UG数控编程结合宏程序的应用
2017-10-17李超
李超

摘 要: UG作为目前最先进和智能化的面向制造业的CAD/CAM/CAE一体化自动化编程软件之一,已逐渐被广大从事数控的加工编程人员学习和使用,大大降低了程序编制的难度。但这并不代表手工编程,尤其是宏程序编程不再重要,宏程序短小精悍,又能合理有效地调节数控机床的功能,在程序优化和程序修改等方面,方便快捷。在加工过程中如果我们能将UG编程和宏程序编程结合起来,利用各自优势,就能简化程序,同时提高加工效率。
关键词: 编程;UG;宏程序
1 前言
在数控机床加工零件的过程中,数控程序的编制方式一般可分为2种。第一种是手工编程的方式,对于较为复杂的零件加工常常是利用宏程序来完成,在程序编制过程中,需要大量的计算和算法,程序编制的速度往往很慢,在遇到一些非平面的复杂零件时,手工编程往往捉襟见肘。第二种是使用UG这类CAM软件来进行程序编制,能够很快的编制出程序,有效解决各种非平面与不规则零件的加工。但UG加工模块编制出的程序,往往程序数据量很大,占用机床内存,难以修改。
2 UG加工模块结合宏程序运用
如果我们能将以上两类编程方式的优点结合起来,利用UG快速的编制数控程序,同时将编制出的程序通过简单的处理转化为宏程序,那么我们就能自如的应对各种类型的零件的加工,同时大大提高加工效率。
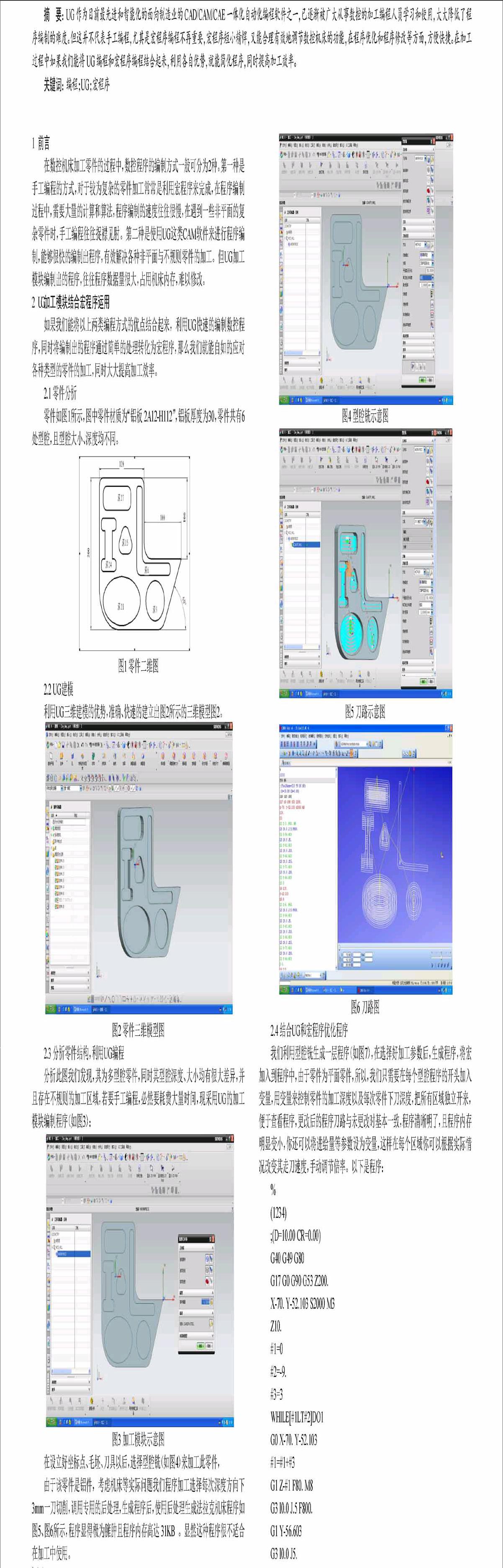
2.1 零件分析
零件如图1所示,图中零件材质为“铝板 2A12-H112”,铝板厚度为30,零件共有6处型腔,且型腔大小、深度均不同。
2.2 UG建模
利用UG三维建模的优势,准确、快速的建立出图2所示的三维模型图2。
2.3 分析零件结构,利用UG编程
分析此图我们发现,其为多型腔零件,同时其型腔深度、大小均有很大差异,并且存在不规则的加工区域,若要手工编程,必然要耗费大量时间,现采用UG的加工模块编制程序(如图3):
在设立好坐标点、毛坯、刀具以后,选择型腔铣(如图4)来加工此零件,
由于该零件是铝件,考虑机床等实际问题我们程序加工选择每次深度方向下3mm一刀切削,调用专用的后处理,生成程序后,使用后处理生成法拉克机床程序如图5、图6所示,程序显得极为臃肿且程序内存高达 31KB 。显然这种程序很不适合在加工中使用。
2.4 结合UG和宏程序优化程序
我们利用型腔铣生成一层程序(如图7),在选择好加工参数后,生成程序,将宏加入到程序中,由于零件为平面零件,所以,我们只需要在每个型腔程序的开头加入变量,用变量来控制零件的加工深度以及每次零件下刀深度,把所有区域独立开来,便于查看程序,更改后的程序刀路与未更改时基本一致,程序清晰明了,且程序内存明显变小,你还可以将进给量等参数设为变量,这样在每个区域你可以根据实际情况改变其走刀速度,手动调节倍率。以下是程序:
%
(1234)
;(D=10.00 CR=0.00)
G40 G49 G80
G17 G0 G90 G53 Z200.
X-70. Y-52.103 S2000 M3
Z10.
#1=0
#2=-9.
#3=3
WHILE[#1LT#2]DO1
G0 X-70. Y-52.103
#1=#1+#3
G1 Z-#1 F80. M8
G3 I0.0 J.5 F800.
G1 Y-56.603
G3 I0.0 J5.
G1 Y-61.603
G3 I0.0 J10.
G1 Y-66.603
G3 I0.0 J15.
G1 Y-71.603
G3 I0.0 J20.
G1 Y-66.603
END1
G0 Z10.
X-109.142 Y-9.142
Z3.
#1=0
#2=-6.
#3=3
WHILE[#1LT#2]DO1
G0 X-109.142 Y-9.142
#1=#1+#3
G1 Z-#1 F80. M8
G2 X-110. Y-8.229 I14.142 J14.142 F800.
G1 Y-10.
.
.
.
.
.
G0 Z10.
M9
M5
M30
%
修改后的程序总计只有3KB,減少到第一次程序的十分之一,程序短小精悍、简洁、逻辑严密具有极好的易读性和易修改性。同时在机床出现故障,或者加工停止时,能准确找到程序当前加工位置,且能快速调节程序,重启机床后继续加工,达到了程序优化的目的。
3 结束语
本文对UG编程以及宏程序的结合应用进行了阐述,对于2种编程方式进行了对比,并结合了多型腔零件加工以论述,并达到了加工要求,为数控程序的编制提供了思路。■
参考文献
[1] 彼得斯密德[美].《FANUC数控系统用户宏程序与编程技巧》. 化学工业出版社,2008年7月出版.
[2] 翟元盛,宋笑然,郭鸿书.《UGNX8数控加工从入门到精通》.中国铁道出版社,2012年8月出版.
[3] 黄登红.《数控编程与加工操作》.中南大学出版社,2008年8月出版.
[4] 沈建峰,虞俊.《数控铣工加工中心操作工》.机械工业出版社,012年1月出版.
