汽车钣金多功能实训台架设计研究
2017-12-06宁斌
宁斌
【摘 要】本文针对汽车钣金课程四个实训项目教学涉及设备较多,且每个项目需要一套专门设备的实际情况,为避免设备管理不到位、设备损坏较大、设备更换频繁、教师无法同时兼顾等问题,研究、设计多功能实训台架以解决这一系列的问题。
【关键词】多功能实训台架 汽车钣金 热处理 热轧钢板
【中图分类号】G 【文献标识码】A
【文章编号】0450-9889(2017)09B-0042-03
近年来,中职学校在汽车专业的职业教育教学改革的实践和研究取得了较大的成就,学生的专业技能也得到很大的提升,而与教学相匹配的实训设备却相对滞后,譬如实训设备功能的单一化、设备配置的不合理等。随着专业的发展与壮大,实训设备的品种与数量越来越多,但学校的实训室建设却相对滞后,这两者的矛盾越来越突出。为了解决这一矛盾必须设计一个能同时满足多个实训功能的实训台架。为此笔者针对汽车钣金实训设计了一个多功能实训台架,以解决钣金课程实训中教学分散管理、工具及设备损坏比较严重等问题,现将设计过程分享如下。
一、设计原则
汽车钣金课程教学有四个实训项目,分别是板件制作、车身焊接技术、板件更换、板件维修技术,涉及的设备较多,每个项目都有专用的一套设备。在实训中,如果在同一个实训室展开会引起设备管理不到位、设备损坏较大、不断换设备等问题;如果分在不同的实训室展开则会出现实训室过多,教师无法同时兼顾几个实训室,学生在操作过程中遇到的技术问题不能得到及时指导等问题。因此,在配备实训设备时必须从配备的科学性、管理的便捷性、教学的先进性等方面综合考虑,为此所设计的多功能台架必须遵守以下原则:
(一)管理的便捷性。按照汽车钣金这门课程实训所涉及的项目,配齐所需的工具、量具、实训设备、防护用品以便于组织教学、考核及管理。
(二)配备的科学性。按照汽车钣金钳工、车身焊接技术、板件更换、板件维修技术项目来配备设备,将几个项目的设备整合在一个台架上,然后按照化整为零、各项目独立操作、层层推进的思路展开教学与考核。
(三)教学的先进性。在一体化课程中同步配套教学资源管理平台,同时考虑中职汽车团队教师短缺,学生对理论知识不是很感兴趣,实训操作有时又不能独立完成等情况,在台架上要配备教学资源库,以便学生将实训操作中遇到的问题随时打开电脑查阅资料。
二、设计思路
汽车钣金课程中的板件制作、车身焊接技术、板件更换、板件维修四个项目是相互独立的专业技能训练项目,为了完成这些技能的实训操作,该台架必须具备折弯功能(可以制作板件的绫线)、卷板功能(可以制作板件的弧度)、模具功能(用来制作规定的板件)等。
本台架的结构相对来说比较简单,主要由台架的底座、卷板机、折弯机、制作板件的模具、气体保护焊机、外形修复机等组成,其中底座、卷板机、折弯机、模具以及台架结构件等零部件需要自行设计,气体保护焊机、外形修复机、齿轮、手柄、轴承、螺栓等标准件可以在市场上采购,然后组装到台架上。
多功能台架对底座稳定性要求较高,所以其刚度和强度要求较高,支撑面和壁厚要求较厚。常用的材料是钢板和槽钢或角钢,如果是单件或者小批量生产其价格一般比较高,但生产周期比较短,制造工艺简单,小型企业或学校都能制作。
三、工艺参数设计
(一)台架底座、卷板机、折弯机、模具等零件的设计。底座在其设计或者加工过程中都没有特别的要求,台面用钢板焊接加工,能满足基本功能的需求即可;支架则用槽钢和钢板组合焊接。卷板机的辊子在工作过程中要承受较大的弯曲应力和压力,辊子用的轴承固定在底座的支架上,轴承两端要定位。折弯机采用简单的手动弯曲,将折弯板下板焊接在底座上,上翻板用轴承固定在底座的支架上。模具单独设计,在需要使用时再安装到底座支架上。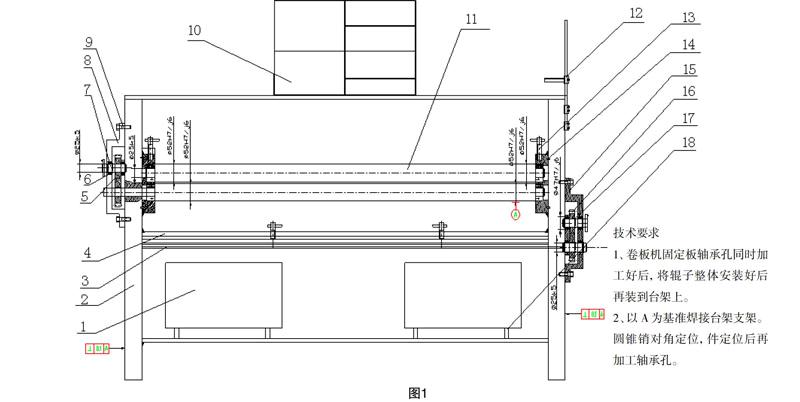
台架底座为长 1500 mm、宽 1500 mm、高 1000 mm 的方形桌子,桌子分隔成两层,A 面下层放气体保护焊接机,B 面放置手动卷板机,C 面放置手动折弯机,D 面放置外形修复机。桌面上方放置一个从中间垂直分隔成两面的柜子,一边放工具,一边放多媒体教学设备。桌面放置一些必要的模具。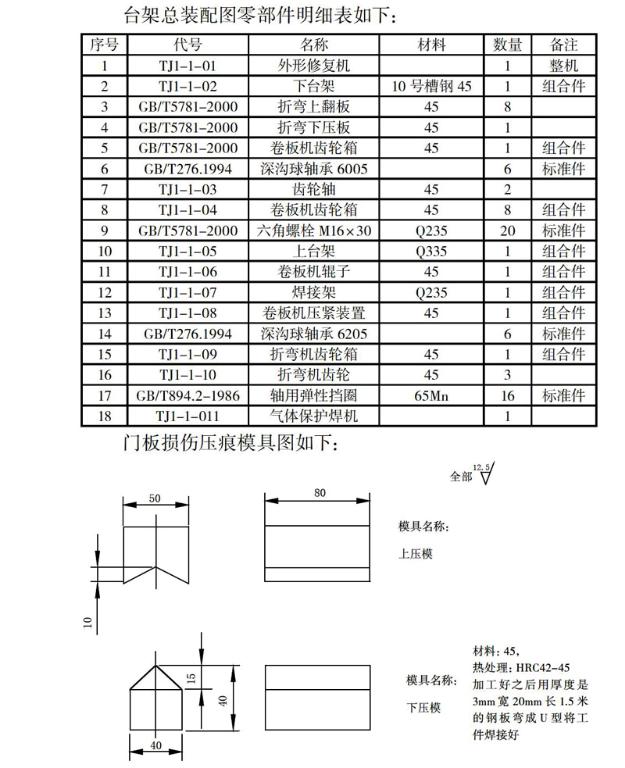
卷板机工作部分由左右辊子轴承座、一根上辊、二根下辊、升降丝杆蜗轮副以及一些辅助零件组成。辊子直径为 50 mm,支撑板的厚度为 45 mm 钢板。卷板机的进给由通过齿轮传动带动辊子转动来完成,齿轮安装在一个自制的齿轮箱里面,外面增加手动摇柄。由于是齿轮传动,所以极大地降低了劳动强度,也节约了成本。
折弯机工作部分由上翻板和底板组成,通过压板将板件固定,利用上翻板来折弯。为了降低劳动强度,折弯板的翻转也采用和卷板机一样的齿轮传动来完成。
模具根据板件来设计,分上模和下模。模具做成可以随时更换的活动件。本台架设计了一套中职学校汽车钣金项目技能大赛板件更换的板件模具,一套汽车门板损伤压痕模具。
多功能台架总装图见装配图,台架底座、卷板机、折弯机、模具等零件的结构图见零部件图。
台架总装配图零部件明细表如下:
(二)工艺的制定。本台架的加工和装配精度要求不高,整体以焊接为主,卷板机两边的支撑板用厚度为 60 mm 的钢板加工好轴承孔,三根辊子为 45# 钢锻件,进行表面粗加工,三根辊子与支撑板装配好后用螺栓固定在台架底座上,三根辊子进行调质处理,硬度为 HRC45-40。先将卷板机的支撑板放在一起加工轴承孔,然后将辊子安装在支撑板上,再整体装在台架上,这样就能保证辊子轴的同轴度要求,整體安装则能保证其垂直度的要求,最后安装卷板机材料进给的齿轮箱。
折弯机的下板直接焊接在底座支架上,压板则通过螺杆装配在下板上面,上翻版则通过轴承固定在支架上,下板、压板和上翻板热处理后其工作面要磨削加工。折弯机只要保证折弯面的直线度就可以了,其翻转的齿轮箱也是在折弯的零部件安装好后才安装。
板件更换的模具用螺栓固定在台架的面板上,模具对材料的强度和硬度要求较高,所以模具要选用合金材料,模具热处理为:调质处理,硬度一般为 HRC48-52。
(三)材料的选择。台架桌面的材料一般可选热轧钢板或冷轧钢板。
热轧钢板是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷。冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装等)加工而成为钢板、平整卷及纵切钢带产品。简单地说,就是一块钢坯在加热后经过几道轧制,切边、矫正成为钢板,其厚度一般为 1-20 mm,热轧钢板表面比较粗糙。
冷轧钢板,一般在开轧前是没有加热工序的,经酸洗去除氧化皮后进行冷连轧而成,硬度较高,表面比较光滑,其厚度一般为 0.2-4 mm。
综上所述,台架桌面选用 10 mm 厚的热轧钢板,四个支撑脚架及横梁则用 10 # 热轧轻型槽钢,材料为 45# 钢,中间层的支撑架用 60×6 Q235 的角钢。卷板机的辊子由于刚度要求较高,所以在选材料的时候应该选择一些优质钢材,如 40 Cr、45# 钢,考虑到成本,可以选 45# 钢锻件,热处理后其硬度为 HRC45-40。支撑板用厚度为 45 mm 的热轧钢板,折弯机的下板、压板和上翻板用 8 mm 厚的热轧钢板调质处理,硬度为 HRC28-32。台架上部柜子采用 2 mm 厚的冷轧钢板。模具对材料的强度和硬度要求较高,所以模具要选用合金材料,如 65 Mn、40 Cr 等。由于是学校学生上课用,不是大批量生产,模具使用效率不高,因而采用 40 Cr 就能满足要求。整体完成后喷漆处理。
本多功能台架加工工艺简单、适用面广、选材容易、对材料要求较低、热处理要求不严、造价较低,专业生产厂家或条件一般的学校都可以制作。本多功能实训台架的设计同时解决了学校实训场地不足、学生实训不连贯、设备分散及管理等问题,一台设备可同时供四名学生进行实训,教师能统一指导学生实训,减轻了上课教师的劳动强度。多功能台架在我校已经制作了四台,老师和学生反应良好,同时也得到了同行的认可。
【参考文献】
[1]成大先.机械设计手册(第6版)[M].北京:化学工业出版社,2016
[2]何宝林.现代汽车钣金技术[M].苏州:苏州大学出版社,2014
[3]郑家贤.冲压模具设计实用手册[M].北京:机械工业出版社,2007
【基金项目】2016年度广西职业教育教学改革研究立项项目“中职学校新能源汽车(纯电动)课程的开发与研究”(GXZZJG2016A020)。
【作者简介】宁 斌(1968— ),男,湖南邵东人,高级讲师,机械工程师,广西物资学校机电教研室教师,车身修复专业带头人,研究方向:汽车专业职业教育。
(責编 卢建龙)
