旋塞阀密封面研磨方法探究
2017-10-17宋新军杨翼
宋新军+杨翼
摘要:旋塞阀是输气管道中,极为常见的一种阀门,在节流、放空、排污管线中有极高的应用。由于上述管线内的介质可能具有较多的杂质,所以在频繁的操作过程中,很容易对密封面造成损伤。如果受损的密封面没有得到及时的处理与保护,阀门就会出现内漏,影响站队的安全生产运行情况。本文从这一现状入手,通过多次试验与研究,提出了一种简易、经济的处理旋塞阀密封面受損的方法,为关注该问题的相关单位提供参考。
关键词:旋塞阀;结构;内漏;研磨
1.概述
旋塞阀与球阀是输气场站中最常见的两种阀门,也是需要进行周期性维保较为频繁的阀门。由于旋塞阀具有节流功能,所以适用的工况相对于球阀来说,更为恶劣,更容易出现开关困难、内漏等情况。目前对于内漏的旋塞阀,一般采取清洗阀门,加注润滑脂、或密封脂,降低开关次数等办法进行处理。这些办法可以解决或者缓解旋塞阀的内漏情况,但是当旋塞阀密封面受损后,上述办法并不能从根本上解决这一问题。如果保养操作不当,还会进一步扩大内漏的情况,对场站内正常的输气运行产生不利影响。
本文提出一种方便、经济且对工器具要求较低的研磨方法,降低了研磨的门槛,方便普通维修工人在旋塞阀维保中应用,而且耗时较短,对工作场合要求不高,降低了旋塞阀离线维修的时长,便于应对各种复杂的现场工况。
2.处理旋塞划伤的现状分析
由于旋塞阀可以作为节流阀使用,所以相对于球阀来说,旋塞阀更容易在旋塞表面形成轻微的划痕,从而影响旋塞阀的密封效果。针对目前这一状况,普遍采用以下三种方法进行紧急处置:1.旋紧加载螺丝,增大旋塞与阀体的接触力从而加强密封效果;2.加注清洗液浸泡24小时,清洗掉旋塞阀内污物后,再加注润滑脂或者密封脂填充划痕与阀体间的间隙;3.减少阀门的开关次数,并辅以上述两种方法,保护阀门,延长阀门使用寿命。目前这三种方法都可以有效的缓解旋塞阀的内漏的程度,但是并不能改变旋塞被划伤这一现实,如果旋塞与阀体间杂质较多,阀门清洗不彻底,还会因此加重划痕,产生不良的后果。
3.影响研磨效果的因素
当旋塞阀的旋塞上出现划痕时,一般也伴随着阀体与旋塞接触面的受损。有时候接触面划痕较浅,且不易观察,仅靠肉眼分辨较为困难,容易产生误判。但是肉眼看不出的划痕也会对密封效果产生一定影响,这是影响研磨效果的一个主要因素。如果仅研磨旋塞不研磨阀体与旋塞的接触面,很可能误认为旋塞研磨程度不够,进而导致旋塞研磨过度,产生更严重的内漏。
影响旋塞研磨效果的另外一个因素是旋塞的的圆度。在没有高精度对中仪器的辅助下,仅靠手工很难把握研磨力度,从而影响研磨后旋塞的圆度,对旋塞造成永久性损伤。
鉴于上述两个因素,建议将旋塞放在阀体内研磨,这样不仅可以双向修复接触面,还能避免同心度不好把握、用力不均匀对阀门造成永久性伤害。
4.研磨操作的步骤
研磨前需要先拆卸并清洗阀门,确定阀门受损的情况,以此来进一步判断旋塞阀是否因划痕产生内漏。检查时建议用手摸、放大镜观察,并辅助强光手电,这样可以更容易发现划痕的位置和情况。如果有明显的划痕还需要进一步判断,划痕的深度能否可以通过研磨进行处理,如果受损过于严重,则不具有研磨的价值。根据经验,一般划痕深度在0.5mm以下的(肉眼可见,且不能明显嵌入薄铁片的程度),可以通过研磨修复。超过这一深度,很容易在研磨时研磨过度,导致研磨后旋塞与阀体接触不紧密,从而产生更严重的内漏。当然较深的划痕也可以通过研磨进行处理,缓解内漏的严重程度。
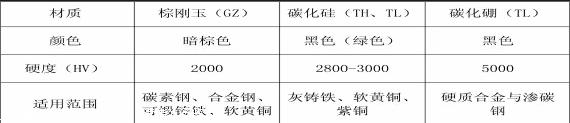
判断好划痕的深浅程度后,还需要根据旋塞和阀体的材质选择研磨膏。膏体选择参见下表:
上述步骤完成后,将旋塞阀固定在旋转夹具上(旋转夹具和自制),确认旋塞不会在旋转时产生晃动,且旋转夹具连接杆与旋塞垂直,旋转手柄与旋塞下平面平行。此步骤一般借助三角尺和水平仪完成。
固定完成后,涂抹合适材质的研磨膏,准备研磨。研磨分为三个步骤。
1、粗磨:选用粒度粗、切削量大、效率高的80#-320#研磨膏作为粗磨膏体。涂抹研磨膏前需要先清洗旋塞,然后将其浸入机油中,使旋塞表面形成质地均匀的油膜,接下来用手将研磨膏均匀的涂抹在旋塞上,使其与机油充分混合,混合状态以不能滴落为宜。清理阀体与旋塞接触面,用手抹上一层机油,再将旋塞放入,使二者紧密贴合,轻微旋转排出空气后,对旋转夹具施加0.2-0.4mpa的压力,均匀的推动旋塞阀旋转。
研磨时先顺时针转,再逆时针转动,转速一般不超过20圈/分钟。推动旋塞转动时可以感觉到研磨砂粒度的变化。每研磨3分钟,将旋塞拔出,对表面进行检查,划痕依旧明显则继续研磨。当检查时发现划痕已经肉眼不可见时,停止研磨,然后用机油清洗表面并再次检查确认。
2、中磨:一般使用粒度细、切削量小的280#-W5研磨膏,该研磨膏有利于降低接触面粗糙度。经过了粗磨后的表面一般不会再有明显的划痕,但是会留下较明显的研磨纹路,所以需要控制好研磨的切削量,消除纹路的同时避免过度磨损。
中磨涂抹研磨膏与研磨的方法与粗磨一致,需要注意的是,中磨的力度要更轻,每研磨2分钟,将旋塞拔出,观察表面残留划痕及纹路的变化。当观察到划痕消失,纹路不明显后,可以用手擦去表面残留的研磨膏,观察表面粗糙度的情况。当用肉眼观察表面较光滑,放大镜观测无可见划痕时,将旋塞取出,用机油将阀体与旋塞清洗、并擦拭干净。
擦拭干净的旋塞需要进行进一步检查,以确定研磨的光滑程度。在旋塞上用铅笔或者红粉笔由上至下画一条清晰可见的线,线中间不可有断点。将旋塞放入阀体,轻轻施加力量旋转一周,取出旋塞,观察刚刚画在旋塞上的记号线是否消失,如果有未消失的断点,证明光滑度不够,笔迹存留处与阀体接触不好,回装后有内漏的可能,还需进一步进行中磨。如果笔迹消失,选择刚刚划线的另一侧,再次画线旋转验证,合格后可以进行细磨。
3、细磨:是研磨的最后一道工序,一般使用粒度更细的3000#研磨膏。为了能更好的抛光,逐步降低表面粗糙度,接触面上涂抹的研磨膏用机油稀释时,应逐步提高机油比例,直至完全变成机油。细磨时附加在夹具上的力应控制在0.01-0.04mpa之间,随着机油比例的提高,逐渐加强附加力以此来达到更好的研磨效果。
细磨时,速度应为以上研磨速度的三分之一,交替进行顺时针、逆时针旋转,一般旋转10-15圈改换一次旋转方向。当看到旋塞上有一圈很细的线,颜色黑亮时,将旋塞擦拭干净,用机油轻轻的继续研磨2分钟。以上步骤做完后,用干净、质地细腻的抹布擦去机油,然后用强光手电检查旋塞与阀体,此时接触面应看到均匀的反光。检验合格后,清洗旋塞阀阀体内腔,并用抹布擦拭干净,在旋塞表面涂上一层均匀的733润滑脂后,回装旋塞。
回装时要注意,不要磕碰到旋塞阀表面,也不要在安装时使阀门产生较大的震动,以此来避免刚刚研磨好的接触面受伤。
5.总结
通过研磨可以有效的缓解旋塞阀因旋塞表面有划痕引起的内漏现象,将旋塞阀恢复到正常的工作状态。此种方法运用的工具结构简单,研磨材料易于购买,研磨方法方便易学,具有一定的使用和推广价值。endprint
