环形件超声波缺陷的定性分析
2017-10-17吕洪良中航卓越锻造无锡有限公司
文/吕洪良·中航卓越锻造(无锡)有限公司
环形件超声波缺陷的定性分析
文/吕洪良·中航卓越锻造(无锡)有限公司
超声波检测原理是超声波在被检测材料中传播时,材料的声学特性和内部组织的变化对超声波的传播产生一定的影响,通过对超声波受影响程度和状况的探测了解材料性能和结构变化的技术。我们通过超声波可以探测出金属等工业材料中有没有气泡、伤痕、夹杂、裂纹等缺陷,为了能便于判定钢锻件中各种缺陷的普遍特征,通过以往检测中的经验积累及相关知识,形成了运用超声波形特征对常见缺陷的产生原因进行判定的理论。使检测人员能对判定钢锻件缺陷有更深、更全面的认识。
其中超声波所能发现的缺陷,按其形成的工艺过程可分为:⑴在冶炼过程中形成的夹杂物、缩孔、疏松、偏析缺陷等;⑵在锻造和热处理过程中形成的裂纹、白点缺陷和晶粒粗大等。而针对以上缺陷类型其超声波形的特征区别见表1。

表1 缺陷类型其超声波形的特征区别
现实生产中,对超声波检测中出现的缺陷波形进行定性判定一般均采用解剖金相分析的理化分析方法进行。下面以实际生产中发生的案例进行详细说明。
超声波缺陷
在生产某规格环形锻件时,锻件规格:φ3190mm/φ2190mm×100mm,材质为45#。按照工艺要求对锻件进行超声波检测,发现在锻件内部存在密集性缺陷,缺陷波形见图1。缺陷分布:距外径80~450mm,深度40~130mm,密集性缺陷最大当量φ3.2mm。产品探伤标准要求:符合GB/T 5000.15-2007Ⅱ,单个缺陷≤φ3mm,密集性缺陷定义:在50mm×50mm的范围内存在5个或5个以上的缺陷反射信号。本检测结果超出了产品的验收标准。为了对缺陷成因做定性分析,并找到造成超标缺陷的原因验证缺陷波形判定理论,对该锻件缺陷位置进行分析。
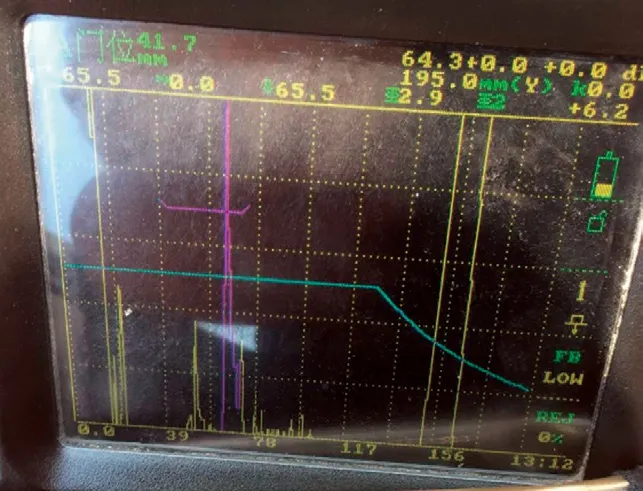
图1 缺陷波形
生产基本信息及缺陷初步分析
该锻件制造流程为:钢锭下料锯水冒口→加热倒棱→镦粗→拔长→扩孔→辗环→热处理→机加工→超声波检测。
锻件经调质处理并在机加工工序结束后进行超声波检测,发现在锻件内部存在密集性缺陷,缺陷波形具有夹杂物缺陷波形和裂纹缺陷波形的特征。
从缺陷波的形状和分布状况初步分析,缺陷有可能为原材料熔铸过程带来的缺陷或锻造及热处理过程不当形成的缺陷。因此,计划对缺陷位置进行解剖金相观察,分析真实情况。
缺陷分析
为了准确分析缺陷成因,对缺陷处进行以下取样及分析:对锻件进行精确定位,用锯床切去缺陷低倍试块,试块大小为220mm×150mm×30mm,切去后的试块进行铣加工,铣加工后再上磨床进行抛光处理,试块处理后进行低倍热酸腐蚀试验和断口试验,观察试样的宏观形貌及断口分析。低倍试验完成后对试块进行PT着色,观察是否有开口缺陷。在进行完宏观试验后,从宏观缺陷部位切取20mm×20mm×20mm的金相试样,经抛光处理后在电子显微镜下观察微观状态缺陷形貌,并对试样进行腐蚀,观察其组织及缺陷形貌。以下是具体分析结果。
宏观分析
试样低倍酸浸宏观形貌见图2。从图中看出,在试块上存在多条微小的缺陷,且大致呈平行分布,未发现气孔、疏松、偏析等其他缺陷。
将低倍试块取样进行断口分析,断口形貌见图3。从图3可以看出,断口为结晶状,上面分布许多黑色的小孔洞类缺陷,从缺陷的分布和特征来看,排除气孔缺陷的可能。取断片进行调质处理,处理后在中间开槽压断,断口塑性变形明显,为纤维状,但上面仍然分布着较深的点状和孔洞缺陷,故可排除白点缺陷的可能。

图2 试样低倍酸浸宏观形貌

图3 宏观断口形貌
PT检测分析
对低倍试块进行PT着色检测,利用清洗剂对试块进行清洗,然后喷涂着色剂,等待20min后,把试块擦干净并喷涂显现剂,试块上呈现红色长条形缺陷,缺陷长约3mm,如图4所示。由PT着色现象断定该表面缺陷为开口性缺陷且缺陷呈长条形,长短不一,分布随机,与探伤检测的情况相对应。

图4 PT着色宏观形貌
金相分析
用线切割在试块上取一带典型开口缺陷、20mm×20mm×20mm的试块进行显微观察,并对试块进行腐蚀,观察试块的显微组织。试块经抛磨、抛光后在金相显微镜下进行观察,发现该缺陷为夹杂物缺陷(图5),其尖端部位及周围存在大量氧化物夹杂物。用4%的硝酸酒精溶液腐蚀后,在显微镜下观察,试块的组织为均匀的铁素体+珠光体,晶粒度9级,如图6所示。
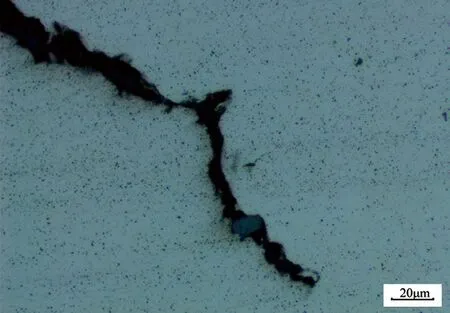
图5 夹杂物缺陷

图6 试样的金相组织
扫描电镜及能谱分析
在断口试块缺陷处取样并进行电镜分析,缺陷部位组织形貌见图7。由图7中可以看出,孔洞缺陷为开裂的裂纹面,其他区域断裂形式为解理断裂。将裂纹处放大看出开裂面上聚集着大量的颗粒状夹杂物,如图8所示。
为判定开裂面上夹杂物的性质,利用扫描电镜对所发现的裂纹和夹杂物进行能谱分析,分别对夹杂物区域、夹杂物附近、正常断裂区和裂纹边缘进行定量成分分析。发现夹杂物附近和裂纹附近的Mg、Al含量都比正常区域内的高很多。
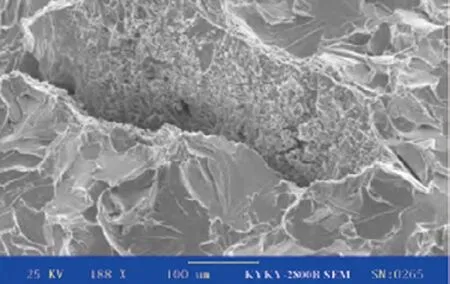
图7 缺陷处电镜分析
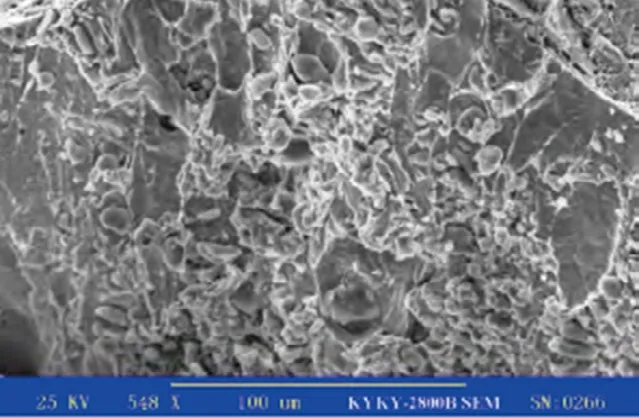
图8 裂纹及夹杂物扫描电镜照片
通过对该炉材料的熔炼过程追溯分析可知,该锻件的原材料在冶炼过程中主要采用铝脱氧,生成的脱氧产物以氧化铝为主。此外,该炉钢水生产时采用了较大型号的中间包,而精炼包熔炼钢水吨位较小,倒包过程中热量损失较大并且钢水与精炼渣剧烈混冲,渣子未完成上浮即达到开烧温度的下限,使精炼渣随钢水浇注至钢锭模中,最终残留在钢锭冒口线以下的部位,导致锻造变形后锻件出现环状密集型超标缺陷。
结论
从试验分析结果得出以下结论:
⑴锻件部位的超标缺陷为大型氧化铝和氧化镁夹杂物以及夹杂物造成的长条缺陷。
⑵在锻件塑性变形过程中,脆性的氧化铝类和氧化镁类夹杂物沿主变形方向被打碎,因此在宏观形貌上出现了沿变形方向近似平行的夹杂物裂纹痕迹,这与超声波缺陷分布吻合。
⑶夹杂物是在钢锭浇注过程中出现的。因此,在浇注时应采取控制浇注温度和速度等措施避免多余夹杂物的聚集产生。
⑷通过以上检测报告分析,根据探伤的缺陷波形可以判定该类缺陷属于何种缺陷。
