轧三高线厂轧辊孔型的改造
2017-10-17刘朋飞
摘要:轧辊是轧钢生产中重要的生产工具,在轧制过程中,轧辊直接与轧件接触,强迫轧件塑性变形。轧辊的消耗费用在轧钢企业生产成本中占据较大比重,因此,提高轧辊寿命,降低轧辊消耗对提高轧钢效益,具有显著的经济意义。本文将以天津轧三高线厂孔型改造探讨高线轧辊提高寿命、降低消耗,以达到提质、降耗、增效之目的。
关键词:高速线材;轧辊;孔型
一、主要工艺流程和设备简介
1、 主要工艺流程
天津轧三钢铁有限公司高线厂拥有2条进口生产线,2012年12月正式投产运行,设计生产能力为年产130万吨,规格覆盖Φ5.0—Φ25.0。其主要工艺流程图见图1。
2 、设备简介
全线共由30架轧机组成,其中1#--14#为短应力轧机,15#/16#采用哈飞Φ285悬臂辊轧机,17#/18#为集体传动,采用顶角45?摩根进口轧机,精轧、减定径机组采用摩根“8+4”机组。
二、轧辊参数及孔型改造
1、 轧辊及孔型参数
(一)轧辊参数
天津轧三高线厂1#--14#轧机均采用短应力轧机,呈平立交替式布置。单架次采用平式布置,双架次采用立式布置。1#--4#采用φ550轧机,5#--8#采用φ450轧机,9#--14#采用φ350轧机。
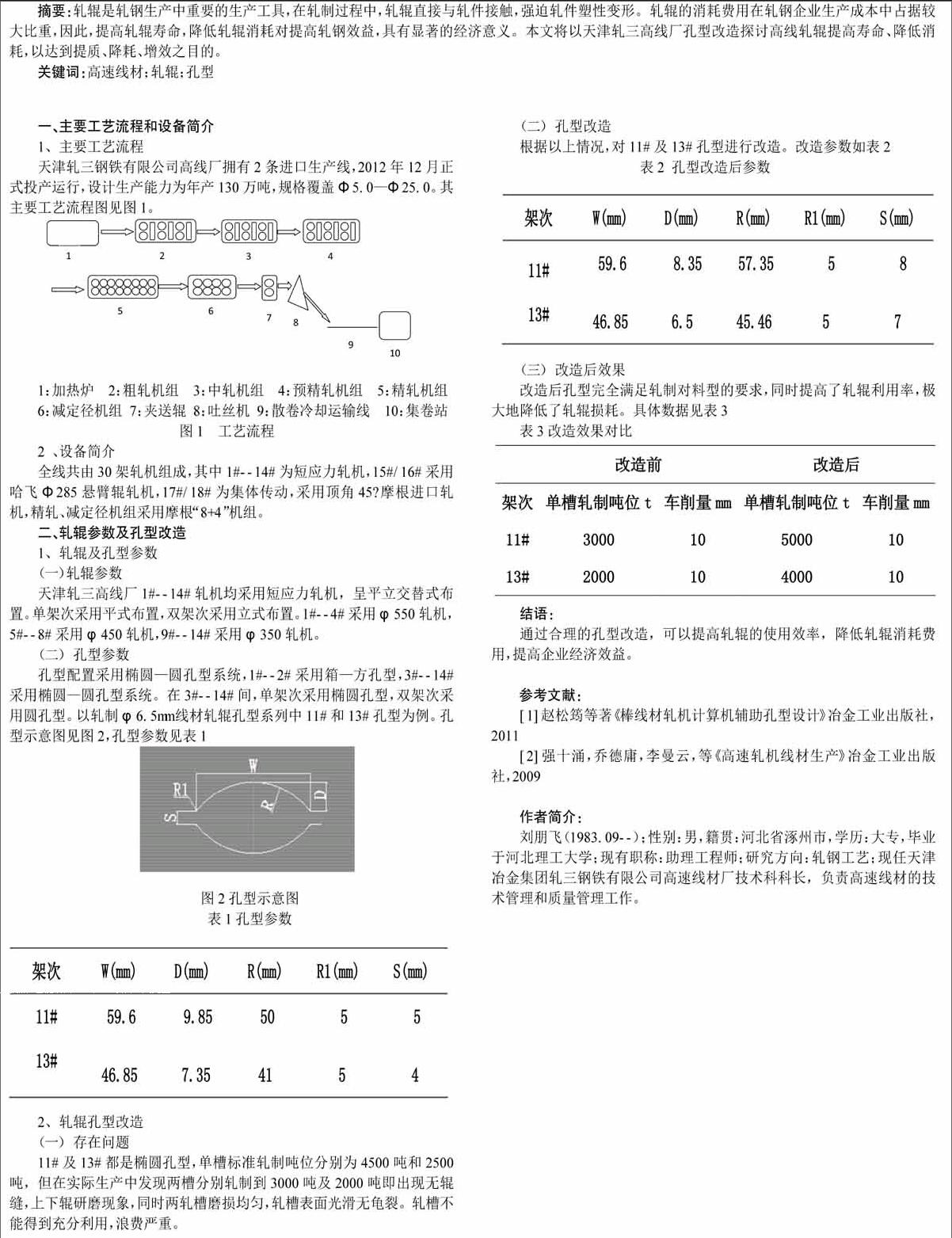
(二) 孔型参数
孔型配置采用椭圆—圆孔型系统,1#--2#采用箱—方孔型,3#--14#采用椭圆—圆孔型系统。在3#--14#间,单架次采用椭圆孔型,双架次采用圆孔型。以轧制φ6.5mm线材轧辊孔型系列中11#和13#孔型为例。孔型示意图见图2,孔型参数见表1
(一) 存在问题
11#及13#都是椭圆孔型,单槽标准轧制吨位分别为4500吨和2500吨,但在实际生产中发现两槽分别轧制到3000吨及2000吨即出现无辊缝,上下辊研磨现象,同时两轧槽磨损均匀,轧槽表面光滑无龟裂。轧槽不能得到充分利用,浪费严重。
(二) 孔型改造
根据以上情况,对11#及13#孔型进行改造。改造参数如表2
(三) 改造后效果
改造后孔型完全满足轧制对料型的要求,同时提高了轧辊利用率,极大地降低了轧辊损耗。具体数据见表3
表3改造效果对比
结语:
通过合理的孔型改造,可以提高轧辊的使用效率,降低轧辊消耗费用,提高企业经济效益。
参考文献:
[1]赵松筠等著《棒线材轧机计算机辅助孔型设计》冶金工业出版社,2011
[2]强十涌,乔德庸,李曼云,等《高速轧机线材生产》冶金工业出版社,2009
作者簡介:
刘朋飞(1983.09--);性别:男,籍贯:河北省涿州市,学历:大专,毕业于河北理工大学;现有职称:助理工程师;研究方向:轧钢工艺;现任天津冶金集团轧三钢铁有限公司高速线材厂技术科科长,负责高速线材的技术管理和质量管理工作。endprint
