退火态5083铝合金焊接接头组织与性能分析
2017-10-18蹇海根徐国新申向旭覃凯阳陈芷婷丁智辉
罗 健,蹇海根,徐国新,申向旭,覃凯阳,陈芷婷,丁智辉,
(1. 湖南工业大学 冶金与材料工程学院,湖南 株洲 412007;2. 湖南德润有色焊材科技有限公司,湖南 株洲 412000)
退火态5083铝合金焊接接头组织与性能分析
罗 健1,蹇海根1,徐国新1,申向旭1,覃凯阳1,陈芷婷1,丁智辉1,2
(1. 湖南工业大学 冶金与材料工程学院,湖南 株洲 412007;2. 湖南德润有色焊材科技有限公司,湖南 株洲 412000)
采用连续挤压—拉拔—刮削光亮化技术制备的ER5356铝合金焊丝对退火态5083铝合金板材进行MIG焊接,并通过金相、扫描、硬度、拉伸等观察与测试手段对其焊接接头进行试验分析。结果表明:该技术制备的焊丝焊接效果良好,焊缝无裂纹、夹杂等缺陷;焊接接头各区域组织分布均匀,焊缝中心硬度最低,为68 HV,焊接接头抗拉强度为277 MPa,强度系数为92.3%,力学性能较好,完全达到了实际焊接要求和船舶使用需求。
ER5356铝合金焊丝;连续挤压;焊接接头;力学性能
1 研究背景
5083铝合金属于典型的铝镁合金,具有质量轻、强度高、塑性好且抗腐蚀等优点,其焊接结构件在船舶等行业应用较为广泛[1-2]。在焊接基材确定的情况下,焊接工艺和焊丝质量决定着焊接结构件的性能[3]。焊丝质量影响着焊缝的组分、焊缝裂纹的形成、接头的耐蚀性、微观组织及力学性能等[4],而不断发展的焊接技术则直接影响耐蚀5083铝合金在船舶上的应用程度。
近年来,许多学者对5083铝合金焊接接头进行了深入的探索与研究。Cai D. T.等[5]对采用等离子体-MIG(metal inert-gas)复合焊和MIG焊焊接的船用5083铝合金焊接接头的微观组织、拉伸以及弯曲性能进行了研究,发现等离子体-MIG复合焊相比等离子体焊和MIG焊有更高的焊接效率,焊接速度、电流对焊缝渗透以及焊缝形貌有着积极的影响,接头的延展性以及强度都达到了标准;Wang C. G.等[6]研究了环境温度对A5083-H111合金焊接接头微观组织与力学性能的影响,发现随着环境温度的升高,焊缝中析出相的晶粒尺寸减小,但是析出相的晶粒体积分数增大。远离焊缝中心,硬度增大,焊接温度大于0 ℃时强度和韧性比焊接温度小于0 ℃时要高;K. Shankar等[7]研究了焊缝修复对5083铝合金焊接接头裂纹扩展行为的影响,通过有限元分析发现残余应力影响焊缝裂纹长大速率,焊缝修复增大了热影响区的晶粒尺寸,但对合金接头的剩余寿命并没有太大的改善;P. Schempp等[8]向5083铝合金GTAW焊(钨极氩弧焊)焊缝金属添加晶粒细化剂AlTi5B1以细化晶粒,通过实验发现细晶强化使得焊缝金属韧性提高,但强度提高较小,抵抗疲劳裂纹萌生的能力增大;孟宪伟等[9]对A5083P-O铝合金MIG焊接接头组织及疲劳性能进行了研究,发现其焊缝组织为细小树枝晶,靠基材一侧为细长柱状晶粒,接头硬度值为70~80 HV,极限疲劳强度为95 MPa。
课题组采用连续挤压[10]—拉拔—刮削光亮化制备技术生产出一种新型ER5356铝合金焊丝,采用该工艺生产的焊丝产品质量好,性能稳定。用制得的焊丝产品对耐蚀船用5083铝合金板材进行MIG配对焊接,通过其焊接接头微观组织及力学性能的分析研究,评价使用连续挤压法生产焊丝的焊接效果,并为耐蚀5083铝合金板材在船舶上的应用提供试验参考。
2 试验材料、方法及仪器设备
2.1 试验材料
试验用基材为厚8 mm的退火态5083铝镁合金板材,退火温度为250 ℃,保温1 h。填充材料为经过连续挤压—拉拔—刮削光亮化制备工艺生产的Φ1.6 mm ER5356配用焊丝。ER5356铝合金焊丝制备工艺流程:Φ10 mm ER5356铝合金坯杆料—连续挤压至直径为Φ3.2 mm—退火与拉拔—刮削光亮化处理(至直径为Φ1.6 mm)。基材和焊丝的具体化学成分及含量见表1。

表1 基材和配用焊丝的化学成分及含量Table 1 Chemical composition of base metal and wires %
2.2 试验仪器设备
焊机,YD-400GE,日本松下公司生产;
电火花线切割机,DK7720,泰州市江洲数控机床制造有限公司生产;
金相显微镜,POLYVER-MET,德国卡尔蔡司公司生产;
扫描电子显微镜,日立S-3400N,天美(中国)科学仪器有限公司生产;
维氏显微硬度计,HVA-10A,济南恒思盛大仪器公司生产;
电液伺服动静万能测量试验机,PWS-E100,济南时代试金试验机有限公司生产。
2.3 试验方法
图1为焊接及试验取样示意图。
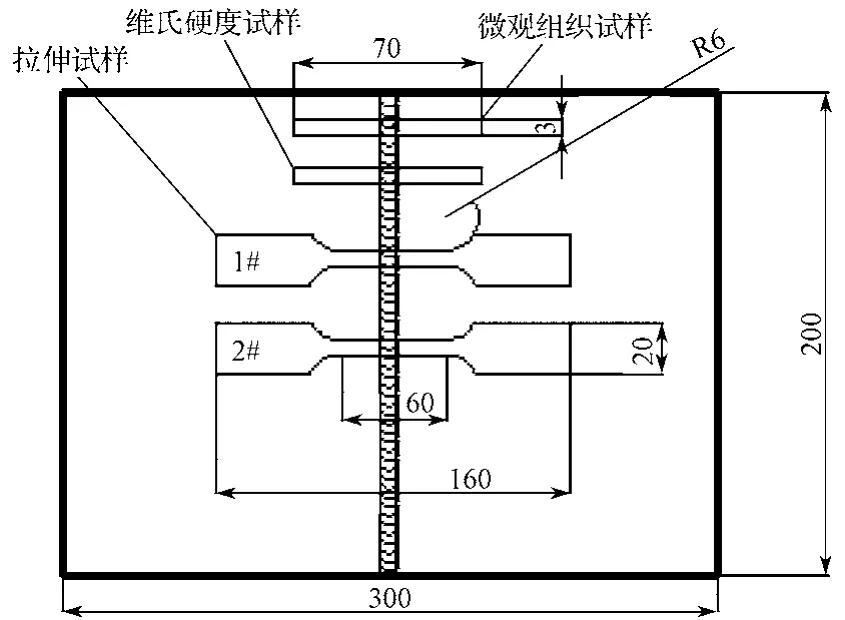
图1 焊接及试验取样示意图(单位:mm)Fig. 1 Schematic diagram of welding and test sampling (unit: mm)
焊接前需清除金属表面的氧化膜等杂质,且进行预热。采用焊机进行MIG自动化焊接,保护气体为高纯氩气(体积分数不低于99.99%),焊接电流为200 A,喷嘴直径为16 mm,氩气流量为19 L/min,焊接速度为600 mm/min。焊后采用线切割方法截取接头试样进行显微组织分析和性能测试。试样进行金相显微组织观察需先机械预磨,清水抛光,再阳极覆膜,溶液配比为1 000 mL H2O+30 mL HF+11 g H3BO3,试验过程中适当调整电压,使电流保持在0.1~0.2 mA,覆膜时间约为90 s。试样经过预磨、清水抛光后,在扫描电子显微镜上进行形貌观察。显微硬度测试在低负荷维氏硬度计上进行,加载力为2.94 N,加载时间为10 s。采用电液伺服动静万能测量试验机在室温条件下进行力学性能测试,拉伸速度为2 mm/min,焊接接头取2个样,标识为1#,2#。
3 试验结果分析与讨论
3.1 焊丝及焊缝表面形貌
图2为焊丝外观质量观察形貌和焊接宏观效果。
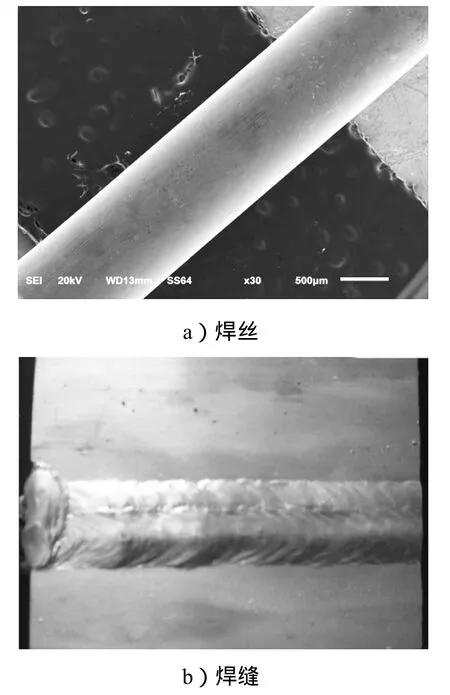
图2 焊丝及焊缝表面形貌Fig. 2 Surface morphology of welding wires and welding seams
由图2a可知,采用连续挤压—拉拔—刮削光亮化制备的ER5356焊丝外观质量较好,无毛刺、划痕及微裂纹等加工缺陷。图2b为自制ER5356焊丝焊接5083铝合金板材焊缝宏观形貌,由图可知焊缝平整致密,无明显的裂纹、夹杂以及未熔合、未焊透等显著缺陷。
焊丝外观质量与焊丝成分配比、杂质含量、冶金质量以及焊丝制备工艺方法等有很大的关系。焊丝前期生产严格控制熔体中气体和各种非金属夹杂物(氧化物、碳化物等),避免铸锭产生疏松、气孔、夹杂等缺陷。严格控制Mn、Cr等微合金化元素以及Fe、Si等杂质元素的含量,采用连续挤压—拉拔—刮削光亮化相结合的制备技术,降低了焊丝表面毛刺、微裂纹等缺陷的产生,有效地改善了焊丝外观质量。本次焊接效果显著(焊缝成型较好),其因素主要有3个:焊接工艺,试验采用MIG自动化焊接,严格控制焊接电流、焊接速度等工艺参数;焊丝质量,由于焊丝优异的外观质量,焊接过程中未出现堵丝、断丝等焊接问题,填充焊丝与基材经历加热、熔化、冶金反应后,冷却结晶形成成型较好的铸态焊缝形貌;化学成分,合金成分偏析或低熔点物质的存在易引起接头裂纹产生,焊丝和基材中加入微量Zr、Ti形成的ZrAl3、TiAl3能细化焊缝铸态组织及抗焊缝裂纹。
3.2 焊接接头微观组织
焊接接头一般由焊缝区(weld zone,WZ)、熔合区(fusion zone,FZ)、热影响区(heat affected zone,HAZ)和基材区(base metal,BM)组成。5083铝合金焊接接头不同部位区域的金相显微组织如图3所示。
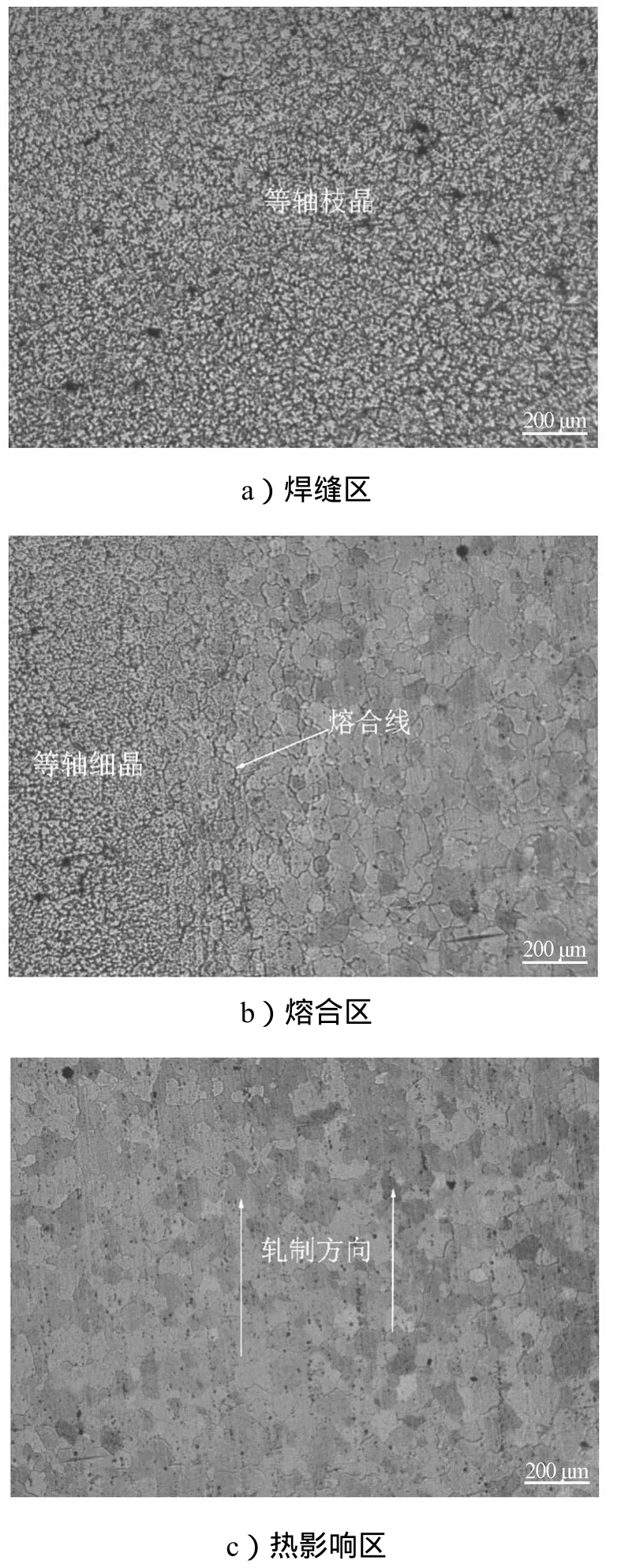
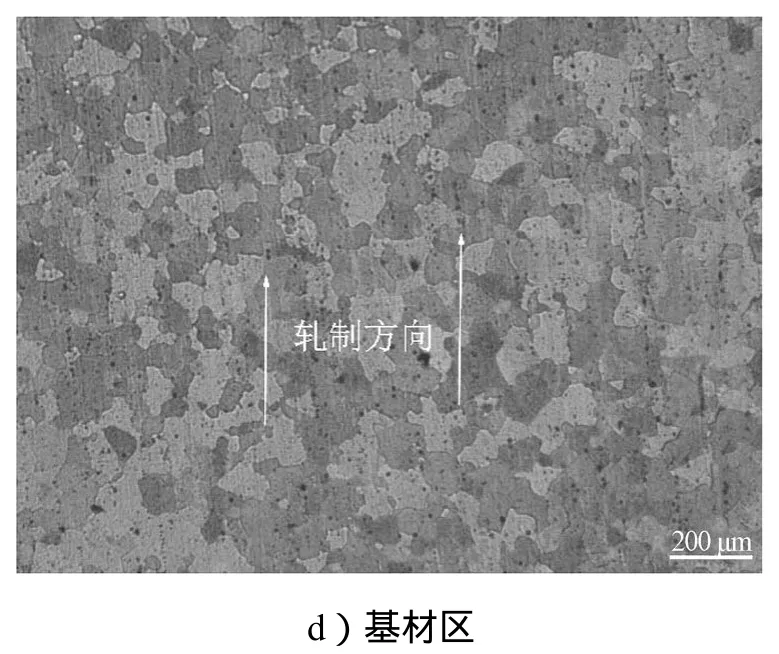
图3 焊接接头各区域金相组织Fig. 3 Metallurgical structure of welded joints in different regions
图3a中,焊缝中心为致密细小等轴枝晶铸态组织,形成的原因是焊接熔池快速结晶,溶质浓度的差异以及溶质扩散、均匀化的速度较慢,形成了典型的铸态组织[11]。图3b中,熔合线清晰可见,靠近焊缝区的组织为半熔合区,该区为大量细小的等轴晶。靠近半熔合区的热影响区的组织特征为长大的再结晶组织和轧制加工纤维组织(图3c中,轧制加工方向为白色箭头所指)。热影响区晶粒组织较粗大,主要是焊接时焊缝区向热影响区传热较快,而该区域过冷度较小,受高温时间较长,从而导致该区域晶粒明显长大。受焊接散热梯度的影响,热影响区晶粒粗大程度不一致。靠近基材的热影响区为典型的轧制加工纤维组织(图3d中),形成原因是轧制加工使得晶粒及晶间物质沿变形方向拉长,形成纤维组织。
3.3 焊接接头扫描形貌
退火态5083铝合金焊接接头扫描形貌及能谱分析结果如图4所示。由图4a、4b可知,焊接接头表面形貌较好,未发现较多微裂纹、气孔等缺陷,与前面焊缝宏观形貌以及金相显微组织分析结果相一致。焊接接头除了极少浅灰色相析出,未发现其它第二相粒子,文献[12-13]表明图4c的析出相为β(Al8Mg5)。β(Al8Mg5)相呈骨骼状,具有面心立方晶格,在室温下很脆,如果合金中该相含量过多将导致塑性及耐蚀性降低。图4d的能谱分析结果表明,Zr在焊接接头中形成ZrAl3,成为α固溶体外来异质结晶核心,使晶粒细化。Zr还能与焊缝熔池的氢反应生成ZrH,在熔池中起到除气作用,减少焊缝气孔、疏松等缺陷,而微量Ti形成的TiAl3能进一步细化焊缝铸态组织及抗裂纹。同时,焊接接头未见(FeMn)Al6、FeAl3等难溶金属间化合物,对其各项性能的提高也具有积极的意义。
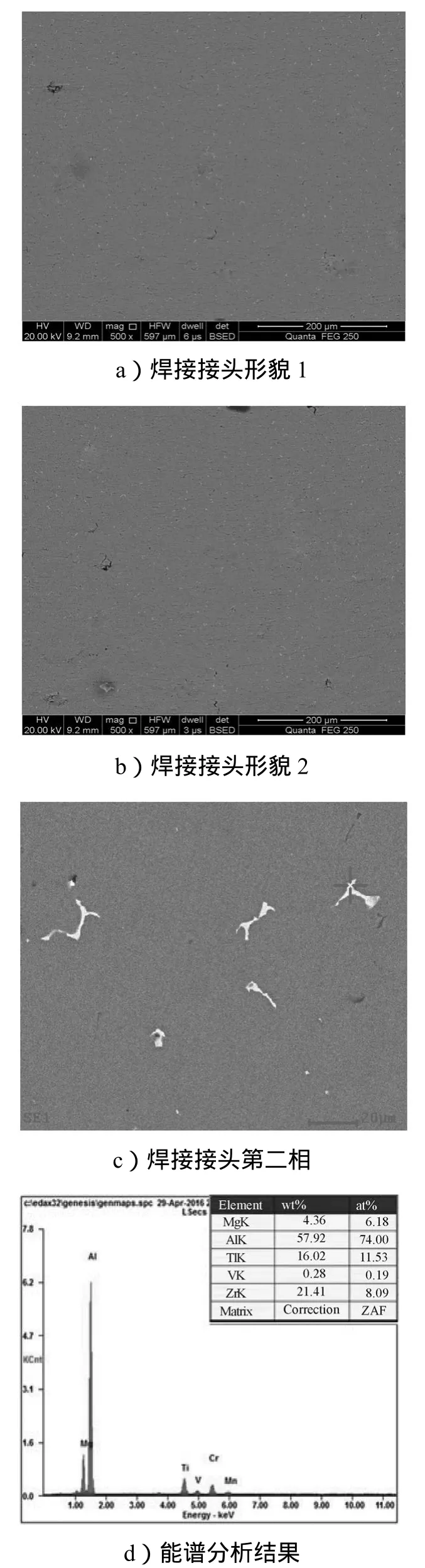
图4 焊接接头扫描形貌Fig. 4 Scanning morphology of welded joints
3.4 硬度测试结果分析
从一侧基材(BM)开始,沿与焊接垂直方向每隔0.5 mm间距进行显微硬度测试,其显微硬度分布曲线如图5所示。

图5 焊接接头硬度分布曲线Fig. 5 Hardness distribution curves of welded joints
焊接过程中,焊接热循环的作用使得焊接接头不同区域的硬度值有明显的区别。从图5可以看出,焊缝中心硬度(68 HV)最低,以焊缝为中心两侧硬度大致对称,远离焊缝中心硬度不断增大,到达基材后硬度(88 HV)趋于平稳。焊接加热时,焊缝处的熔融温度高达1 500 ℃左右,ER5356焊丝中的强化元素Mg会产生一定的燃烧损失,导致合金主元素含量降低,从而导致焊缝硬度降低。同时,焊缝属于典型的急冷铸态组织,其组织较为疏松且不均匀。通过金相、扫描观察可知,在焊缝附近区域分布极少量微小气孔,在维氏硬度测量过程中对气孔较软区域的压痕打击也有可能导致硬度较低。熔合区金属由于溶解了焊丝及基材大量Mg、Mn等合金强化元素,使得固溶强化提高,同时通过金相组织观察该区的晶粒组织为等轴细晶,细晶强化使得显微硬度相比焊缝急剧增加[8]。在焊接接头热影响区,受焊接热循环的影响,晶粒发生再结晶,合并长大形成粗晶区,粗晶组织的形成使得该区的显微硬度升高缓慢。基材区组织没有变化,其硬度最高且相对较稳定。
3.5 拉伸力学性能分析
表2为焊接接头的室温力学拉伸试验结果。

表2 接头力学拉伸试验结果Table 2 Tensile test results of welded joints
由表2可知,5083铝合金板材MIG焊接接头的抗拉强度为277 MPa,屈服强度为180 MPa,延伸率为11.05%,焊接接头强度系数(接头抗拉强度与基材抗拉强度的比值)为0.923。该结果符合美国船级社(American Bureau of Shipping)、中国船级社(China Classi fi cation Society)对ER5356 焊丝认证标准的要求:焊接接头抗拉强度在275 MPa 以上。
焊缝区中急冷铸态组织、极少焊接气孔的存在以及较少析出强化相使得该区与熔合区、热影响区和基材区相比强度较低,塑性较差,成为焊接接头的最薄弱环节,力学拉伸断裂位置也处于该区域。
3.6 断口分析
焊接接头力学拉伸断口形貌如图6所示。图6a中,1#、2#焊接接头试样断裂部位在焊缝区,断口呈45°剪切断裂。为了进一步分析断口的微观形貌及断裂性质等特征,截取拉伸试样的断口,经过超声波清洗后,在扫描电镜下进行微观分析,如图6b、6c所示。
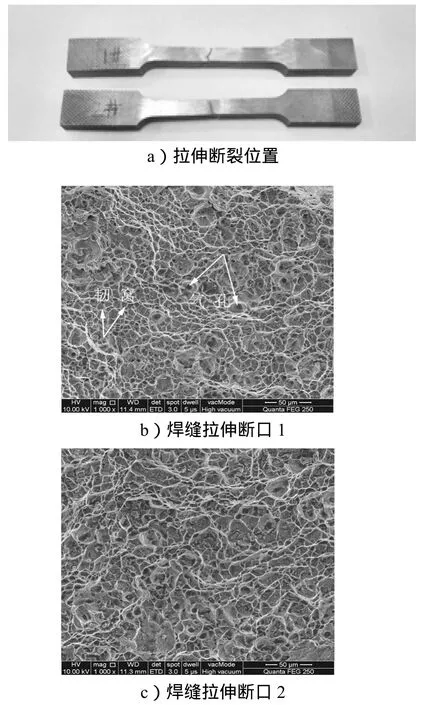
图6 接头力学拉伸断口形貌Fig. 6 Tensile fracture morphology of welded joints
拉伸加载过程中,应力导致试样内部位错在晶界、相界和其它缺陷处形成位错塞积群,在应力集中处易诱发微孔洞萌生和长大,导致颈缩和断裂[14]。由图6可知,焊缝的拉伸断口呈纤维状,表面存在大量形状圆整、较浅的韧窝且分布相对均匀。焊接接头断口形貌中只发现极少量气孔,且无夹杂,这表明此试验下合金焊接接头的强度和塑性较为优异,综合力学性能优良。
4 结论
1)用连续挤压—拉拔—刮削光亮化制备工艺生产的RE5356焊丝质量好,性能稳定。试验焊接5083铝合金板材过程中未出现堵丝、断丝等问题,且焊接接头无裂纹、气孔、夹杂等缺陷,焊缝表面成型良好。
2)焊接接头各区域显微组织分布较为明显,焊缝中心为典型的急冷铸态组织,熔合线附近为细晶区,热影响区晶粒出现一定程度的粗化长大现象。
3)焊接接头的硬度以焊缝为中心对称分布,中心硬度(68 HV)最低,远离焊缝中心硬度不断增大,到达基材后基本处于稳定(88 HV)。接头力学性能较好,强度系数达92%,完全可以满足实际焊接要求和船舶使用需求。
[1]肖亚庆,谢水生,刘静安,等. 铝加工技术实用手册[M].北京:冶金工业出版社,2005:639-642.XIAO Yaqing,XIE Shuisheng,LIU Jing’an,et al. A Practical Handbook of Aluminum Processing Technology[M]. Beijing:Metallurgical Industry Press,2005:639-642.
[2]蹇海根,谢幸儿,尹志民,等. 铝镁合金板材MIG焊接接头组织与性能研究[J]. 湖南工业大学学报,2013,27(3):79-83.JIAN Haigen,XIE Xing’er,YIN Zhimin,et al.Microstructure and Properties of MIG Welded Joint of Aluminum Magnesium Alloy[J]. Journal of Hunan University of Technology,2013,27(3):79-83.
[3]卫晏华,尹志民. 铁路列车车辆用大型铝合金型材焊丝的选用与生产[J]. 有色金属加工,2005,34(4):21-24.WEI Yanhua,YIN Zhimin. Selection and Production of Large Scale Aluminum Alloy Profiles Wire for Railway Vehicles[J]. Nonferrous Metal Processing,2005,34(4):21-24.
[4]黄 敏,刘 铭,张 坤,等. 铝及铝合金焊丝的研究及发展现状[J]. 有色金属加工,2008,37(2):9-12.HUANG Min,LIU Ming,ZHANG Kun,et al.Research and Development of Aluminum and Aluminum Alloy Wires[J]. Nonferrous Metal Processing,2008,37(2):9-12.
[5]CAI D T,HAN S G,ZHENG S D,et al. Plasma-MIG Hybrid Welding Process of 5083 Marine Aluminum Alloy[J]. Materials Science Forum,2016,850:519-525.
[6]WANG C G,LIU Y,WANG X M,et al. Effects of Environment Temperatures on the Microstructures and Mechanical Properties for Welding Joints of A5083-H111 Alloy[J]. Advanced Materials Research,2014,936:1701-1706.
[7]SHANKAR K,WU W. Effect of Welding and Weld Repair on Crack Propagation Behaviour in Aluminium Alloy 5083 Plates[J]. Materials and Design,2002,23(2):201-208.
[8]SCHEMPP P,CROSS C E,HACKE R,et al.Influence of Grain Size on Mechanical Properties of Aluminium GTA Weld Metal[J]. Weld World,2013,57(3):293-304.
[9]孟宪伟,周成候,戴忠晨,等. A5083P-O铝合金MIG焊接接头组织及疲劳性能研究[J]. 电焊机,2014,44(9):144-147.MENG Xianwei,ZHOU Chenghou,DAI Zhongchen,et al. Microstructure and Fatigue Properties of MIG Welded Joint of A5083P-O Aluminum Alloy[J]. Electric Welding Machine,2014,44(9):144-147.
[10]温景林,丁 桦,曹富荣,等. 有色金属挤压与拉拔技术[M]. 北京:化学工业出版社,2007:13-14.WEN Jinglin,DING Hua,CAO Furong,et al. Non Ferrous Metal Extrusion and Drawing Technology[M].Beijing:Chemical Industry Press,2007:13-14.
[11]DUDZIK K. Influence of Joining Method for Hardness Distribution in Joints of AlZn5Mg1Alloy[J]. Journal of Kones,2010,17(14):137-141.
[12]周庆波,张宏伟,冷金凤,等.化学成分对5083铝合金性能的影响[J]. 轻合金加工技术,2017,35(10):33-34.ZHOU Qingbo,ZHANG Hongwei,LENG Jinfeng,et al. Effect of Chemical Composition on the Performance of 5083 Aluminum Alloy[J]. Light Alloy Fabrication Technology,2007,35(10):33-34.
[13]KUO H C,WU L J. Prediction of Heat-Affected Zone Using Grey Theory[J]. Journal of Materials Processing Technology,2002,120(1/2/3):151-168.
[14]钟群鹏,赵子华. 断口学[M]. 北京:高等教育出版社,2005:2-22.ZHONG Qunpeng,ZHAO Zihua. Fractography[M].Beijing:Higher Education Press,2005:2-22.
(责任编辑:申 剑)
An Analysis of Micro-Structure and Properties of Welded Joints of Annealed 5083 Aluminum Alloy
LUO Jian1,JIAN Haigen1,XU Guoxin1,SHEN Xiangxu1,QIN Kaiyang1,CHEN Zhiting1,DING Zhihui1,2
(1. School of Metallurgical and Materials Engineering,Hunan University of Technology,Zhuzhou Hunan 412007,China;2. Hunan Derun Nonferrous Welding Technology Co., Ltd.,Zhuzhou Hunan 412000,China)
ER5356 aluminum alloy welding wire, prepared by adopting continuous extrusion drawing, scraping,and brightening technology, is to be used for MIG welding of annealed 5083 aluminum alloy, followed by a series of tests and analyses of the welding joints by means of metallographic examination, scanning, hardness and tensile tests. The experimental results show that the welding effects of the wires thus prepared are satisfactory, without such defects as cracks, inclusions, etc. The micro-structure of the welded joints is well distributed, with 68 HV the minimum hardness of welding seam center, with 277 MPa the tensile strength of welded joints , and 92.3% its strength coef fi cient,thus exhibiting such an excellent mechanical performance that it fully meets the actual welding requirement and ship usage requirement.
ER5356 aluminum alloy wire;continuous extrusion;welded joint;mechanical property
V229+.8
A
1673-9833(2017)04-0059-06
10.3969/j.issn.1673-9833.2017.04.011
2017-03-15
湖南省研究生科研创新基金资助项目(CX2017B696),株洲市国家自主创新示范区建设专项基金资助项目(20160105),湖南工业大学大学生研究性学习和创新性实验计划基金资助项目(湖工大教字[2016]69)
罗 健(1991-),男,湖南湘西人,湖南工业大学硕士生,主要研究方向为新型铝合金焊丝,E-mail:2209737785@qq.com
蹇海根(1980-),男,湖南衡阳人,湖南工业大学副教授,博士,硕士生导师,主要从事铝合金焊丝及其微合金化方面的研究,E-mail:jianhaigen2001@163.com
