焊丝进行埋弧焊,工艺性能较好,力学性能亦能满足船级社LR和DNV规范要求。将埋弧焊方法与传统半自动CO2气体保护焊焊接方法进行应用对比得知,埋弧焊能够有效提高焊接质量及综合工作效率。
CM节点;埋弧焊;质量;工作效率
0 前 言
船舶在航运和装载时,局部结构会产生较大的应力,而产生的应力必须得到有效地传递和释放,因此该关键区域的结构节点必须得到严格监控,此种节点即为CM(Construction Monitoring)节点。在船舶建造过程中,存在着如壁墩分段斜板与底部分段平台板形成的CM节点、舭部分段内壳斜板与底部分段平台板形成的CM节点,对这些CM节点的焊接控制有严格的要求,不仅要求全熔透且100 %探伤合格,而且必须将整条焊缝打磨光亮。目前CM节点焊接基本上采用传统的半自动CO2焊接方法,对焊工的焊接技能要求较高,但焊缝质量不稳定、工作效率较低。针对该问题,特开展使用埋弧焊方法对CM节点进行试验和应用。
1 初步焊接工艺试验
1.1 试验材料及坡口形式选择
根据船体接头CM节点的布置情况,初步试验采取的坡口形式如图1所示,焊接位置为横焊位置。
1.2 试验参数
对上述坡口采用CO2焊接与埋弧焊组合方法进行试验,第1面采用半自动CO2焊接方法,第2面反刨清根后采用埋弧焊方法焊接。埋弧焊分别采用Φ3.2 mm,Φ4.0 mm,Φ5.0 mm的埋弧焊丝进行焊接试验,其试验参数如表1所示。经试验得知,这3种直径规格的焊丝焊缝成形差别较小。Φ3.2 mm的焊丝熔敷量比较少,焊道相应较多,焊接效率低;Φ5.0 mm焊丝挺度较大,送丝不流畅,操作性不好;相比之下,Φ4.0 mm焊丝工艺性能比较理想,效率高,后续采用Φ4.0 mm焊丝进行工艺评定。
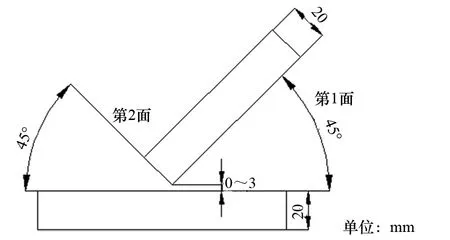
图1 试验坡口节点图

表1 不同规格焊丝焊接参数
2 焊接工艺评定
2.1 评定方案
工艺评定采用的坡口角度为45°,坡口节点如图1所示,材质为EH 36,2块板厚度为25 mm。埋弧焊焊材采用焊丝H-14配焊剂S-707T。
焊接完成后进行100%探伤、焊缝及热影响区的冲击性能、全焊缝圆棒拉伸、硬度试验和宏观金相等检测。
2.2 试验参数
对CM节点采用半自动CO2焊接与埋弧焊组合方法进行焊接,第1面采用CO2焊接方法,第2面反刨清根后采用埋弧焊方法焊接,并适当提高焊接电流。相关埋弧焊焊接参数如表2所示。

表2 埋弧焊焊接参数
2.3 探伤及力学性能试验
(1) 冲击试验。经100%探伤合格后,对焊接接头、焊缝中心、熔合线及熔合线+2进行-20℃冲击性能试验,得到试验结果如表3所示。从表3中可以得知,焊缝中心、熔合线、熔合线+2平均冲击值分别为125.2 J,192 J,255.3 J,满足最低值34J的冲击要求标准。

表3 焊接接头冲击韧性
(2) 焊缝拉伸试验。进行一个全焊缝圆棒拉伸试验,得到数据如表4所示。从表4中可知:屈服强度为479 MPa,满足最低375 MPa的规范要求;抗拉强度为580 MPa,满足490~660 MPa的规范要求;断后伸长率为30.5%,满足最低22%的规范要求。
表4 全焊透拉伸试验
(3) 硬度试验。根据图2进行维氏硬度试验,得到试验数据如表5所示。从表5中可知,维氏硬度最大值为222,满足最大值不超过350的要求。
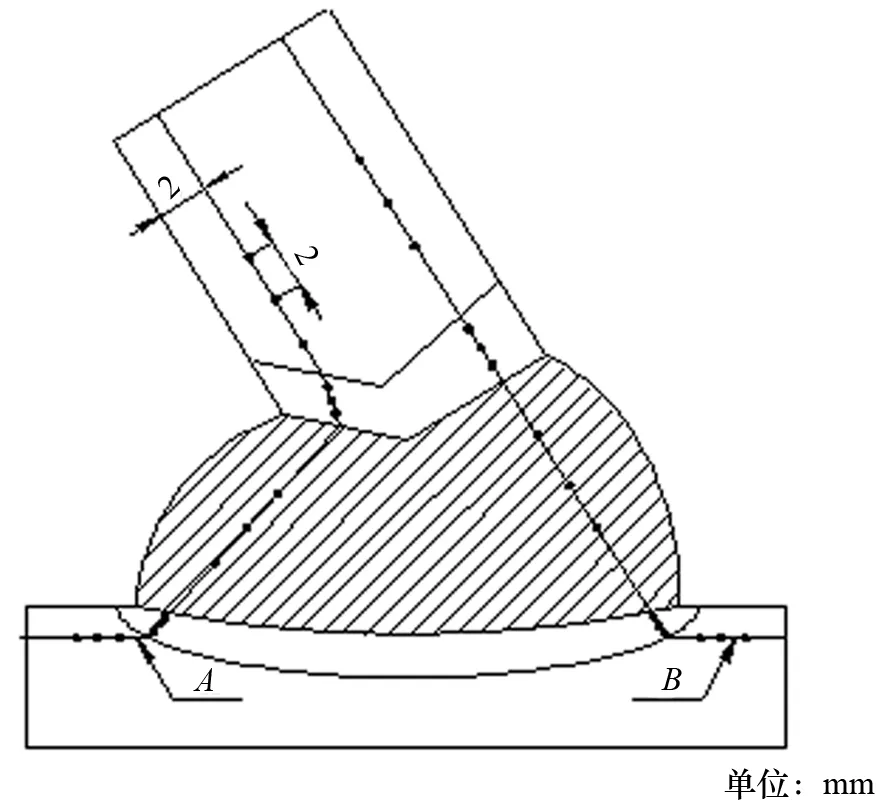
图2 硬度试验示例

表5 HV10硬度试验结果
(4) 宏观金相试验。对焊缝接头进行宏观焊接缺陷检查,未发现有肉眼明显可见的焊接缺陷,如图3所示。

图3 宏观焊接缺陷检查
3 现场应用
将埋弧焊横焊焊接CM节点的方法在实船应用后,经对比发现相对于半自动CO2气体保护焊,焊接道数减少了1/2,施工准备、焊接、焊后返修打磨等总共所需施工工时降低了40%,整体效率得到提高。
在质量上,埋弧焊横焊方法断弧点少,整体焊缝均匀,表面成形美观,且打底熔深大,极大地避免了打底未熔合,且经过表面探伤,基本未发现点状及线状缺陷,避免了半自动CO2气体保护焊焊接质量的不稳定性,有力地保证了CM节点焊缝在后续船舶运营中的质量可靠性。
4 结束语
通过采用不同直径规格的埋弧焊丝进行CM节点埋弧焊试验,根据工艺性能及力学性能要求选择合适规格的焊丝进行工艺评定及现场应用,得出以下结论。
(1) 对CM节点采用埋弧焊方法进行焊接时,使用Φ4.0 mm的埋弧焊丝在取得良好工艺性能的同时,能满足船级社的相关力学性能规范要求。
(2) 对CM节点采用埋弧焊方法焊接,相对于传统的半自动CO2焊接方法,在焊接质量稳定提高的同时有效地提高综合工作效率。
[1] 阎焱,钱振华,李美娟,等.船舶建造关键区域结构节点精度控制中的卡板设计和应用[J].船海工程,2015,44(2):1-5.
TestandApplicationofHorizontalPositionSAWWeldingonCMNode
MA Chunmei, LI Bao, ZHENG Xiaohui, MAO Wenquan, JIANG Zexin
(Guangzhou Shipyard International Co., Ltd., Guangzhou 511462, Guangdong, China)
The Submerge Arc Welding(SAW) on CM node is described. The test of SAW with different diameters is carried out, and the technological and mechanical properties are discussed. The results show that the SAW with the diameter of 4.0 mm not only gets good processing properties but also meets the mechanical properties requirement of classification society LR and DNV. The SAW procedure is compared with FCAW procedure, which shows that the SAW procedure can improve the welding quality and working efficiency.
CM node; Submerge Arc Welding(SAW); quality; work efficiency
广州市科技计划项目:极地凝析油船船体关键焊接技术研究(编号:201604046026)
马春梅(1993-),女,助理工程师,主要从事焊接专业工作
1000-3878(2017)06-0088-03
U671
A
造船技术
2017年(总第335期~340期)总索引
技术与经济发展综述
船用LNG双燃料发动机的技术发展及应用现状
(1-1)
现代水面无人艇技术
(2-1)
船舶功能性总段建造技术
(2-7)
船舶区域化建造技术关键问题分析
(2-10)
深化托盘设计 发挥托盘管理
(2-12)
破冰船技术发展现状分析
(3-1)
基于BP神经网络的船舶建造技术评价模型及仿真
(3-5)
船舶智能制造标准体系构建
(3-8)
超长混凝土结构在船坞工程中的应用
(3-15)
层次分析法在高处坠落事故中的应用
(3-20)
基于二维码自动识别的海工设备调试管理技术
(4-1)
FPSO改装工程建造设施需求和改造实例分析
(5-1)
基于任务包的造船生产资源配置
(5-6)
精度造船管理系统的应用
(5-12)
船舶科研项目档案管理面临的问题及对策
(5-16)
超大型集装箱船用止裂钢现状
(5-18)
基于随机决策理论的高能效江海直达船型论证
(6-1)
构建工法创新体系对建设智慧船厂的促进作用
(6-6)
航迹控制系统中的精度控制方法验证
(6-13)
电力推进应用于我国渔船的适用性分析
(6-19)
研究与设计
风帆阵列气动干扰特性数值分析
(1-6)
船用隔振结构的实验室振动响应模拟试验系统设计
(1-12)
基于有限元法的全回转吊舱壳体结构分析及优化
(1-18)
基于稳健最小二乘圆拟合的耐压壳体初挠度测量方法
(1-23)
海上过驳平台全船强度计算及基座结构加强方案
(1-27)
螺旋桨基本设计与图谱应用
(1-34)
基于子模型细化分析的VLCC底边舱上折角半档肘板选型
(2-16)
基于RecurDyn船用低速柴油机正时链传动的仿真与分析
(2-23)
基于FLUENT CFD的椭圆形水下滑翔器伯努利方程验证
(2-28)
海洋综合试验船舵系设计
(2-35)
舱壁保温层对深潜器舱内温度的影响
(3-24)
基于ANSYS/LS-DYNA的船冰碰撞数值分析
(3-30)
带限位器的冲击隔离器刚度计算模型
(3-34)
斜平面姿态角的计算和测量
(3-39)
带限位器的隔振系统抗冲击性能分析
(4-5)
基于NSGA-Ⅱ的长江过闸散货船船型论证
(4-9)
线加热实现枕型船体外板成形的弹性有限元分析
(4-14)
高能球磨电气石红外辐射特性
(4-18)
应用于船舶型材套料的遗传算法关键技术
(4-24)
系泊设备下结构加强的安全性设计
(4-28)
浮式风机系泊区域局部强度分析
(4-35)
基于CFD方法对摆线推进器水动力性能的数值预报
(5-22)
基于全船有限元建模直接计算法的3 800 TEU集装箱船总体强度分析
(5-29)
变重心潜器操控性能
(5-33)
基于MSC.Fatigue的30万t原油运输船疲劳强度分析
(5-37)
Excel宏编程在浮船坞最大沉深计算中的应用
(5-44)
基于DES模型的变截面圆柱绕流数值模拟
(6-23)
基于传递矩阵法的渔船推进轴系回旋振动计算及程序开发
(6-27)
2 339 TEU支线型集装箱船设计特点
(6-33)
船体与舾装
BT 3500支持平台钻井包模块划分与结构创新
(1-44)
计算机辅助管材套料系统的开发
(1-48)
船用耐火电缆的选用
(2-38)
艉轴架照光法环氧浇注安装的工艺
(2-42)
大型液化气船船体结构生产设计优化方案
(2-47)
基于有限元法的内河油船货舱段结构强度计算
(3-43)
大型液化气船建造监控点精度控制
(3-48)
LW3-1项目超大型深水导管架总装技术
(3-54)
基于虚拟仪器技术的船舶舱室温度监测系统设计与开发
(4-40)
27 500 m3LNG 船电站管理系统
(4-46)
韩国船舶巨型总段建造工艺
(4-50)
以总段为中间产品的现代造船模式
(5-49)
85 000 m3VLGC船再液化单元安装技术攻关与效率提升
(5-55)
集装箱船抗扭箱区域舾装开孔及加强方案
(5-60)
船舶舾装生产设计图纸视图布局优化
(5-66)
集装箱船货舱段总组方式
(5-73)
基于扭转模块的新型板材滚弯加工方法
(6-39)
超大型油船泵舱透平总段安装工艺
(6-43)
大型船舶总段建造重量重心控制技术
(6-48)
某大型LNG船机舱通风系统设计和建模
(6-52)
冷态反敲法在舰船艉轴校直中的应用
(6-57)
设备与设施
船用可倾瓦推力滑动轴承监测试验台的研制
(1-53)
适用内河大水位差地区的移船、下水设施设计创新
(1-58)
海洋石油平台电伴热系统设计
(1-65)
模块SPMT小车装船关键技术及风险分析
(2-52)
船舶系泊设备安装阶段前移方案
(2-58)
某新型船主推进系统安装工艺革新
(2-60)
船舶快速搭载新型工装——数控脚手架
(3-59)
船舶靠泊防撞装置结构设计
(3-64)
延长智能负载箱使用寿命
(3-67)
一种新型浮船坞锚泊锚碇的设计和施工方法
(4-56)
连续加砂型喷砂机的研究与应用
(4-65)
场地受限条件下的高桩码头加固改造施工工艺
(4-68)
速降模式双机并车原理解析及应用验证
(4-72)
64 000 t散货船组合节能装置节能效果分析
(6-60)
焊接与切割
钛管手工氩弧焊接工艺
(1-67)
厚板止裂钢EH47BCA焊接工艺标准
(2-64)
船舶曲面板列焊接自动化
(2-68)
薄板船体结构焊接失稳变形的数值分析进展
(2-73)
全位置焊接小车的研究与应用
(2-79)
数控切割机大型钢结构件生产工艺的改进及应用
(2-84)
船舶典型板架结构机器人焊接系统
(3-72)
从设计角度谈大线能量焊接用钢的应用
(3-76)
LNG船舶用因瓦合金可焊性试验法
(4-79)
主板切割误差补偿优化及运用
(5-76)
超大型液化气船用09Mn2VDG低温钢管单面焊双面成型焊接工艺
(6-65)
船体标记焊接机器人应用
(6-68)
克令吊筒体与基座焊接工艺
(6-73)
涂装与防腐
基于FLUENT的冷喷涂Laval喷嘴优化设计
(5-80)
基于三维模型的涂装生产管理信息完整性设计技术
(5-85)
数字化与信息技术
船体零件工艺信息可视化校验方法
(1-71)
管子加工车间工艺设计软件系统关键技术
(1-77)
基于NAPA二次开发的船舶破损控制文件编制
(1-83)
AutoCAD .NET API在机械零件标准化设计中的应用
(1-89)
船厂胎位计划的信息化管理
(2-87)
面向船舶间无线激光通信的激光束位置稳定技术
(3-81)
基于SEA的沿海高速客船声振预报与控制
(3-88)
基于B4A平台的造船测量APP开发与应用
(4-82)
基于Tribon系统的船体剖面生成程序开发
(4-87)
船用吊艇架的数字化设计制造及仿真
(6-78)
造船企业能源管理系统总体设计
(6-82)
试验与检验
超声波无损检测检查法在TMCP板中的实际应用
(5-90)
CM节点埋弧横焊试验及应用
(6-88)
2017年总目次
(6-91)
