超大型液化气船用09Mn2VDG低温钢管单面焊双面成型焊接工艺
2017-12-29郑先波
郑先波
(上海江南长兴重工有限责任公司, 上海 201913)
超大型液化气船用09Mn2VDG低温钢管单面焊双面成型焊接工艺
郑先波
(上海江南长兴重工有限责任公司, 上海 201913)
为实现09Mn2VDG低温钢管首次在超大型液化气船上使用,对09Mn2VDG低温钢管开展GTAW+FCAW单面焊双面成型对接焊工艺研究。根据83 000 m3LPG船设计需要,结合09Mn2VDG低温钢管材特性,研究其焊接方法、焊接材料、焊接工艺参数。通过对焊接接头进行无损检测和各种力学试验验证,该焊接工艺满足船级社规范要求。经实船使用,该工艺质量稳定,经济效益显著。
超大型液化气船;09Mn2VDG低温钢管;GTAW+FCAW;单面焊双面成型对接焊
0 引 言
上海江南长兴重工有限责任公司承建的83 000 m3LPG船是国内先进的超大型全冷式液化气船(Very Large Gas Carrier, VLGC),全系列船共8条,入级英国劳氏船级社(Lloyd’s Register of Shipping, LR)。该船总长226 m,型宽36.6 m,型深22.2 m,有4个独立A型液货舱,总舱容约为83 000 m3,液货舱装载液化气的最低设计温度为-50℃。该船液货系统管路采用316L不锈钢管;部分尺寸的管子考虑成本因素而采用低温钢管09Mn2VDG,该钢管最小规格Φ48 mm×5.5 mm,最大规格Φ355 mm×16 mm。低温韧性是评价低温钢管性能的重要指标。09Mn2VDG低温钢管主要用于-45 ℃以下的低温压力管路,其焊接的主要问题是焊缝和熔合区晶粒粗化,产生过热组织从而引起韧性下降[1]。 09Mn2VDG低温钢管首次在船舶工程中使用,由攀钢集团成都钢钒有限公司生产,母材本身和焊接工艺需要满足LR及《散装运输液化气体船舶构造和设备规则》(以下简称《IGC规则》)要求。本文以规格为Φ355 mm×16 mm的低温钢管5G焊接位置为例,采用单面焊双面成型工艺,选择合适的坡口型式、焊接材料、工艺参数,通过试验验证焊接接头性能符合有关规范要求。
1 低温钢管
09Mn2VDG符合GB/T 18984-2003《低温管道用无缝钢管》要求,以Φ355 mm×16 mm规格为例,交货状态为正火钢,其典型化学成分如表1所示。09Mn2VDG典型力学性能如表2所示。

表1 09Mn2VDG的化学成分 %

表2 09Mn2VDG的力学性能
2 焊接方法
09Mn2VDG低温钢的焊接方法一般采用氩弧焊打底、手工电弧焊盖面的氩电联焊工艺[2]。根据LR和《IGC规则》要求,除常规的外观、拍片、拉伸、弯曲检查外,冲击韧性应满足在-55℃冲击温度下平均冲击值达到27 J。为满足低温钢管焊接低温韧性要求,考虑原材料复验得出正火状态交货的09Mn2VDG冲击裕度不大,因此必须采用低热输入量。同时考虑低温钢管的接焊施工是在船坞搭载阶段,须保证较高的施工效率。结合船厂的施工习惯,综合考虑选择钨极氩弧焊(Gas Tungsten Arc Weld, GTAW)打底,药芯焊丝气体保护焊(Fluxed Cored Arc Welding, FCAW)填充、盖面的单面焊双面成型焊接工艺。
3 焊接材料
氩弧焊丝采用Hyundai Welding Co.,Ltd生产的ST-1N,直径2.0 mm,符合AWS A5.28-ER80S-Ni1标准。药芯焊丝采用Hyundai Welding Co.,Ltd生产的Supercored 81-K2,直径1.2 mm,符合AWS A5.29-811T1-K2C标准,LR认可级别为5Y40S H5。Supercored 81-K2的化学成分如表3所示,力学性能如表4所示。

表3 Supercored 81-K2化学成分 %

表4 Supercored 81-K2力学性能
4 焊接工艺
4.1 装配要求
接头坡口形式及尺寸如图1所示,V型坡口,坡口角度60°,间隙4 mm。焊接前,将坡口表面及其附近30~50 mm范围内打磨干净。
4.2 焊接工艺参数
考虑到实际生产有一定比例的套管焊接,为统一施工要求,预热温度不低于100℃,层间温度为120~150℃。氩弧焊气体流量为15 L/min,CO2气体流量为20 L/min。氩弧焊焊接电流极性采用DCEN(直流反接), 药芯焊丝气体保护焊焊接电流极性采用DCEP(直流正接)。主要焊接工艺参数如表5所示。
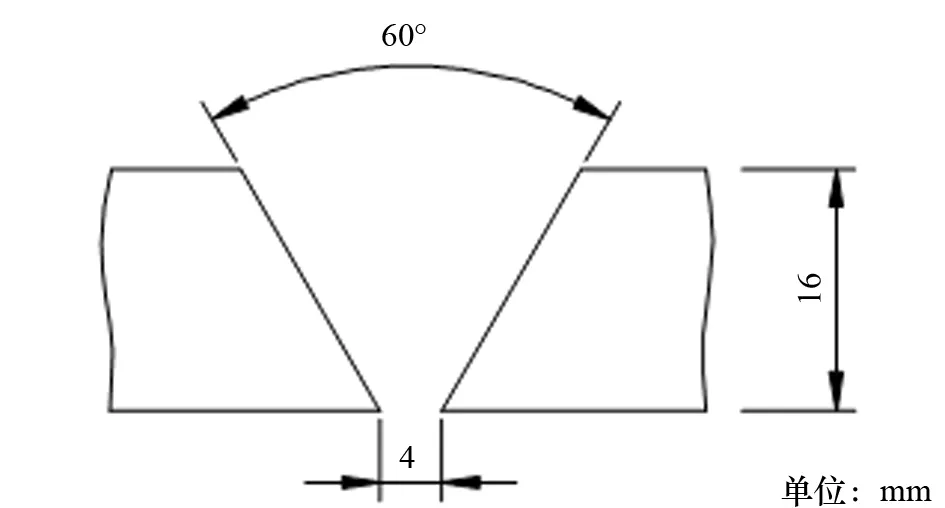
图1 压载吃水实船对比

表5 焊接工艺参数
根据热输入量计算公式E=UI/υ,打底层热输入为1.7~2.8 kJ/cm,填充层热输入为1.3~2.0 kJ/cm,盖面层热输入为1.5~2.5 kJ/cm。
5 焊接检验
非破坏性检测焊缝质量符合ISO 5817中Ⅱ级焊缝要求,经焊缝外观和拍片检查均合格。破坏性检测在拍片探伤合格后,进行横拉、弯曲、冲击和HV10硬度试验,试验结果如表6~表8所示。

表6 拉伸和弯曲试验结果

表7 冲击试验结果
[][]
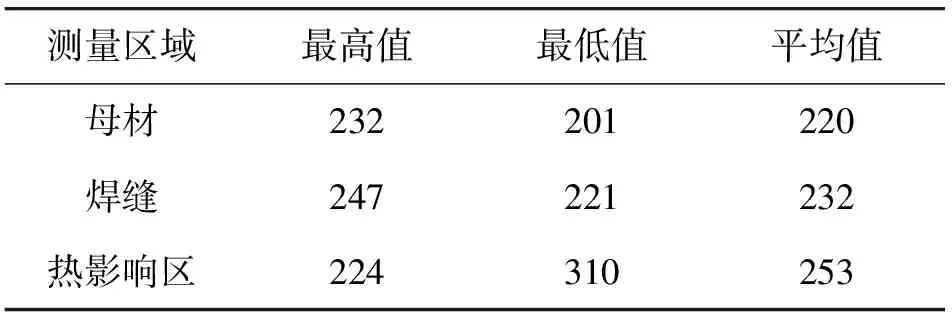
表8 硬度试验结果
6 结 论
(1) 09Mn2VDG低温钢管首次在船舶工程中尝试使用,国产09Mn2VDG低温钢管配合合理的焊接工艺能满足船级社规范和船厂使用要求,可焊性良好。
(2) 钨极氩弧焊(GTAW)打底,药芯焊丝气体保护焊(FCAW)填充、盖面焊接工艺的各项技术指标符合相关船级社规定要求,特别是冲击韧性可达到指标要求。
(3) 钨极氩弧焊(GTAW)打底,药芯焊丝气体保护焊(FCAW)填充、盖面的焊接工艺操作简单,焊接效率较高,已在8条83 000 m3LPG实船上使用,质量良好。
(5) 83 000 m3LPG船每条船09Mn2VDG低温钢管在LPG船中可部分取代不锈钢管。09Mn2VDG低温钢管单船采购成本约40万元,如采用316L不锈钢管采购成本约为120万元,单船可节约材料采购成本约80万元,8条船共节约材料采购成本约640万元,经济效益明显。
[1] 朱亮广.低温用钢的开发与应用[J].上海煤气,2010(2):41-46.
[2] 孙爱萍,郝国荣,杜彩坤,等. 焊接工艺对09Mn2VD钢管低温韧性的影响[J]. 热加工工艺,2013,42(9):196-197.
One-sideWeldingBothSidesFormationof09Mn2VDGDLow-TemperatureCarbonSteelPipeAppliedtoVLGC
ZHENG Xianbo
(Shanghai Jiangnan Changxing Heavy Industry Co., Ltd., Shanghai 201913, China)
In order to realize the first application of 09Mn2VDGD low-temperature carbon pipes on VLGC, the one-side welding both sides formation process of GTAW+FCAW is studied. According to the 83 000 m3LPG carrier and the characteristics of 09Mn2VDGD low-temperature pipes, the welding methods, welding material and welding parameters are studied. The non-destructive test of welded joints and mechanical test are completed, which showes that the welding procedure meets the requirements of classification society. The quality of the process is stable and has good economic benefit in actual use.
VLGC; 09Mn2VDG low-temperature pipe; GTAW+FCAW;One-side welding both sides formation
郑先波(1982-),男,高级工程师,研究方向为造船焊接技术和工法
1000-3878(2017)06-0065-03
U671
A
