梳棉机用金属针布磨损与控制
2017-11-01陈玉峰
陈玉峰
(光山白鲨针布有限公司,河南 光山 465450)
•应用研究
梳棉机用金属针布磨损与控制
陈玉峰
(光山白鲨针布有限公司,河南 光山 465450)
为用好梳棉机用金属针布,稳定梳理质量,介绍金属针布的类别和特点,分析其纤维与针布、杂质与针布摩擦是导致针布磨损的原因,从金属针布磨损部位的修复及影响磨损的因素方面强调针布维护注意事项,并从合理设计齿条齿形、表面处理技术等方面提出减少金属针布磨损的措施。实践表明:应对不同的金属针布采取相应的维护措施方能够保持其锋利度,提高耐磨性能,延长使用寿命,充分发挥金属针布梳理纤维、降低棉结、减少纤维损伤和短绒的功能;根据纤维特性,合理设计制造金属针布用齿条,优化配置梳理工艺,加强针布管理,可有效减少针布的磨损、钝化,稳定纤维梳理质量,实现梳棉机高速、高效、高产、低耗目的。
梳棉机;金属针布;锋利度;磨损;齿顶面积
0 引言
高产梳棉机是清除棉结、杂质、短绒的主要设备,而梳理用针布则是保证梳棉机生条质量的核心。针布使用寿命,就是针布从锐利到钝化到磨损衰退的过程,即使采用高质量的金属基材和先进的针布制造工艺,针布的磨损钝化仍然存在;因此,正确认识针布磨损的机理,采取有效的维护措施,是用好针布、稳定纤维梳理质量的关键。
1 金属针布的磨损机理
1.1金属针布的类别和特点
高产梳棉机用金属针布,包括锡林、道夫、刺辊、前后固定齿条盖板和剥棉罗拉针布等。在对纤维的梳理质量呈高效、优质、高产、低耗的要求下,金属针布的发展趋势是减小齿顶面积以提高锋利度,减小总高h1、增大工作角α以提高握持穿刺纤维的能力,提高表面粗糙度以提高转移能力,减小齿深h6以提高纤维转移率、减少浮游纤维数量,增大横向齿密、加大纵向齿距P以梳理和保护纤维相结合来提高梳理度。
1.2金属针布的磨损
金属针布磨损的原因,主要是在其控制、梳理纤维的过程中与纤维接触而产生梳理力和摩擦力;以及与纤维中夹杂的各种尘粒、杂质发生高速接触摩擦和碰撞,使金属针布齿条齿前面和齿顶面棱边先期钝化,棱边、棱角圆弧化使其锐度衰退,齿顶面圆弧化而呈隆起状,金属针布因此磨损而钝化。
影响金属针布磨损的主要因素是纤维性能、产量、速度、工艺参数以及金属针布的耐磨度[1]。在梳棉机正常运转状态下,主要是纤维对金属针布的磨损,纤维是主要磨料,属低应力磨料磨损;随着梳棉机高速高产,单位时间内通过金属针布齿部的纤维量增多,金属针布的磨损量也随之加剧;特别是梳理再生聚酯化纤、含杂多的纤维原料、含砂石多的机采棉、加入油剂或消光剂的原料以及高湿环境因素,都会加剧对金属针布的磨损而导致梳理效果下降,并缩短金属针布的更换周期。
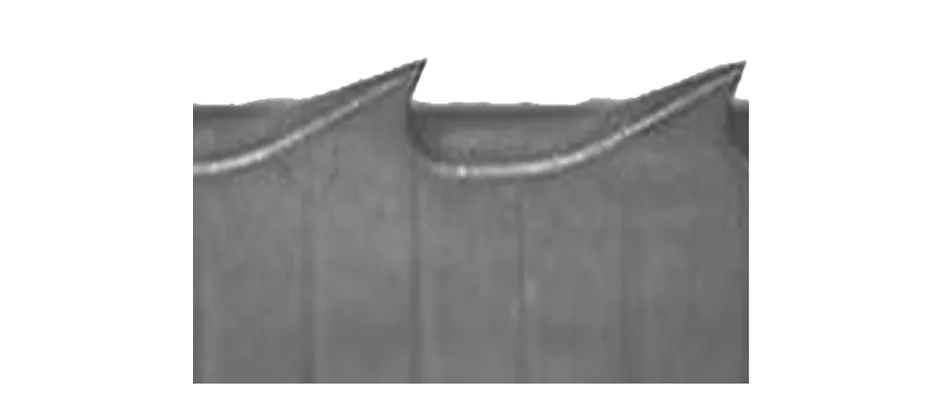
新针布齿部的棱边、棱角清晰完整、锋利度好,齿顶面是一个小型长方形,梳理时利用其尖锐的棱边、棱角对纤维进行分梳。一般齿部有5个工作面、8条棱边和12个棱角。 针布磨损的部位主要是齿条的齿顶面和两侧面的棱角,磨损后的形态主要表现为变形、毛刺、沟槽、圆滑、缺损、不锐利等,如图1和图2所示。
2 金属针布的使用与维护
2.1金属针布的使用寿命
金属针布视其品质和使用条件有一定的梳理使用寿命,约为500 t~1800 t纤维梳理量。在整个金属针布的寿命期间,其齿部发生磨损,导致对纤维梳理质量下降;当品质下降超出预定标准范围,且调整工艺措施也难以改变时,就必须更换针布;当然,根据针布的磨损程度对针布进行技术性修磨,还能够有效延长其使用寿命。
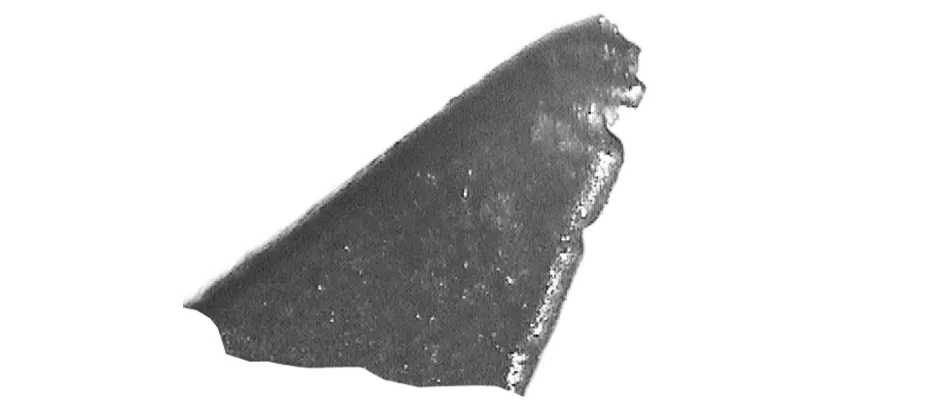
图1 齿尖缺损、齿前面沟槽

图2 齿部毛刺
2.2金属针布维护注意事项
2.2.1金属针布磨损部位的修复
传统的金属针布技术锐化,一般是对金属针布齿条的齿顶面进行修磨,如图3所示。但是由于金属针布齿条包覆后成轴向卷绕在滚筒上,修磨时针布两侧和工作面难以修复,加之针布的几何尺寸变化和表面强化以及涂层针布的使用,使其修磨遇到了瓶颈,即金属针布的修磨仅限于对齿顶面进行磨砺而重新形成锐角。应注意的是:磨针能够提升金属针布使用寿命,但是要根据具体的齿形具体分析;某些针布齿形、处理方式等影响对针布的磨砺,甚至无法修磨。
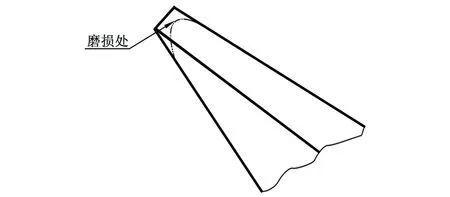
a) 金属针布齿条的磨损
b) 经修磨的齿部
2.2.2影响金属针布磨损的因素
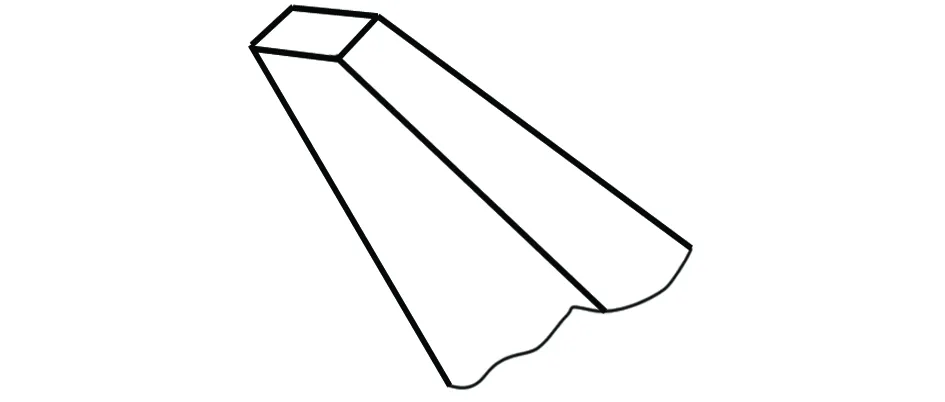
最适合磨砺的是齿条齿顶面大的金属针布,通过对齿顶面的磨砺,保持针布的锋利以提高齿尖对纤维束的穿刺能力,从而延长其使用寿命,如图4a)所示;而小齿顶面或尖顶的金属针布则不利于磨砺,如图4b)所示。
图4b)所示齿条齿顶面尺寸小,无法修磨,对其进行磨砺只能使齿顶面积增大,不能恢复金属针布的锋利度,金属针布梳齿的穿刺功能明显降低。
a) 齿顶面长的金属针布齿条
b) 齿顶面小或尖顶的金属针布齿条
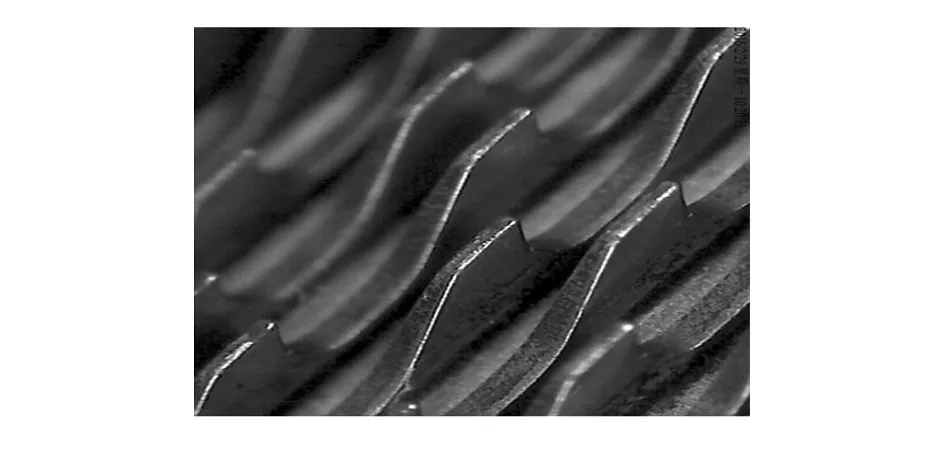
金属针布齿前面的磨损无法修磨,如图5所示,这是因为磨具无法深入磨砺齿条的齿前面。

图5 磨损的齿前面
采用涂层以及表面处理技术会影响金属针布的磨砺,如采取等离子处理和涂层处理技术,既提高了金属针布的表面硬度和耐磨度,又延长其使用寿命;但是,磨砺这类金属针布会造成涂层损失、降低其表面硬度,不能达到磨砺的效果。
圆锥形针尖的梳针,其淬火硬度高、耐磨、穿刺能力强;便于保养清洁而不需磨针,如图6所示。
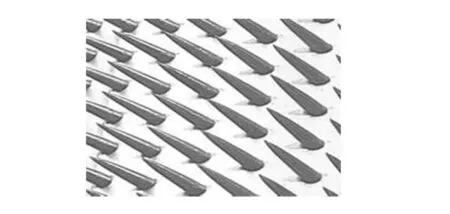
图6 不用修磨的圆锥形针尖
特殊齿形金属针布齿条淬火、回火硬度影响梳理效果,易造成金属针布齿部钝化。齿条齿尖硬度值最大,且随齿深增大硬度梯次降低,一些特殊齿形齿条的齿部表面形成沟槽,造成嵌杂和影响转移,分梳质量降低。
3 减少金属针布磨损的措施
3.1合理设计齿条的齿形和表面强化技术
为延长金属针布使用寿命,应设计既利于梳理、又具有抗轧能力的金属针布齿条。纺不同纤维,应针对性选择其规格、材质、表面处理方法等,但齿尖硬度和齿部表面粗糙度提高是关键,这样才能保证以最小的摩擦阻力有效梳理成束的纤维,增强抗磨损能力,延长使用寿命。当采用表面强化技术或涂层技术时,齿条齿尖硬度可达1100 HV以上,表面粗糙度提高,摩擦因数小,用于梳理化学纤维则可达1600 t以上,关键是其齿部穿刺能力提高,摩擦小可减少磨损、延长使用寿命,不必磨针就能达到高产优质的梳理效果。
在生产制造环节保证齿条齿形的一致性,硬化处理前采取等离子抛光,进行锥齿化处理后的齿条棱边为0.02 mm~0.20 mm的圆弧,对齿部的强化处理,使其硬度值提升至1100 HV以上,齿条表面粗糙度Ra值为0.06 μm,方能有效提高梳理效果。齿条表面强化前后硬度对比见表1。
3.2配套针布的合理选型
由于锡林、道夫、回转盖板、刺辊针布和固定齿条盖板针布的合理配置,是延长针布使用寿命、确保纤维梳理质量的重要前提,因此,合理配置针布对保证梳理质量、延长针布使用寿命均有显著效果。另外,在开清棉设备上应加装金属杂物清除器,能有效地减少棉层中的金属杂物进入梳棉机的概率,防止其轧伤、损坏金属针布;开清棉机械采用多打手、多刺辊,也可防止硬杂物进入筵棉而流入梳棉机。
表1齿条表面强化前后硬度对比
3.3合理设计梳理工艺参数
根据产量和机械运动热膨胀因数合理设定工艺隔距,减少梳理过程中的剧烈摩擦、实现柔性分梳,是减少针布磨损的有效途径[2]。参数设置的重点是锡林转速、锡林—回转盖板隔距和锡林—道夫隔距等,加工粘胶纤维时,采用不同的工艺对梳理质量的影响见表2。
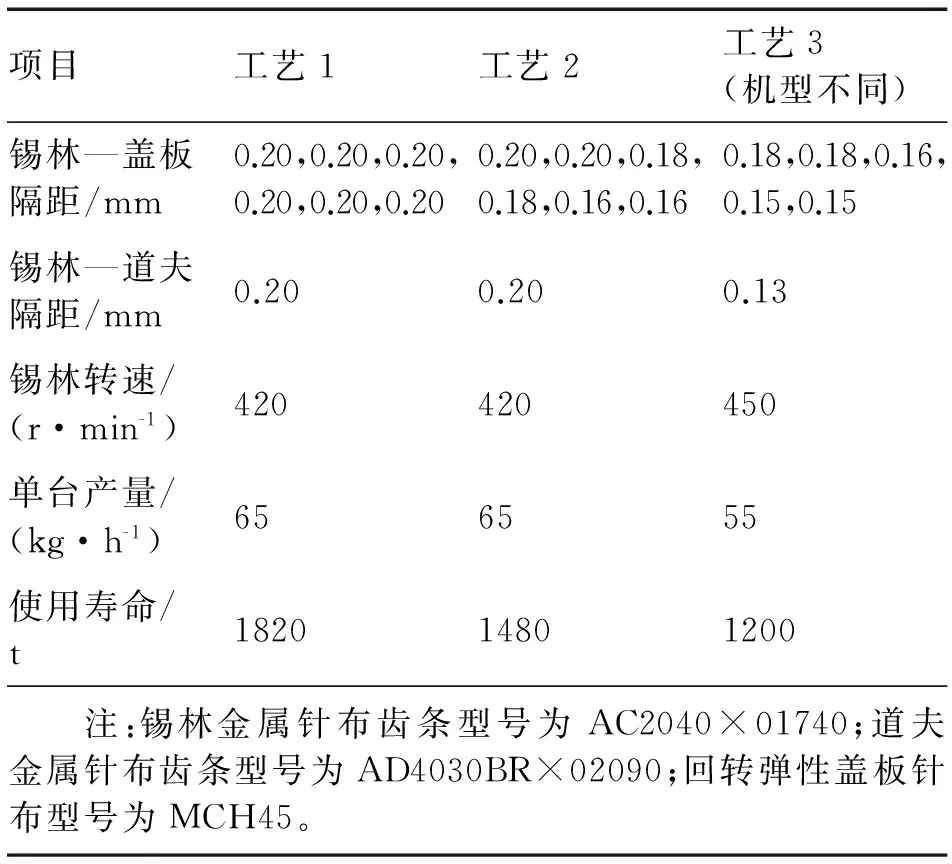
表2 采用不同梳理工艺对产品质量的影响
由表2可见,在针布使用过程中,根据具体的质量要求设定适当的针布间隔距,可降低纤维间的摩擦因数、实现柔性分梳,有利于延长针布使用寿命。
3.4改进剥棉工艺参数
剥棉工艺参数的改进,除了准确校正剥棉罗拉、道夫隔距以及剥棉罗拉、转移罗拉隔距外,还可适当提高生条定量、降低道夫转速,以保证剥取效率、减少返花。此外,还可以通过改进剥棉装置传动比,采用道夫、剥棉罗拉负张力牵伸,使返花不易被剥棉罗拉缠带进入剥棉罗拉与道夫隔距点而减少道夫金属针布的损伤。
3.5加强运转管理
建立健全针布原始记录制度,对每台梳棉机的针布包卷日期、纺纱工艺试验、损伤修理情况等均应有详细的记录;明确各级人员责任,做好针布交接班工作,预防针布损伤;建立磨砺针布的制度、明确维护周期,并应逐台进行登记,严格掌握针布的磨量,达到均匀一致;建立针布鉴定、台账记录制度,每月对针布损坏情况逐台进行鉴定登记,以便组织力量检修;建立事故现场分析会制度,应及时对轧伤针布组织现场分析,找出原因、制定措施并整改;总之,加强梳棉保全保养工作人员的责任心,是梳棉工序稳定生产的保证。
3.6做好基础工作,减小累积误差,延长针布使用寿命
做好梳棉基础工作的途径主要是控制5类误差,达到“圆、灵、直、平、准、光、同、锐”八字标准。具体措施:① 合理选型并提高装配基础精度,如三滚筒以及基础件工作面的精度,做到“四锐一正”,以保证紧隔距、强分梳的要求;减少传递级数,控制累积误差;② 掌握误差变化规律,控制系统误差,工作面间相互配合;③ 保证装配精度,减少累积误差传递;④ 根据质量要求合理工艺设计,提高梳理质量;⑤ 注重金属针布齿条尺寸一致性,减少差异;⑥ 系统分析动静结合,减少动态差异;⑦ 加强动态维护,保证基础工作稳定性,由此,减少工艺间的差异是延长针布使用寿命的有效手段。
3.7针布的正确维护
维护最根本目的就是保证刺辊、锡林、固定盖板、道夫等针布的齿尖锋利。刺辊、齿条盖板针布不能修磨,应按周期进行更换以保证梳理效果,防止锡林、回转盖板等针布的加速磨损。
3.7.1锡林、道夫金属针布的维护措施
3.7.1.1针布的磨砺
新型梳棉机配有在线锡林针布自动磨砺系统IGS和回转盖板针布自动磨砺系统IGS-TOP,以及PGS磨弹性盖板针布系统和盖板管理系统,根据机台产量和棉结增加状况给出磨针布的参数,PFS盖板调整系统迅速准确地设定盖板—锡林针布隔距,FCT自控系统进行电子检测自动快速在线调整盖板—锡林针布隔距,消除了停机磨砺针布、人工校准隔距的繁重劳动,并提高运转效率。在金属针布整个使用寿命内,锡林金属针布大约被磨砺400次,如此高频率磨针能使齿尖始终保持锋利,使生条棉结、杂质明显降低,也可延长20%使用寿命。尚未配置在线自动磨锡林、盖板针布及二者隔距自动检测调整装置的,一般采用停机磨砺。
3.7.1.2确定磨砺周期
磨砺金属针布的周期,应根据所纺品种的生条质量、特别是跟踪试验棉结指标和梳理纤维量而定,即磨砺针布周期是不固定的,新针布在纺制450 t~650 t生条后,棉结达到控制上限时则需磨砺针布,磨砺周期将会递减。每次磨砺针布后,尽管棉结可控制在允许值内,但会有增大的趋势,这是因为针布齿条的齿顶面被逐渐磨大所致。当达到产量区间而棉结数未到最高允许值时,可适当延长磨砺周期。国外某品牌金属针布推荐使用周期见表3,国内某品牌推荐周期见表4。
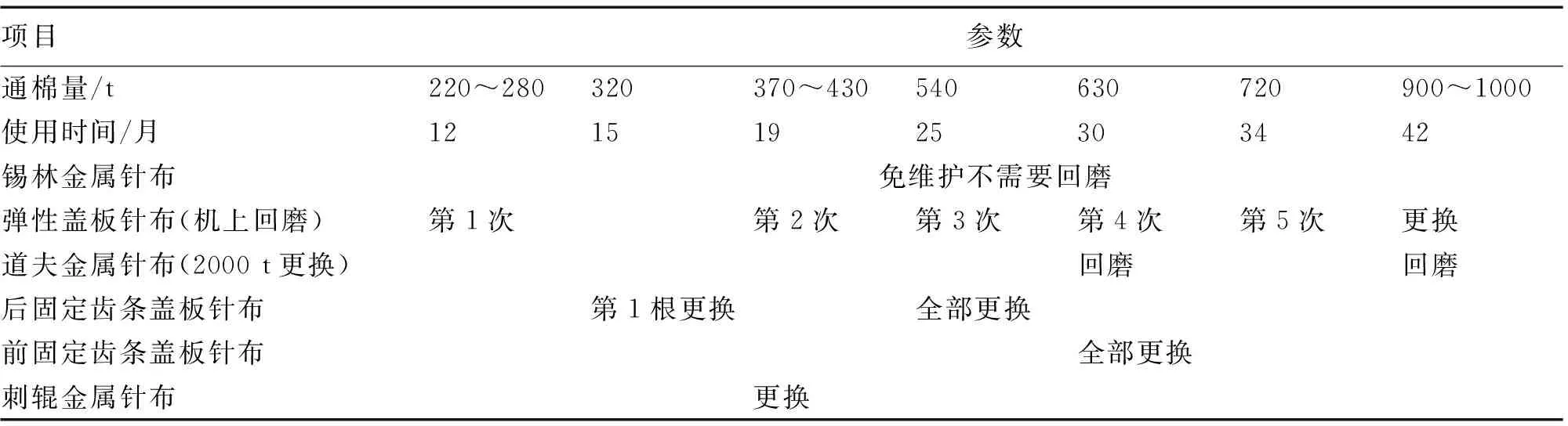
表3 国外某品牌针布使用周期推荐
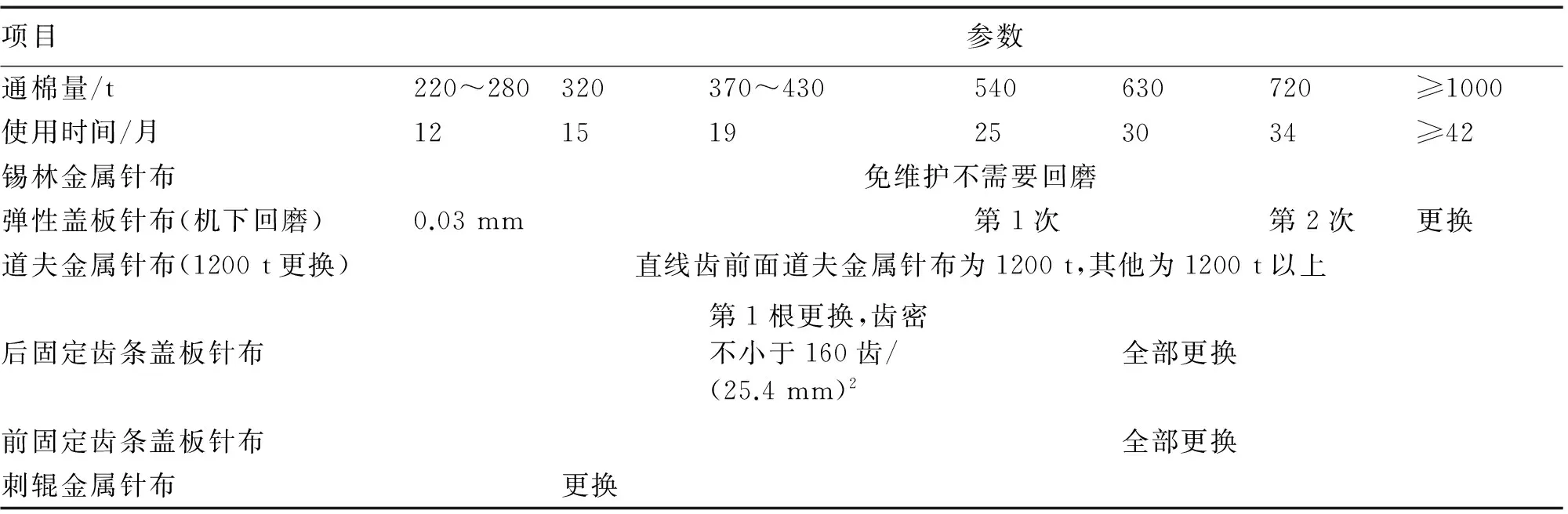
表4 国内某品牌针布使用周期推荐
3.7.1.3采用正确的针布磨砺方法
磨砺针布多数采用往复磨辊,一般为FE、MG FU280型等;砂轮为GG铬刚玉、特大气孔80ER-E(中软一中)、陶瓷结合平型;较多采用顺磨、顺刷快速(锡林以生产速度)控制磨削量并稍加刷光较好;逆磨优于顺磨,采用“逆磨顺刷"的平磨原则,逆磨时产生的毛刺在齿背,用直针弹性针布沿齿背顺刷易被清除,而顺磨时毛刺在齿前面则不易被清除。在实践中,逆磨也有一定困难,如快磨锡林金属针布顺转比较危险,若采用锡林倒转,顺磨、快速并控制磨量约为0.02 mm,轻磨、勤磨则可避免产生毛刺。无在线自动磨针布装置时,一般采用锡林顺磨、快磨、轻磨、顺刷的磨砺工艺。磨砺速度以快磨的表面粗糙度较好,以慢磨的齿尖圆柱度较好,所以磨砺速度应视金属针布状态确定,道夫金属针布也有逆磨与顺磨的方法,应按实际情况选用。
金属针布不宜多刷、重刷,以免将齿部刮毛,并尽可能用螺旋毛刷刷光,用直针辊短时间轻、顺刷,刷辊速度以600 r/min为宜,锡林、道夫则为生产转速。
3.7.1.4正确判定针布状态
修磨或更换针布应逐台进行,不能同时修磨或更换同组(供应同台并条机的数台梳棉机)中的多台梳棉机用针布,以免成纱质量指标出现较大波动。针布的维护周期可以按生条质量指标、生条产量或用显微镜观察针布磨损情况等为基准,以判断针布是否需要维护保养或更换。生条质量检测,应根据纺织厂的平均棉结质量水平设定其允许基准线,对超过基准线的梳棉机针布进行维护,即以生条质量为基准对针布进行维护。用显微镜(放大倍数不小于40倍)观察针布的磨损状态,并根据磨损状态决定是否对针布进行维护,其原则是在生条质量尚未受到影响时即开始进行维护。
3.7.1.5关注纤维原料
影响针布磨损程度及使用寿命的因素很多,而纺纱原料是关键的影响因素:原棉中含杂率较高(尤其含有砂粒)时,针布的磨损远快于纯净的棉花;亚光或消光化学纤维的表面大量使用消光剂,会造成针布的加剧磨损,染色的化学纤维,其染料也会加剧针布的磨损。
3.7.1.6根据金属针布用齿条材质和状态进行修磨
高碳钢锡林金属针布可以采用传统的旋转往复式磨辊进行修磨,磨砺时保证磨辊与锡林平行,修磨应尽量轻,产生最小的火花长度;如果磨砺压力过大,火花大,严重时会影响分梳效果,并缩短针布使用寿命,甚至造成针布损坏。对于合金钢锡林金属针布的修磨,推荐使用柔性修磨材料的往复式修磨设备进行。
当转移和握持纤维出现问题时,才可以对道夫金属针布进行修磨;当梳理表面粗糙的化学纤维时,道夫金属针布需要进行抛光,以防止纤维滑落;道夫金属针布从锡林金属针布表面转移纤维效果不好时,需对道夫金属针布进行轻度磨砺,以免其精细的齿部产生弯钩而导致剥棉罗拉从道夫金属针布表面转移纤维困难。
适合磨砺的金属针布为大平顶齿、驼背齿针布,而直齿、鹰嘴齿、无齿顶面的尖齿金属针布则不适合磨砺。
3.7.2刺辊齿条
刺辊转速约为800 r/min,因握持强分梳筵棉而使金属针布齿尖磨损极快,通常高产梳棉机2~3个月梳理的纤维量约为60 t~90 t,其使用寿命为9~12个月,短则为6个月。因此,加工250 t原料即要更换新金属针布,其周期应视纺制品种质量要求而定。刺辊齿条由于用量少、费用低、分梳作用大,因此其更换周期宜短,对保障纺纱质量有利。光胎用自锁齿条包卷的刺辊针布齿尖圆柱度好,不用磨砺即可保持齿尖原有锋利及耐磨性,是刺辊金属针布发展的必然趋势。
3.7.3其他针布的维护
新型高产梳棉机为扩大梳理区而在锡林前后罩板处加装固定齿条盖板与棉网清洁器,以及刺辊下齿条盖板和除尘刀、吸风口[3]。这些附加的分梳元件有分解纤维束、理顺精细梳理后纤维的作用,对其保养清洁工作也应重视,以充分发挥它们应有的工艺功能。每次揩车应清刷刺辊齿条盖板上残留的纤尘、杂质,并用汽油揩清棉蜡积垢;锡林前后固定齿条盖板应利用每3个月一次大揩车用同样方法轻刷,并复校与锡林的隔距,使固定齿条盖板保持清晰光洁的齿形状态与工艺隔距进行上车,有利于提高生条质量。刺辊后下的两根固定齿条盖板嵌杂,是影响梳理质量的主要部位,每次揩车时要特别注意清理保洁。
在国内外清梳联单机上,当梳棉机采用多个刺辊时会配用一个针辊,国内的单刺辊也有试用针辊的,生产实践表明对减少纤维损伤与短绒有利,而且针辊不用磨砺。
4 结语
4.1金属针布的磨损、钝化,主要是在梳理过程中纤维与针布、杂质与针布的摩擦所致,从而使其梳理纤维的功能下降。
4.2对具有齿顶面的金属针布,采取正确的磨砺针布措施和周期维护,可以恢复针布的穿刺分梳纤维功能并延长其使用寿命。
4.3根据纤维特性合理设计制造齿条齿型,并优化配置梳理工艺、加强管理,可有效减少针布的磨损、钝化,稳定纤维梳理质量,实现梳棉机高速、高效、高产、低耗的目的。
[1] 费青.新型针布的梳理工艺特性分析[J].棉纺织技术,2001,29(11):9-14.
[2] 费青.纺细号纱和超细特纤维针布的研究与开发[J].棉纺织技术,2003,30(4):5-10.
[3] 费青.国产新型梳棉机的特点和性能分析[J].棉纺织技术,2002,29(10Z):15-22.
WearandControlofMCCfortheCardingMachine
CHEN Yufeng
(Guangshan White Shark Card Clothing Co.,Ltd.,Guangshan 465450,China)
To make good use of MCC for the carding machine and stablize carding quality,introduction is done to the classification and features of MCC.Analysis is done of fibers and clothing,impurities and clothing friction results in clothing wear.Caution of MCC maintenance is important in repairing MCC and location of factors against wear.Mearsures are given against MCC wear from the wise design of wire profile and surface treatment technology and such.The practice shows that the different MCC should be handled with corresponding measures,which can maintain sharpness,improve wear-resistance,and prolong service life.And more,something must be done to give full play to the functions of fiber carding,reduction of neps,fiber damages and short fibers,reasonable design and manufacture of the MCC wires must be according to the characteristics of fibers.The carding process must be optimized and the management of the clothing must be strengthened so that the wear and passivation of the clothing wire can be effectively avoided,gaining stable carding quality.Consequently,production of the carding machine of high speed,high efficiency,high yield and low consumption can be realized.
carding machine;MCC;sharpness;wear;addendum area
TS103.82+1
B
1001-9634(2017)05-0026-06
2017-02-17
陈玉峰(1975—),男,河南项城人,工程师,主要从事质量控制技术和纺纱工艺方面的研究。
