热风炉热风出口跑风挖补浇筑技术应用实践
2017-11-17戴恒仙韦成浩顾小枫
戴恒仙 韦成浩 顾小枫
热风炉热风出口跑风挖补浇筑技术应用实践
戴恒仙 韦成浩 顾小枫
采用高风温冶炼技术是当前高炉炼铁所采取的重要手段之一,随着近代冶炼技术的不断发展,热风炉系统的投用成为炼铁行业的标配,热风系统的长寿运行及送风系统隐患故障处理也成为当今行业研究的一个重要课题。沙钢炼铁厂二车间在处理高炉热风出口跑风故障中,不断积累经验,成功处理难题,对解决国内同类型热风炉的类似问题,具有一定的借鉴。
内燃式热风炉 热风出口 炉壳 发红跑风 挖补浇筑
1.沙钢2680m3高炉热风炉系统简介
沙钢炼铁厂二车间共计3座2680m3高炉,目前单座高炉配备4座热风炉,3座内燃式和一座顶燃式。其中内燃式热风炉2004年起投运属于一代炉龄,顶燃式是2016年开始新建,2017年开始投用,主要是为了弥补内燃式热风炉运行后期因热风炉内部大墙倒塌、硅砖孔堵塞、管道内部异形砖局部脱落、导致风温一直不上去等问题。
1.1 顶燃烧式热风炉工作原理和主要参数
工作原理是先燃烧煤气,用产生的烟气加热蓄热室的格子砖,再将冷风通过炽热的格子砖进行加热,然后将热风炉轮流交替地进行燃烧和送风,使高炉连续获得高温热风。主要参数见表1。
1.2 内燃烧式热风炉工作原理和主要参数
1.2工作原理。净化的煤气和助燃空气在燃烧器内混合后,进入燃烧室进行燃烧,产生的高温废气经拱顶进入蓄热室,在流经蓄热室时,将携带的热量传给格子砖并贮藏起来;低温废气从烟筒排除。高炉鼓风送来的冷风,在流经蓄热室时被加热后,从热风出口经热风围管、风口装置进入高炉。主要参数见表2。
2.热风系统存在问题
炼铁厂二车间2#高炉3#热风支管,与炉壳本体连接处耐材脱落,导致支管钢壳及炉壳局部表面温度高,尤其是热风支管局部起包发红,钢壳表面出现贯通式裂缝。技术人员先后采取了一系列技术手段处理,如定期对焊缝进行补焊处理,发红部位采取氮气吹扫冷却,每天测温跟踪,开孔灌浆等技术手段。但是结果来看效果不太理想,尤其在氮气吹扫冷却的情况下,热风炉送风时钢壳表面温度依然达到300℃左右,导致焊缝经常开裂,跑风严重,车间被迫降低风温使用,对车间正常生产造成很大影响。同时,发红跑风部位存在烧出发生事故的安全隐患。因跑风部位在热风炉炉壳本体与热风支管连接处,属于热风系统最薄弱的环节,如果处理不当,将会造成热风炉大墙倒塌等严重后果。
3.热风出口跑风及钢壳发红原因分析
3.1 长期受轴向外力作用,性能指标大大削弱,导致裂缝
沙钢2680m3高炉内燃式热风炉,热风支管钢壳外径2620mm,送风通道孔径1676mm,钢壳厚14mm,管道由里向外共砌筑三层砖,依次为工作层红柱石砖(厚152mm)隔热层分别为轻质高铝砖、轻质粘土砖,其砖层总厚度452mm,热风出口发红跑风部位正好所处热风炉炉壳与热风支管连接处,该部位易破损使用组合砖砌筑。当热风炉送风时,该位置是受热风冲刷外力最强的部位,但长期以往受到轴向外力作用,导致热风管道钢壳与保温砖之间间隙变大,在钢壳和保温砖之间形成窜风通道,热风出口钢壳外表面在长时间高温冲刷的环境下,钢壳的强度、硬度等性能指标会大大削弱,从而导致钢壳发红起包或者出现裂缝。

表1 顶燃烧式热风炉主要参数
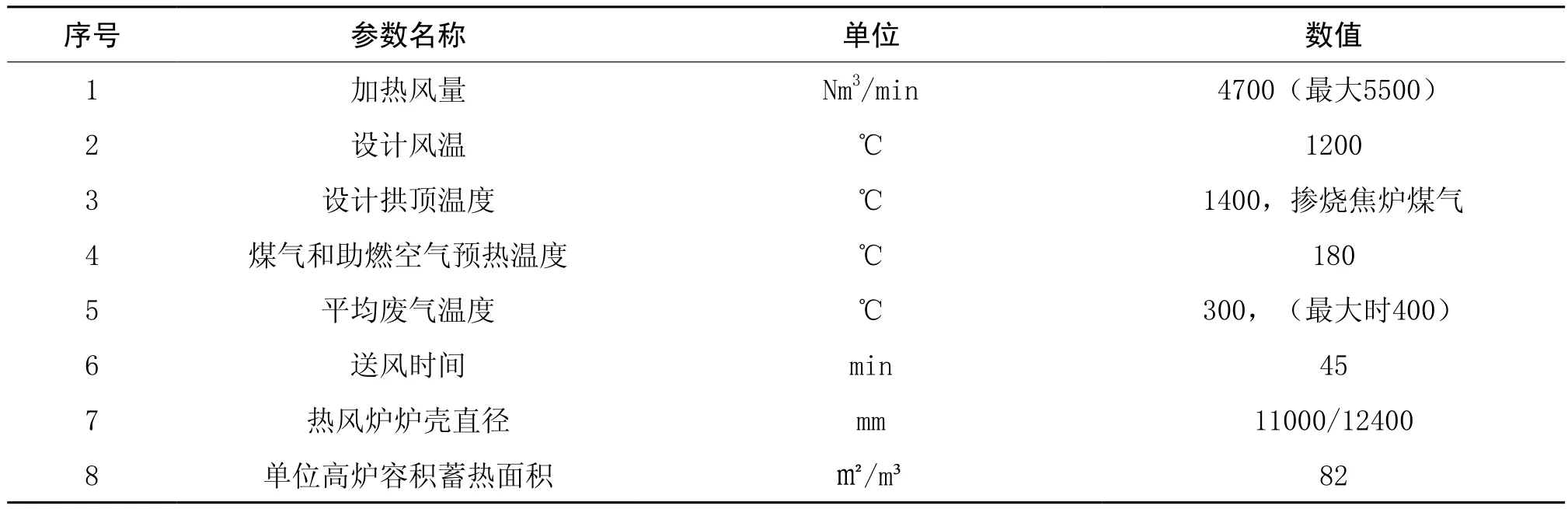
表2 内燃烧式热风炉主要参数
3.2 长期高温及机械载荷,导致各项指标下降
该热风炉自2004年投用至今已有13年,一代炉龄后期管道内组合砖,长期受高温以及机械载荷作用下,各项抗蠕变性能指标及承载能力下降,从而导致砖层收缩变形,在钢壳和砌体之间形成窜风通道,同样也会导致钢壳表面发红。
4.消除制约因素,确定最终方案
4.1 消除制约因素
因当时内燃式热风炉热风阀进回水管道系统设计存在缺陷,进回水水包正好处在紧靠热风炉本体的热风支管上方,热风支管上方被水管覆盖,加上电缆桥架及其他介质管道也横向穿过,进行挖补浇筑工作根本没有作业空间。因此,首要问题是对热风阀进回水系统及电缆桥架等进行移位。车间为尽快处理隐患问题,对热风阀等大型阀门冷却水系统进行重新设计规划,在热风阀平台北侧重新制作安装集水包,重新架设进回水管,利用休风检修机会投用新的冷却系统,将原来旧的集水包拆除利旧,并将热风支管上方电缆桥架移位,彻底清除了热风支管上方所有障碍,为挖补工作创造有利条件。
4.2 确定施工方案,消除隐患
为了确保能够安全、长效的处理热风出口发红跑风问题,又不影响到正常生产风温使用,车间多次组织施工单位进行可行性研究探讨,车间将最终实施挖补浇筑时间定在新建4#热风炉正常投运之后。并最终确定施工方案,即把热风支管法兰处与热风炉炉壳之间钢壳上半段及热风支管根部左侧炉壳板进行挖补,施工面积约8m2。其中炉壳板挖补长×宽约70cm×70cm,炉壳板厚度50mm,具体是将热风炉操作方式改为逆向抽风,从而使混风室内形成负压,为作业创造条件。同时要保证热风炉拱顶温度不能低于控制温度点,不得低于900℃,将热风支管钢壳沿纵贯线割开,清理残余耐材,安装隔热挡板,确保拱顶温度下降缓慢。安装浇筑模具,填充胶结合刚玉莫来石浇注料,采用振动棒振动密实,再用陶瓷纤维隔热棉进行填充缝隙,恢复安装钢板,在发红跑风部位焊接压浆孔,压降孔上下开设,下面为灌浆孔,上面为冒浆观察孔,利用灌浆料自重从下往上流动,从而填充缝隙,灌浆时要严格控制灌浆压力,避免因压力过大导致组合砖意坍塌事故,钢壳挖补浇筑后在热风炉炉壳和热风支管连接处一圈焊接加强筋板,以确保送风时支管有足够的耐冲击力。本次热风出口挖补浇筑项目通过施工人员连续奋战,共耗时48小时,最终顺利完成挖补工作。
5.结 语
采用高风温冶炼技术是当前高炉炼铁所采取的重要手段之一,因为提高高炉炼铁送风温度,不仅可以降低高炉冶炼焦比,还能提高铁水产量,从而实现高炉经济炼铁,尤其在当前钢铁行业所处的市场行情中,寻求经济炼铁途径对企业降本增效,提高市场竞争力显得尤为重要。
沙钢2#高炉3#热风出口跑风挖补浇筑后,原发红跑风位置钢壳温度正常,送风时由原来300℃左右降低到现在110℃左右。跟踪运行一段时间后,运行比较稳定,挖补位置温度没有上升趋势,且没有发红跑风现象,风温由原来1140℃到现在1180℃,达到了预期效果。
(作者单位:江苏沙钢集团)