索夹体加工专用设备的改造设计
2017-10-19门友华
门友华
(柳州钢铁集团机制公司,广西 柳州545002)
索夹体加工专用设备的改造设计
门友华
(柳州钢铁集团机制公司,广西 柳州545002)
通过利用闲置旧设备进行改造设计,使其成为加工类似索夹体等零件的专用设备。不但大幅降低制作成本,提升了工效,满足了用户需求,赢得了更多订单,还为加工同类型产品提供有利条件,拓展了市场的竞争能力。同时也为创新应用专用设备、工装加工批量产品工艺方法提供参考和指导意义,从而为企业创造更多利润。
悬索桥;索夹体;改造设计
当今,随着交通工具的日俱增,道路、桥梁的建设随之不断扩大,使得钢缆悬索桥梁得到广泛应用。对制造企业而言,悬索桥上构件的生产制作自然成为市场竞争中香馍馍,索夹体就是悬索桥上用量较大的一个构件。为赢得市场订单,如何以最快最低加工成本交给用户,是我们需要攻关创新的主题。
索夹体的长孔加工是生产制作过程中的瓶颈工序,采用现有机床和常规的加工方法加工,一套索夹体镗孔需要约47 h,一个月几十台套的需求,需要投入多台大型镗床、数控铣床或立式车床等多台设备,无论是加工成本还是工期企业和用户都无法接受。所以只有通过利用废旧设备进行设计改造成专用加工设备,实现低耗高效的工艺创新来满足市场需求,达到企业盈利的目的。
1 加工零件(索夹体)介绍
索夹体是安装在悬索桥的主缆绳上,其作用是将桥梁所承载的重量分段通过吊索与其连接传递到主缆索上,既对主缆和吊索起联结作用,又对主缆起紧固定型作用,一座悬索式桥梁所需索夹体少则几十个多则几百个。根据桥梁的大小,所需的索夹体在数量、体积上不一样,但在结构和形式上大同小易。本次以加工山东聊城索夹体为例。索夹体由上盖、下座组合而成,结合面有20 mm夹紧调整间隙,内孔长度根据所用位置不同,其长度由1 220~2 010 mm不等(如图1所示)。
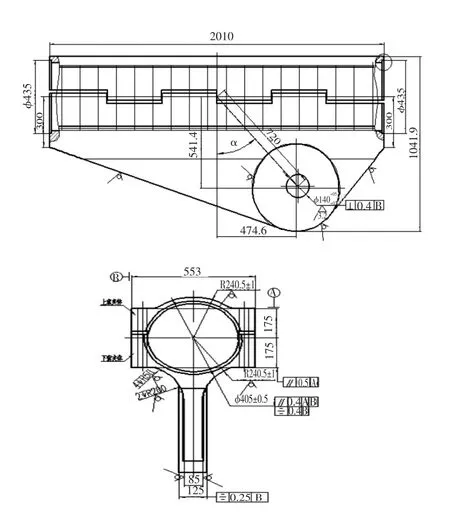
图1 索夹体示意图
2 索夹体加工工艺方案
(1)传统加工工艺方案一:划出上、下索夹体加工线→铣结合面→将上、下索夹体组合→铣四周及上下面→镗内孔系及Φ140耳孔→划线→钻孔→拆开上下索夹体→铣倒角缺口→清整→检验/入库。通过此工艺方案实施,其瓶颈工序在镗Φ405内孔,由于Φ405孔较长,需要大型镗床且主轴方向行程需大于1 000 mm方能加工,再加上镗孔时主轴伸出较长,刚性不足产生振动而使刀具损坏,切削效率极为低下,加工一件Φ405孔最多需要将近50 h,加工成本太高。
(2)传统加工工艺方案二:划出上、下索夹体加工线→铣结合面→将上、下索夹体组合→铣四周及上下面→划内孔加工线→立车车内孔系→镗Φ140耳孔→划线→钻孔→拆开上下索夹体→铣倒角缺口→清整→检验/入库。此方案不但工序长,内孔的加工同样成为瓶颈,工效和加工成本与方案一不相上下,单就工效而言两种方案同时实施都无法满足交货期要求,更无盈利及获得更多订单可言。
所以,要想在满足用户需求获得更多的订单,同时企业又能盈利,必须解决瓶颈工序,提高工效,将成本降至最低。唯一办法就是针对加工对象设计一台专用的镗孔设备,根据现有的资源最经济适用办法就是利用闲置旧设备(重型车床C61100)进行改造设计。
3 索夹体专用镗孔设备改造设计
3.1 索夹体专用镗孔设备结构
索夹体专用镗孔设备结构如图2所示,以下主要针对床头箱、工作台镗杆组件组合尾座及尾座拖板装置的改造进行说明。
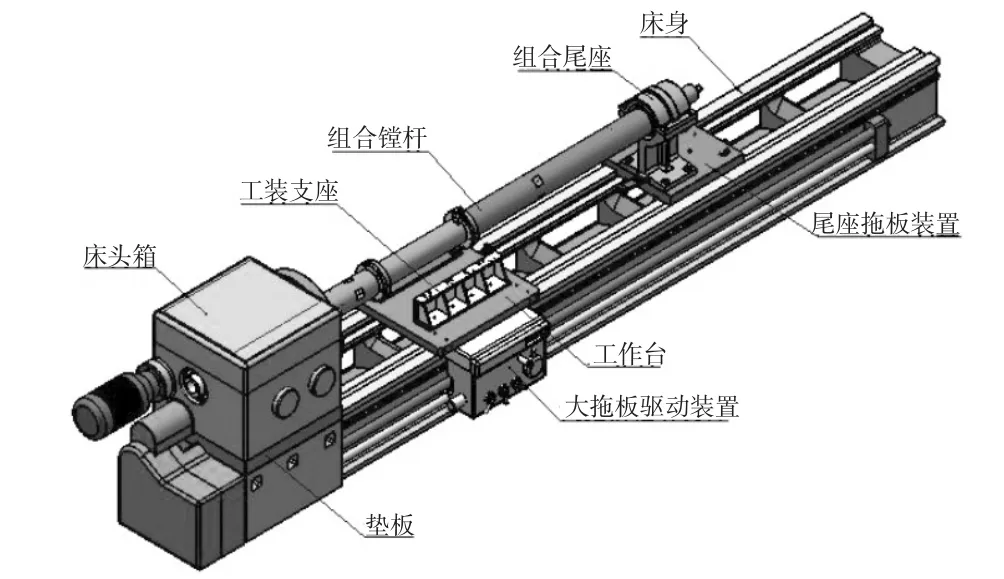
图2 索夹体专用镗孔设备结构
3.2 床头箱体及动力传递的改造设计
床头箱体及动力传递改造结构如图3所示。床头箱改造原因:根据公司现有产品特征和市场发展需要,原重型车床C61100的中心高度只有500 mm,无法满足工艺需求,故需将床头箱(即中心高)垫高145 mm.
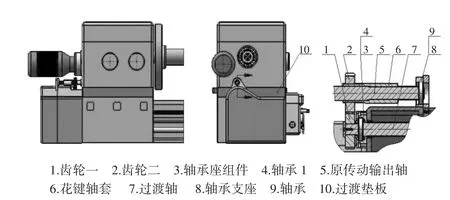
图3 床头箱体及动力传递改造结构
改造设计方案:如图3所示,在床头箱与床身的连接处增加一块高145 mm的垫板,由于床头箱垫高后,传动输出轴位置与床头外挂变速箱体对应位置出现145 mm的落差,导致动力无法传递。解决方案是在外挂变速箱上增加一组速比为1∶1传动副[1],保证传动参数不变。
3.3 大拖板(工作平台)的改造设计
由于车床大拖板上平面无法直接安装工件,需在大拖板上先安装一个工作平台。为了减轻大拖板运动时的负重,工作台结构设计如图4所示,在工作平台上可根据工件的高度制作相应的等高工装支座。同时,为能方便快捷地装校好工件,在支座上还安装有可作调整或定位用的调整挡板及连接拉耳,如图5所示。
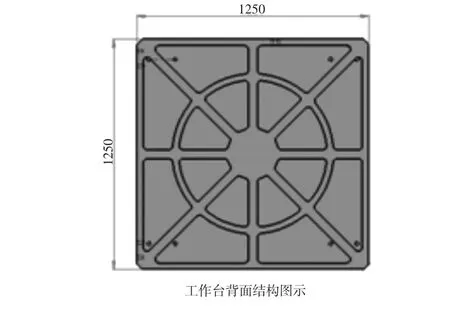
图4 工作台结构设计
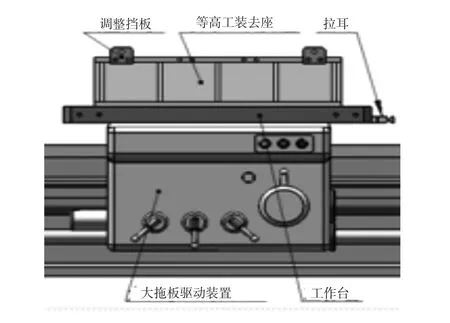
图5 可调整或定位用的调整挡板及连接拉耳
3.4 镗杆组件的设计
镗杆设计原理:由于采用卧式车床改造成镗床镗孔功能,加工对象为类似索夹体的零件内孔,而工装及加工方式为镗杆不移动,工件安装在大拖板平台上驱动实现进给切削,这样就需要两倍以上于工件长度的镗杆才可以实现,即加工2 m长的索夹体则需要4 m以上的镗杆长度。如此长的镗杆则必须在尾部有定位和支撑装置,有了定位和支撑,镗杆与工作平台就形成了封闭,就会不便于吊装工件。为此,将镗杆设计成如图6所示结构,由接长镗杆一、二及可拆卸的镗杆组成,镗杆二尾部设置有定位支撑段,镗杆对接处采用端面花键式定位连接(图7所示),即可保证连接后的同轴度又能有效传递扭矩实现镗削功能。同时,镗杆上设置有一前一后的两个对称装刀座,可同时使用双刀切削,即可使镗杆对称受力又可提高镗孔效率。
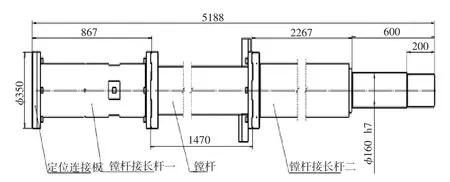
图6 镗杆结构示意
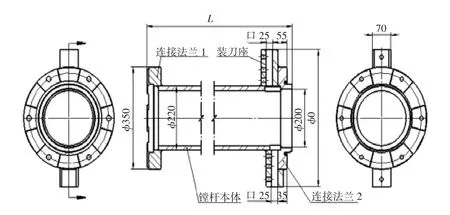
图7 镗杆示意图
3.5 组合尾座的设计
组合尾座结构主要是起到支撑镗杆和定心,保证镗杆受力时不产生振动的作用,分别由尾座本体、尾座上盖、调心轴承套、轴承、透盖1、2等组成。其特点是:尾座为分体式,拆装和维护方便;尾座中采用调心式装置,避免制造和装配上的误差造成运行卡阻;定位调心采用球面接触,两个向心球轴承支撑和定心[1],既经济又耐用。
3.6 尾座组合拖板的设计
结构及原理:吊装工件时,需将尾座连同接长镗杆一起移动位置避让工件,由于镗杆、尾座组合件本体、尾座拖板重量加在一起约为1.5 t,人工无法推动。大拖板安装好工件后自身重量已达到了4 t左右,若用大拖板的动力拖动尾座组件则必须将尾座负荷减至最小。在重量无法改变的情况下,减轻负荷的办法只有将滑动摩擦变为滚动摩擦。为实现这一效果,故采用图8所示结构,拖板上设计有锁紧装置、导向装置、滚动体装置及牵引装置,具体操作为:当镗杆及尾座需要移动时,松开锁紧螺钉将锁紧板松开,调整调节螺钉(四处)顶动滚动体是拖板离开导轨面形成滚动接触(滚动体工作面是在副导轨面上,不会影响设备的运动精度),然后套上连杆使大拖板与尾座组件连成一体,开动大拖板则可驱动尾座组件及镗杆沿导轨一起直线移动,当尾座组件及镗杆移动到位需固定时,则将连杆取走,松开调节螺钉使拖板与导轨面充分接触,然后上紧锁紧螺钉将锁紧板锁紧稳固尾座组件使其不产生位移和晃动,从而达到支撑定位的作用。
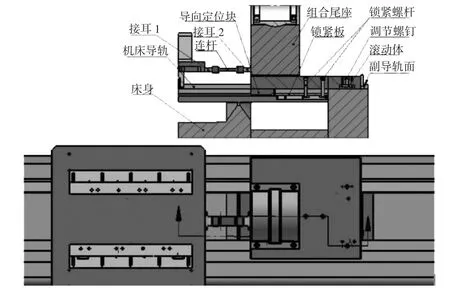
图8 尾座组合拖板结构
3.7 操作安全控制的设计
根据加工件的外形尺寸达到2 m以上,此种加工方式为工件进给切削,所需行程空间较大,而设备本身长度有限,为能合理利用其有效行程,尽可能加工大规格类似产品,又能保证在误操作时避免发生碰撞,故在床身两端头均安装有可调整式限位开关A、B。在大拖板与尾座联动方式设置了保护装置,当大拖板拖动尾座组件带动镗杆接近镗杆连接法兰处时,接近开关C(常闭开关)得到信号后断开,大拖板失电停止动作,当接近开关D(常闭)由于取走连接板后恢复闭合状态,大拖板得电后可动作而尾座则可静止不动,这样既可保护镗杆不受碰撞又可防止镗杆顶到位时传动副过载而损坏,具体如图9所示。
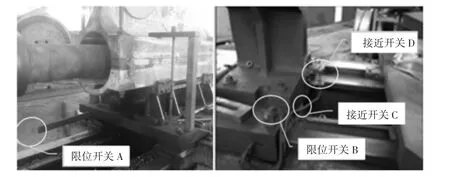
图9 操作安全控制设计
4 实施效果验证情况
当设备改造后,整机负荷时运行良好,动力传输平稳,主轴转动负荷小,切削扭矩大,单背吃刀量超过12 mm,满足改造设计要求;
镗孔质量情况:精加工一次镗穿,孔直线度好,镗杆刚性足,无震刀,孔径及表面粗糙度符合图纸要求;
镗孔工效情况:刀杆设计为双刀头切削,正常情况下分粗精两次走刀可完成镗孔,镗孔实际耗时约为7 h以内,较大型(武汉160镗床)耗时38.5 h提高5倍以上,具体情况如表1所列。
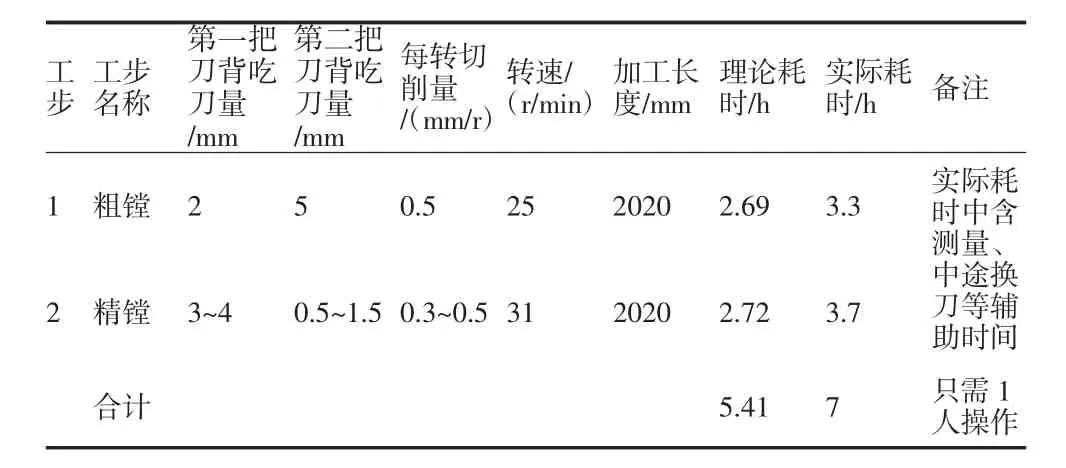
表1 镗孔工效情况
装夹校正情况:因镗杆设计为可分体式,可移动部分镗杆尾部设计有配重,工装支座上有定位块,吊装方便快捷、安全,可一人在半小时内完成工装校正。
操作及安全方面:设备主体为卧式车床,具备车床操作技能的人员均可操作,简单易学。再加上各相对运动的机构间设置有安全开关装置,安全保护效果好,能有效避免误操作。
5 结束语
通过改造设计专用设备加工索夹体,有效提高了加工效率,降低了加工成本,镗孔工效是通用镗床的5倍以上,有效的解决了工序瓶颈和用户需求,为赢得更多订单和开拓市场创造了良好的条件。同时,通过专用设备的改造设计实现工艺技术创新,充分利用和发挥现有资源,提高加工质量和工效,降低制造成本,使企业在市场危机中仍能获得利润起到了积极借鉴和指导作用。
[1]北京.英科宇科技开发中心.《机械工程师设计手册》电子版[DB/OL].2009.
Special Equipment for Processing the Clamp Body Design
MNE You-hua
(Liuzhou Iron and Steel Group Machinery Manufacturing Company,Liuzhou Guangxi 545002,China)
By making use of idle old equipment design,make it processes similar to the clamp body and other parts of the equipment.Not only to significantly reduce productiong costs,Improved ergonomics,meeting user needs,win more orders,also provide favourable for processed products,expand the market competiting ability.But also for innovative applicating-specific equipment,tooling ang processing method of bulk product reference and guide,tocreate more profits.
suspension bridge;clamp body;transformation design
TQ639
A
1672-545X(2017)08-0115-03
2017-05-20
门友华(1970-),男,壮,广西融安人,大专,主要研究方向:专用机械和装备。