X射线数字成像在压力管道检测中的应用
2017-11-22,,,,
, ,,,
(1.中国空气动力研究与发展中心,绵阳 621000; 2.四川省特种设备检验检测协会无损检测专业委员会,成都 610000)
X射线数字成像在压力管道检测中的应用
巩德兴1,2,姚力1,2,陈晓辉1,2,刘春华1,2,蒋浩1,2
(1.中国空气动力研究与发展中心,绵阳 621000; 2.四川省特种设备检验检测协会无损检测专业委员会,成都 610000)
特燃承压设备常年在恶劣环境下运行,容易发生腐蚀穿孔和泄漏事故。介绍了数字成像射线检测技术的基本原理和特点,以及腐蚀缺陷的X射线数字检测试验对比结果,研究了腐蚀缺陷X射线数字成像检测方法。通过大量管道现场检测实例表明:X射线数字检测方法既能检测承压设备焊接接头的缺陷,也可对特燃管道表面的腐蚀情况进行快速抽查,是承压设备焊接缺陷和腐蚀情况巡查的有效检测手段。
承压设备;X射线;数字成像
特燃压力容器和压力管道是航天器发射时最重要的地面设备之一,其通常用于储存或运送氧化剂和燃烧剂,且品种规格较多。特燃压力容器的材料主要有工业纯铝、防锈铝和奥氏体不锈钢,在制造安装时大多采用气体保护焊和电弧焊焊接的方法,焊接过程容易产生气孔、夹渣、夹钨、未熔合、未焊透、裂纹等缺陷。由于推进剂燃料的化学特性加上工况恶劣,使用过程中容易产生腐蚀针孔、腐蚀凹坑、腐蚀带沟、腐蚀缝隙和应力腐蚀裂纹等缺陷。由于特燃压力容器外部有覆盖层,且空间狭窄,试验运行条件、介质物理化学特性及洁净度、露点和纯度要求等原因,在用承压设备的检验率较低。有些设备在投入运行后甚至没有实施过有效的检验,使得长期使用、缺乏检修造成的腐蚀、裂纹、泄漏等问题频繁发生,甚至引发灾难性事故。
腐蚀是钢制特燃承压设备失效破坏的主要原因,对这些设备实施检测的主要目的是查找腐蚀位置和确定腐蚀程度。腐蚀包括壁厚均匀点腐蚀和局部坑腐蚀。最严重的是来自容器壳体下半部和管道底部的离散点状坑腐蚀和带片溃疡状坑腐蚀,这些缺陷难以发现、不易检测,比均匀腐蚀的危害性更大[1]。大量的检测结果表明,容器下半部和管道底部腐蚀已经成为影响地面承压设备安全的重大危害,因此对这些设备进行腐蚀检测是提高安全性的关键。目前,承压设备腐蚀检测的方法包括超声波测厚法和射线胶片照相检测法。超声波测厚法是在承压设备的定期检验中经常使用的方法,标准ZY 2032-2013《燃烧剂储罐定期检验方案》、ZY 2029-2013《氧化剂加注管道定期检验方案》都把超声波测厚作为基本的检测方法。超声波测厚时需要拆除设备保温层,且检测面积小、效率低,检测点难以准确地布设在腐蚀位置,即使准确布设在腐蚀部位也难以测出厚度的真实值。这是由于超声波探头发出的检测信号遇到腐蚀检测面会发生散射而无法沿原路反射,从而造成测厚仪无法显示数据或显示虚假数据。由此可见,超声波测厚只适用于壳体均匀腐蚀部位的测定,而不适用于储罐壳体点腐蚀和溃疡状坑腐蚀的检测[2]。射线胶片照相检测时,设备可带保温层,但存在检测成本高、检测结果误差较大、宽容度较低、检测效率低、胶片长期储存困难和不利于数字建档等缺点[3],不能满足科研试验的需求。平板数字成像检测(Digital Radiography,DR)系统是将X射线转换成电信号,具有分辨率高、动态范围广、可实时显示动态图像的优点。相对于传统的X射线胶片法,其曝光剂量更小,检测结果更便于存储。
1 试验方案
1.1试验对象
为保证仪器的稳定性和检测结果的可比性,检测系统调试时采用人工缺陷试样(见图1),材料为16MnR钢,试件相邻部位人工缺陷尺寸呈规则数列变化。

图1 孔型试件外观示意
1.2试验仪器
检测采用以色列Vidisco生产的平板DR检测系统,成像板型号为Fox-Rayzor,为非晶硅阵列结构,厚度13 mm,成像区域尺寸为228.6 mm×215.9 mm,动态范围为14 bit(16 384灰度),分辨率为3.5 lp·mm-1。
1.3试验步骤
准备好试验用对比试件,用阶梯试件模拟带状腐蚀缺陷试件,用孔型试件模拟凹坑腐蚀缺陷试件,用80 mm厚的橡胶海绵模拟保温层,调试好数字检测成像系统。采用X射线源,对试件进行不带保温层、带保温层等不同检测条件的射线透照,控制好透照曝光时间,既要防止曝光时间过长加速成像板老化、影响成像板使用寿命,又要防止曝光时间过短导致透照影像失效。保证曝光时间刚好完全覆盖数字检测系统成像板系统的图像采集时间。分别记录各次的检测情况,最后对试验结果进行综合分析。不带保温层和带保温层的射线源透照试验结果如图2所示。

图2 不带保温层和带保温层射线源透照试验结果
1.4试验结果分析
对阶梯和孔型试件,在相同的透照布置和透照焦距条件下进行了数字射线成像检测,其中阶梯试件检测结果如表1所示(最大灰度是指人工缺陷影像近中心区域的灰度测量值)。
对比试验结果可以发现:采用X射线源透照所得到的数字射线影像,像质计灵敏度均可达到标准JB/T4730.2—2005《射线检测》胶片法AB级要求;不带保温层与带保温层透照试验相比,不同厚度透照影像相邻区域的最大灰度差略大一些,且影像存在更明显的明暗相间条纹;采用多帧叠加技术后,透照所得到的数字射线影像灰度均匀性得到改善,不带保温层与带保温层透照相比,影像清晰度略高一些,检测灵敏度在部位3较高,其他部位几乎没有差异。对比数字检测试验结果表明:通过优化透照布置和检测工艺,采用X射线数字透照,对带状腐蚀缺陷和凹坑腐蚀缺陷均可有效检出。同传统射线胶片法不能通过黑度测量实现一定精度的缺陷自身高度检测一样,相同尺寸差的人工缺陷影像灰度差异并无线性关系。也就是说,通过灰度来确定沿透照方向腐蚀缺陷自身高度,从而实现定量精度仍然存在一定困难。受对比试件类型和尺寸、人工缺陷种类和规格、工艺参数优化程度和检测样本等因素的限制,还未能得到数字射线透照对不同形态腐蚀缺陷(如缝隙腐蚀、针孔腐蚀等)的检测数据。

表1 阶梯试件检测结果
2 检测案例
2.1转注管道
燃烧剂转注管系由加压、进液、回流、排空等多条管线组成,其中的一条排空管道规格(外径×壁厚)为φ108 mm×5 mm,材料为0Cr18Ni9钢,采用手工电弧焊安装,氩弧焊打底,该管道不带保温层,工作介质呈碱性。为验证检测效果,在前期对比试验的基础上,对不同管段进行X射线数字检测,检测结果如图3所示。

图3 转注管系X射线检测结果
燃烧剂会使转注管道产生腐蚀,且不同管段腐蚀程度差异较大。在排空管道台段的腐蚀轻微,数字射线检测出管道的图像灰度大致均匀,呈现出均匀的腐蚀形态。通过超声波测厚也证实管道使用18年后壁厚仅减少了0.8 mm。排空管道积液段的腐蚀情况较严重,数字射线检测出管道的图像灰度不均匀,呈现出危害性极大的坑腐蚀形态。一般管道壁厚检测是随机抽查的,很难捕捉到这些局部腐蚀的危险源。因此,先采用数字射线检测进行全段检测,再对危害性较大的腐蚀缺陷进行定量检测,对于防止承压设备定期检验过程中的漏检、错判具有重要作用。
2.2加注管道
氧化剂加注管系由加压、进液、排液、回收等多条管线组成,其中的一条排空管道规格(外径×壁厚)为φ110 mm×7 mm,材料为FL2,采用手工氩弧焊安装。该管道带保温层,工作介质具有较强氧化性,为验证检测效果,在前期对比试验的基础上,在不同管段进行X射线数字检测,检测结果如图4所示。
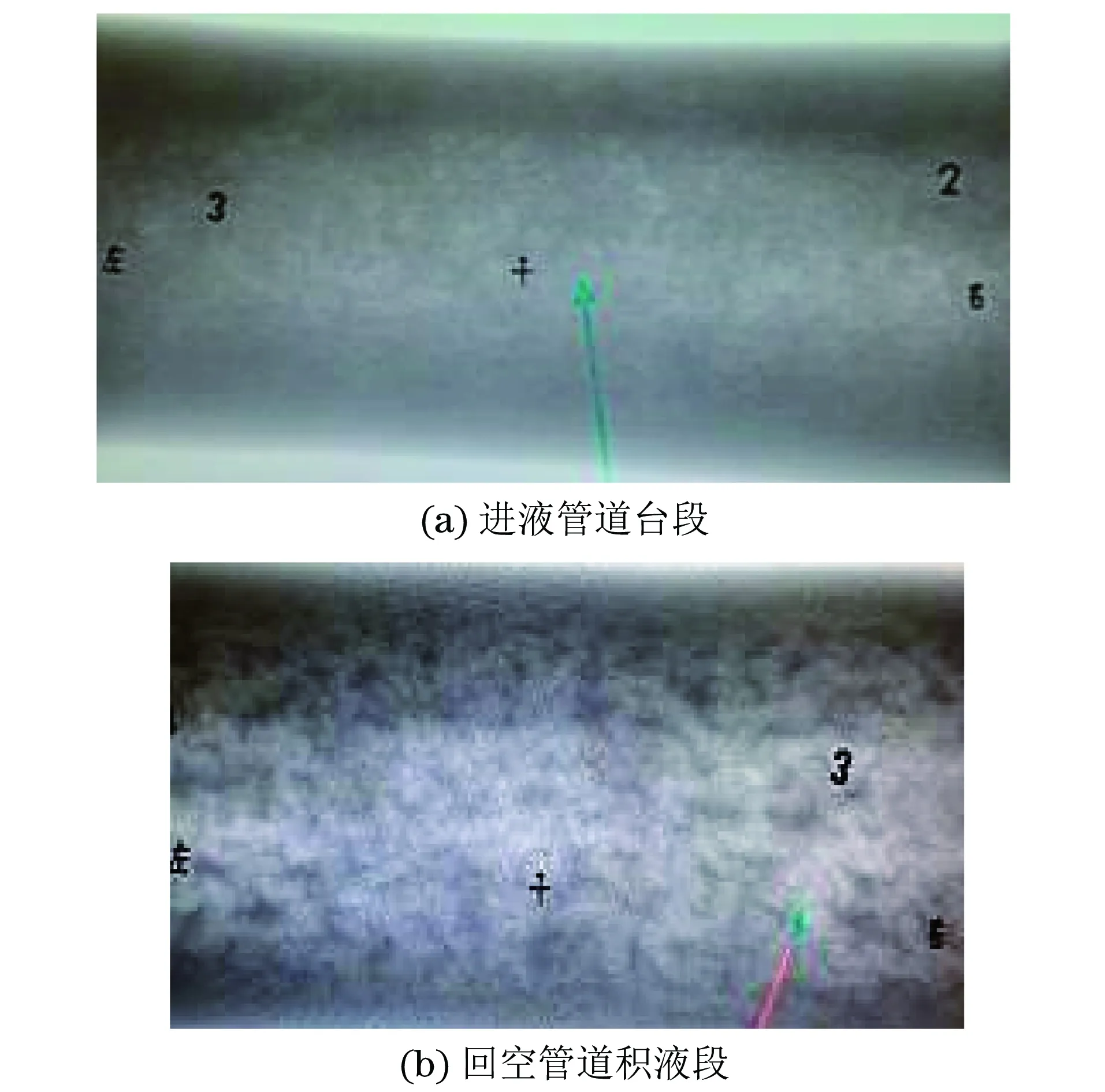
图4 氧化剂加注管道X射线检测结果
氧化剂对加注管系会产生较严重的腐蚀,且不同管线腐蚀程度差异较大。在进液管道泵压段的腐蚀较轻,数字射线检测管道的图像灰度大致均匀,呈现的是均匀腐蚀形态。通过超声波测厚也证实该管道使用18年后壁厚仅减少了1.6 mm。排液管道积液段的腐蚀十分严重,数字射线检测管道图像灰度不均匀,呈现的是危害性极大的溃疡带状腐蚀形态。加注管道都带有保温层,定期检验时需要对指定的测厚部位局部除去保温层。受检验人员经验限制,在有限的抽查比例范围内很难检测出这些严重腐蚀的缺陷,因此先用数字射线对带保温层的加注管道进行全段检测,再对腐蚀缺陷严重部位拆除保温层后进行超声波测厚复查,对于防止加注管道定期检验过程中的漏检具有重要作用。
通过对数字成像透照现场应用的情况进行初步分析, X射线源的数字成像检测对带保温层的承压设备,特别是介质有较强腐蚀性、带较厚涂层和保温层设备的凹坑腐蚀和带状腐蚀缺陷均有较高的检出能力,可以在检测的同时观察管道表面的腐蚀影像,大大提高了检测的针对性和有效性。
3 结语
采用X射线数字成像检测带保温层承压设备的腐蚀缺陷,具有更强的穿透能力和检测效率,可检测承压设备的范围也更广,检测灵敏度均可达到标准JB/T 4730.2-2005中胶片法AB级的水平,且分辨率更高,满足标准GB/T 17925-2011《气瓶对接焊缝X射线数字成像检测》的要求。数字射线检测影像宽容度大,适合检测截面变化较大的缺陷(腐蚀),检测图像清晰、缺陷易于识别,可有效检出压力管道凹坑腐蚀和带状腐蚀等缺陷,检测速度快(不用大面积拆卸保温层)。
[1] 俞蓉蓉,蔡志章.地下管道的腐蚀与防护[M].北京:石油工业出版社, 1987:31-51.
[2] 袁厚明.地下管线检测技术[M].北京:中国石油出版社,2006:286-289.
[3] 巨西明,蒋中印,兰川,等.埋弧焊钢管焊缝DR检测机理及应用[J].无损检测,2014,36(10):29-30.
ApplicationofX-rayDigitalRadiographyinTestingofPressurePipelines
GONG Dexing1,2, YAO Li1,2, CHEN Xiaohui1,2, LIU Chunhua1,2, JIANG Hao1,2
(1.China Aerodynamics Research and Development Center,Mianyang 621000,China; 2.Sichuan Association of Special Equipment Inspection NDT Specialized Committee, Chengdu 610000,China)
The special type of fuel pressure equipment in-service was always in hazard condition and corrosion perforation occurs frequently. The leakage of hazardous medium shall cause serious disaster and environment pollution. In this paper, the principle and characteristics of digital radiography and experimental results were introduced, and digital radiographic corrosion imaging technique on the pipeline was researched. Practical applications showed that the method for the special type of fuel of pressure pipeline of large area scanning was a fast way,it was an effective means for the pressure equipment welding defects and corrosion detection.
pressure equipment; X-ray; digital radiography
2017-06-25
巩德兴(1964-),男,高级实验师,主要从事承压设备检验检测及相关技术应用研究工作
巩德兴,302680497@qq.com
10.11973/wsjc201711006
TG115.28
A
1000-6656(2017)11-0027-04
